Известны рольганги, служащие для транспортирования прокатываемых изделий у клети прокатного стана при прокатке, а также для передачи проката от клети к вспомогательному оборудованию прокатной линии. Такие рольганги выполнены в виде неподвижной станины, на которой смонтированы приводные ролики с коническим профилем бочки и направляющие линейки, перемещаемые в осевом направлении электродвигателем при помощи ходовых винтов.
Известные рольганги имеют ряд существенных недостатков. Так при изменении щирины прокатываемой полосы, листа или ленты, в частности при ее уменьщении, для направления и центрирования проката по оси прокатки необходимо перемещать направляющие линейки в сторону их сближения. Однако при сближении линеек между конической поверхностью ролика и направляющей линейкой образуется зазор, в который попадает кромка проката, вследствие чего становится невозможным дальнейщее его транспортирование по рольгангу.
Кроме того, при изменении щирины проката (увеличении или уменьщении) изменяется уровень прокатки, что является недопустимым при транспортировании проката к такому вспомогательному оборудованию, как гильотинные ножницы с нижним резом, ножницы для обрезки кромок, моталка, которые настраиваются на определенный уровень прокатки.
Предлагаемый рольганг прокатного стана обеспечивает транспортирование прокатываемых иолос, листов и лент с сохранением постоянства уровня прокатки при изменении щирины проката. Это достигается тем, что ролики выполнены из двух частей, а опорные подщипники каждой части вмонтированы в направляющие линейки.
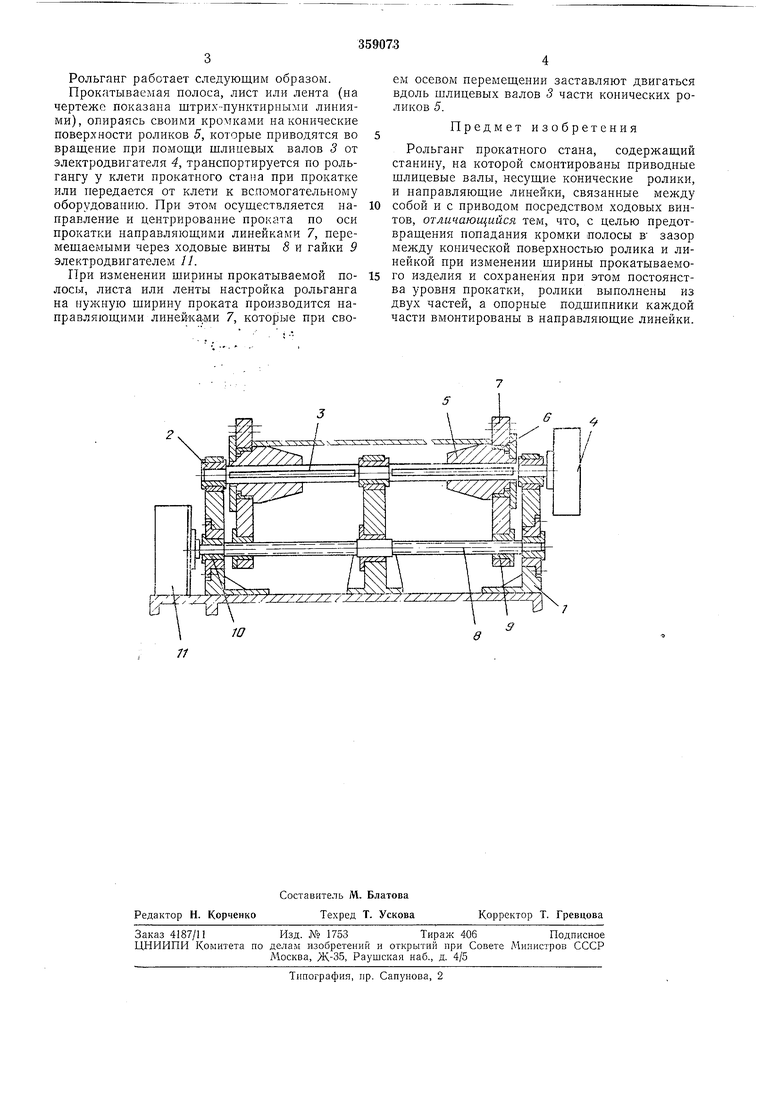
На чертеже показан описываемый рольганг.
Рольганг включает неподвижную станину /, на которой в подщипниках 2 смонтированы щлицевые валы 3, приводимые во вращение от электродвигателя 4. На валы 3 посажены конические ролики 5, состоящие из двух частей. Каждая часть ролика установлена при помощи подщинника 6 в направляющей линейке 7 и имеет вместе с ней возможность осевого перемещения вдоль щлицевого вала 3. Линейки связаны между собой посредством ходовых винтов 8, одна половина рабочей длины каждого из которых имеет левую резьбу, а другая - правую, и гаек 9. Ходовые винты расположены в подщипниках 10, укрепленных в станине, и соединены с электродвигателем и.
Рольганг работает следующим образом.
Прокатываемая полоса, лист или лента (на чертеже показана штрих-пунктирными линиями), опираясь своими кромками на конические поверхности роликов 5, которые приводятся во вращение при помощи щлииевых валов 3 от электродвигателя 4, транспортируется по рольгангу у клети прокатного стана при прокатке или передается от клети к вспомогательному оборудованию. При этом осуществляется направление и центрирование проката по оси прокатки направляющими линейками 7, перемещаемыми через ходовые винты S и гайки 9 электродвигателем 11.
При изменении щирины прокатываемой полосы, листа или ленты настройка рольганга на нужную щирину проката производится направляющими линей-ка-ми 7, которые при своем осевом перемещеиии заставляют двигаться вдоль щлицевых валов 5 части конических роликов 5.
Предмет изобретения
Рольганг прокатного стана, содержащий станину, на которой смонтированы приводные щлиневые валы, несущие конические ролики, и направляющие линейки, связанные между собой и с приводом посредством ходовых винтов, отличающийся тем, что, с целью предотвращения попадания кромки полосы в- зазор между конической поверхностью ролика и линейкой при изменении щирины прокатываемого изделия и сохранения при этом постоянства уровня прокатки, ролики выполнены из двух частей, а опорные подшипники каждой части вмонтированы в направляющие линейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| Устройство для центрирования полосового проката по оси прокатки | 1979 |
|
SU908460A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| ВТАЛКИВАТЕЛЬ СЛИТКОВ В ПРОКАТНУЮ КЛЕТЬ | 1992 |
|
RU2015759C1 |
