Известщ.г многоишпидсльные poraiutoHMbio ш.1ифова;,ц|,и полуавтоматы д.пя оодлркп цилиндрических понерхиостей заготовок деталей с иримоиеилем шпиндельной головки, несущей торцошлГ паи дачный ируг, II 1фагцаю1цегося барабана с радпально раст1оло;кенпымя иоюдко1И.1МИ шпинделями, получающими вращение в рабочем секторе. Недостатком таких станко япляется отсутс.тв1ге автоматического :iaroTOFiOK. что CHu/кает нроизводительность полуавтомата.
Д.11Я устранения указанного недостатка вращающийся барабан предлагаемого по.туавтомата снабжен .-зажимными тшлзур.ами. распо.юже П1.Г.МИ соосио с НО1ЮДКОИЫЛ1И шпинделями и взаимодействующими с неподвижным радиальным копиром. Птим обос:1:-г.1ИБается автоматическим зажим деталей при их прггближении к рабочему сектору.
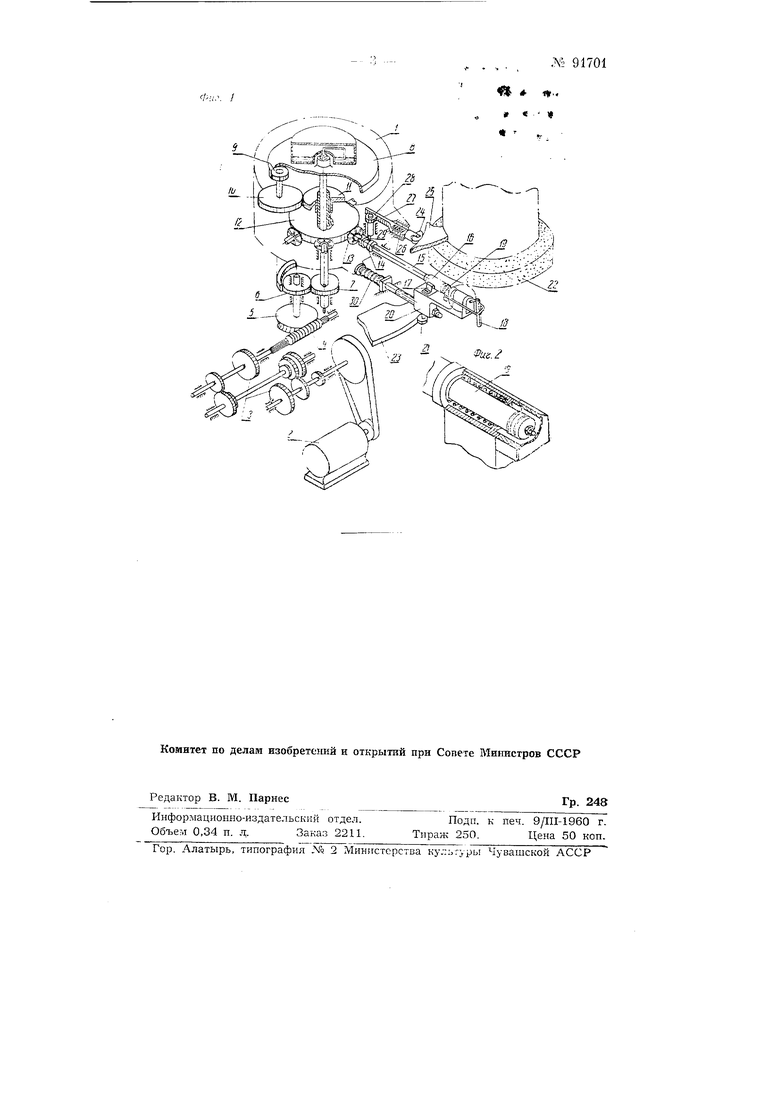
На фиг. 1 ноказана |;1(нематическая схема станка: на ф1л 2- схема уз.па и а фиг. 1.
13ертикальиьи | барабан 1 станка пршлъчится но вращение от ллектродиигателя 2 через коробку скоростей 3. черштчиую пару 4. 5. шестерни 6. 7. 8. 9, 10 и И и центральную пртпаддную коническую шестерию t2. Эта П1естерня сцепляется с коничеснидгн иич-тернямн 13. с.чязанными через торионые лгуфты 14 с иоводковы.мн ишпнделями 15.
Обрабйты1 ае.мые дета.ти 16 кладутся на соосиые со шиинделнми 15 установочные призмы; 17, тгосле того как рукоятка.ми 18 отводятся уиоры 19. (л)осио со иJниндeлямтт расположены также зажимные нолзуны20. с которыми связаны ролики 21. Когда очередно : шиинделъ Jo. нотзорачинаясь имеете с барабаном 1, приближается к торцовому наждачному кругу 22. соответствующий ролик 21, катящийся по неподвижному радиальному копиру 23. заставляет переместиться ползун 20. который зажимает деталь 16. Затем расположенный над шчииделем 24 набегает на коиир 25 и, сжав пружину 26. перемеи;ает рейку 27, которая
поворачивает на 180 зубчатыГ: 1;а,:шк 28. Эксцентрично pacjiurio/Kciiiu.i.t ira конце этого валика палец 29 включает муфту 14, ц шпиндель 15 вместо с закреплеипой на iseM деталью начинает враш,аться.
ГТра ;;альле1 шем гювороте шнппделя деталь приходит в соирнкосао«енно с торцо1:о1| иоверхиостыо наи-гдачпого круга и подвергается обдирке. Иос.че выхода из рабочего сектора ролик 24 сходит с копира 25, нруяа па 2G liosBpaii aeT рейку 27 и зубчатый валик 28 Б исходное положение, ыуфта 14 вы;хл;очаетси и шниидель перестает вращаться. Одно;фцмонио 5 руж:1);;1 30 возиращает js исходпое нолон-сеиие зажплиой п;}лзуп 20. itocjie этого o6pa6oTainiyio деталь спимают со станка. 11 р(),ителм10СТ1 нолуантомата- 800-1000 деталей в час.
..
