(54) УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛОСОВОГО ПРОКАТА ПО ОСИ ПРОКАТКИ
I
Изобретение относится к гфокатному производству, а именно к устройствам длц направления и центрирования проката, устанавливаемым непосредственно перед рабочей клетью прокатного стана, а также перед вспомогательным оборудованием, например гильотинными ножницами с нижним резом, или после них.
Известно устройство для центрирования проката, содержащее рольганг, боковые направляющие линейки, установленные на ползунах, связанных с винтовым приводом их перемещения .
Недостаток известного устройства заключается в том, что оно не позволяет надежно центрировать прокат из-за попадания его кромок под нижнюю поверхность направляющих линеек.
Наиболее близким по технической сущности к предлагаемому является устройство для центрирования проката, содержащее станины с биконическими роликами, боковые направляющие линейки, установленные на ползунах, связанных с вннто-
вым приводом их горизонтального перемещения .
Недостгггок данного технического решения заключается в том, что оно не обеспечивает постоянства взаимного расположения нижней поверхности линеек 1ФИ их перемещении относительно кромок роликов.
Цель изобретения - обеспечение постоянного взаимного расположения нижней поверхности линеек при их перемещении относительно кромок роликов.
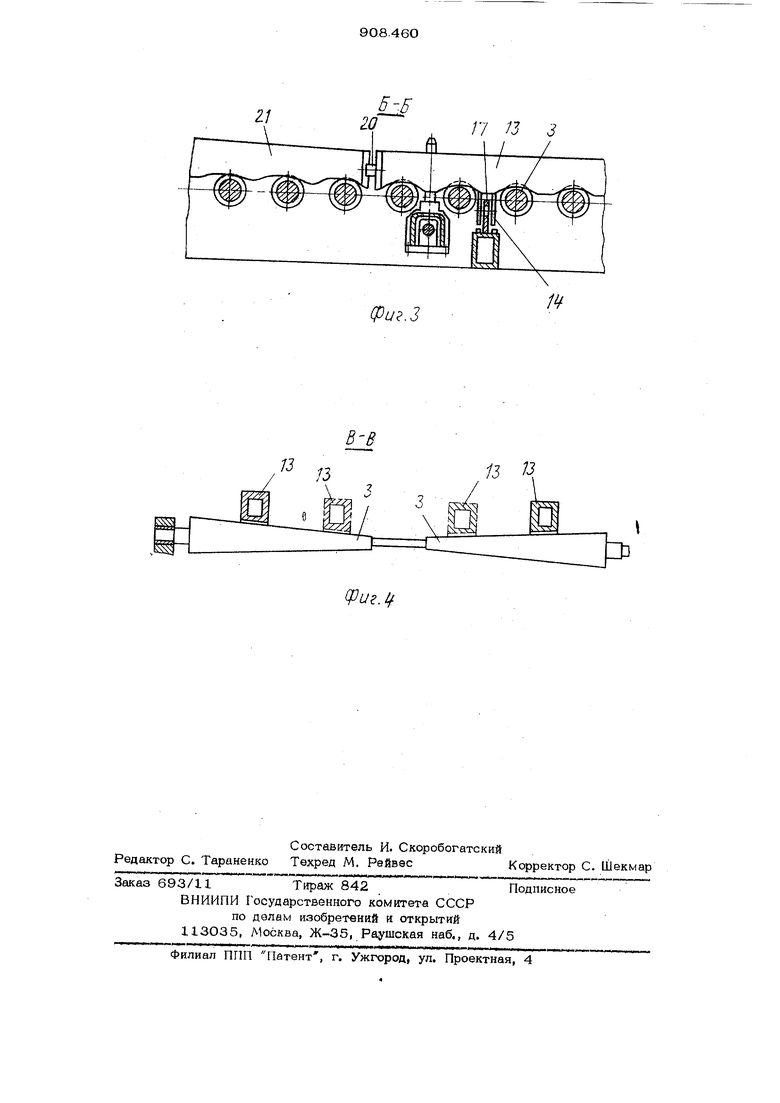
Указанная цепь достигается тем, что устройство, содержащее станины с бико- ническими роликами, боковые направляющие линейки, установленные на ползунах, связанных с винтовым приводом их горизонтального пере(ещения, снабжено кронштейнами и копирами, угол наклона которых соответствует конусности конических участков бочек роликов и в которых монтированы упомянутые кронштейны, при этом направляющие линейки жестко монтированы на кронштейнах и устаяовлены с возможностью вертикального перемещения относительно ползунов. На фиг. 1 изображено предлагаемое устройство, вид в плане; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фнг. 1; на фиг. 4 - разрез В-В на фиг. 1. Устройство состоит из нeпoдвliжныx левой и правой станин 1, в подшипниках 2 которых смонтированы биконические ролики 3, а в подшипниках 4 - ходовые винты 5, приводимые во вращение через редукторы 6 электродвигателем 7. Ходовые вищ-ы 5 снабжены участками резьб противоположной направленности, симмет рично расположенными относительно оси прокатки. На участках резьб винтов 5 установлены гайки 8, закрепленные на ползунах 9, которые установлены с возможностью перемещения по траверсе 10 во встречных направлениях перпендикуляр но оси прокатки. Каждый из ползунов 9 через стержень 11 и втулку 12 скольже ния соединен с боковыми направляющими линейками 13 Линейка 13 жестко закреплена на кронштейнах 14, каждый из которых несет на себе опорные катки 15 например по два. Катки 15 размещены в пазах 16 копиров 17, при этом пазы выполнены с наклоном в вертикальной плоскости, соответствующим кон Эсности конических участков роликов 3. Копиры 17 расположены между роликами3 параллельно их продольным осям и смонтированы на балках 18, которые закреплены на фундаментной плите 19. Каждая из направляющих линеек 13 одним из своих KotmoB при помощи винта 2О с шаровой головкой соединена с- заходной линейкой 21, при этом другой конец линейки 21 посредством продольного паза 22 и пальца 23 шарнирно закреплен на станинах 1. Устройство работает следующим обра зом. Для настройки направляющих линеек 13 на определенную ширину проката вкл чают электродвигатель 7, который через редукторы 6 передает вращение на ходовые винты 5, при этом гайки 8, двигаясь в горизонтальном направлении, перемещают ползуны 9 по траверсе 1О. Ползуны 9 при своем движении стержнями 11 смещают направляющие линейки во встречном направлении на требуемый раствор, а катки 15, перемещаясь в наклонных пазах 16 копиров 17, позволяют поддерживать нижнюю поверхность направляющих линеек 13 на заданном расстоянии от верхней кромки роликов 3 по ьсей их длине. Одновременно с перемещением направляющих линеек 13 заходные линейки 21 поворачиваются, обеспечивая направление проката в линейки 13 для его центрирования по оси прокатки. Формула изобретения Устройство для центрирования полосового проката по оси прокатки, содержащее станины с биконическими роликами, боковые направляющие линейки, установленные на ползунах, связанных с винтовым приводом их горизонтального перемещения, отличающееся тем, что, с целью обеспечения постоянства взаимного расположения нижней поверхности линеек при их перемещении относительно кромок роликов, оно снабжено кронштейнами и копирами, угол наклона которых соответствует конусности конических участков бочек роликов и в которых смонтированы упомянутые кронштейны, при этом направляющие линейки жестко смонтированы на кронштейнах и установлены с возможностью вертикального перемещен ш относительно ползунов. Источники информации, принятые во внимание при экспертизе 1.Патент США М 3648507, кл. 72-250, 1972. 2.Авторское свидетельство СССР N 356О73, кл. В 21 В 39/ОО, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство полосового прокатного стана | 1980 |
|
SU858970A2 |
| РОЛЬГАНГ ПРОКАТНОГО СТАНАВСЕСОЮЗНАЯПАТЕНтмо^техкг;:: нд}^БНБЛИОГСКА | 1972 |
|
SU359073A1 |
| Устройство для съема с рольганга и поперечной передачи длинномерных изделий | 1975 |
|
SU568488A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2015 |
|
RU2600004C2 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Проводка прокатной клети | 1982 |
|
SU1047567A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |

13
Vu.if Ц
