лже известные автоматические станки для оодирки наждачным кругом внутренних цилиндрических псверхностси кольцевых з аготовск с применением загрузочного устройства с ИОДБИХ.НЫМИ л вертикальном направлении декал и приемных лотков, пнтаюн1его механнзма с ноднружпненнымн отсскателям ;, ловки 1 горизонтального .ползуна, Hecyjucro {ренлення сб)абатывасмой детали.
Медостатком такнх автоматических станков яв.ыотся ненадежно:-ть становкн детален при их нодачс нз автоматического загрузочного устройства.
Указанный недостаток устранен в настоящем изобретении тем, что Б нем нрименены заж.илные устройства, вьтолненные в виде центрального, иолвижиого в осевом направлении стержня с Д1Лмя установочными кольцами для нрпема кольцевой заготовки и двух скобообразных, иодвижпых в осевом нанравлекии прихватов, служаихих для заготовок, чам обеспечивается надежность базнровани.я и крепления заготовок при их подаче г.з автоАгатмчеекого загрузочного устройства.
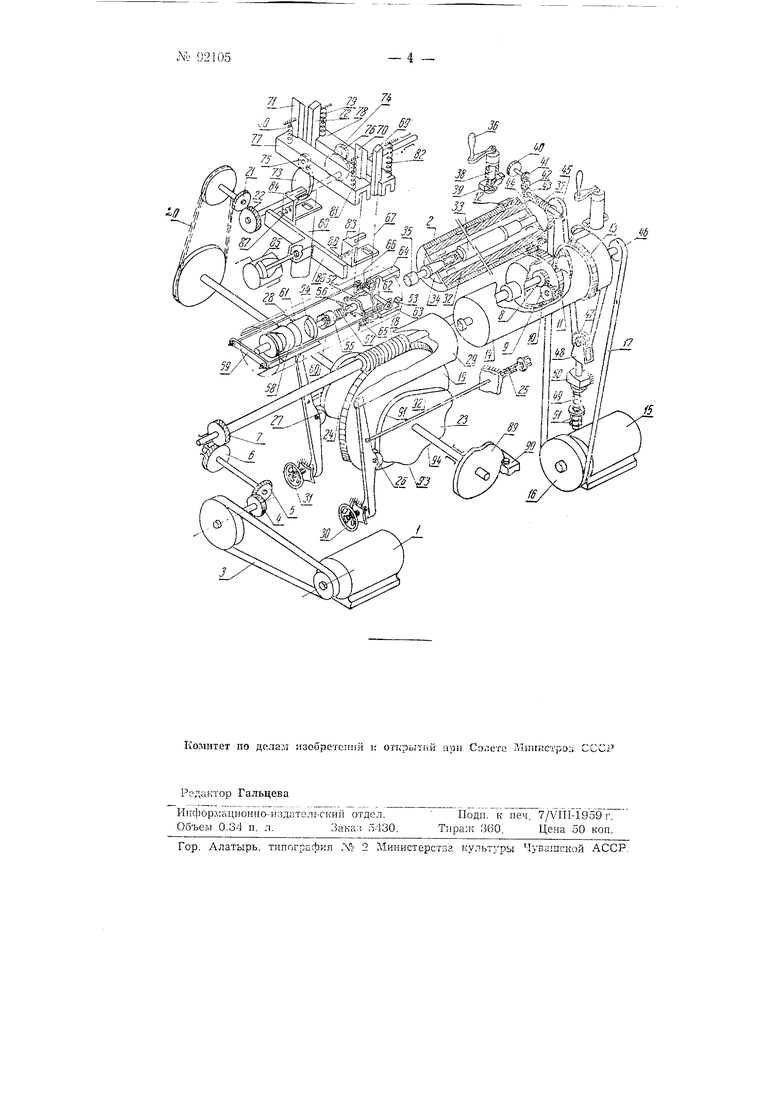
Ма чертеже показана кинематическая схема станка.
Ма плите станины смонт1фова:1ь два электродвигателя. Электродвигатель / нриводит во вращение кор. аппшдельпоц головки 2 через ременнУЮ передачу 3. пару конических шестерен 4 и 5, пару цилиндр ических шестерен с косьвд зубом 6 и 7, планстарньи механизм с иестерийми 8, 9 и W и цилир.дричсские шестерни 11. 12. От нестерни // вращение получает т 1:же итестерня 13, укрепленная на кориусе щпинаельной головки 14. Электродвигатель 15 нриводит во вращение щкив 16 и ременную иередачу 17. Модача деталей из бункера осуществляется от электродвигателя / через
ременную передачу 3, коинческис шестернл 4, 5, цилиидрическпе uioстерни 6, 7, че в51чну1о пару Iti, 19, цеаиую 1:среда1у 20 и napv цилиндричееких шестерен с Kocfciw зубом 21, 22. Па одмом валу с червячноГ ujeciepiieu 19 сидят кулачки , 24, к когорЫ:М пружинами 25 прижаты ролики 26, 27- Че.рез ролики кулач.ки сосбп1ают колебательное движение рычагам, леремен аюгциМ в иродо.1ьном направлении нюлзуны 28, 29. Р.асетояиие между ползунами и шпиндельньь ;и головками 2, 14 можно регулнрозать таховичками 30 ц 31.
В иеполь 32 шниндельной головки 2 экецештичио BMoiiTHjJOBai: шпиндель 33. На оправке 34 итинделя укреплен ,лачги п круг ЗГ),
ну экецентриеитета можно менять, возденетвуя на руко5ггку 36 и.1и на червяк 37. Рукояткой 36 гю.гьзуютея в елучае нзменеиия эксиеит|1иситета на малую величину (при срабатывании круга). При перемещении этой рукоятки эксцент|)ик 38 выдвигает плаику е косым заостренным зубо М 39, входящим в зг цеиле ;ие с )пей 0 с косыми зубьями, Через шестерни 41, 42, 43 и че|:вячиую иару 37, 44 движение передается ггеиоли 32, иеремеща1он1. относительно шиинде,чя на гчекоторын угол, измеииюищй вел;;ч ну эксцеитриситета. При иеобходимосгн измеиения эксиеитрисигета иа б() величину (ири отводе круга от изделия) возде1 ствуют ;:-1сиосрелстЕенно на червяк 57. Вращение ппинчу 17 и шкивы 45, 46. Натяжение ремня 17 оеуш.естсляется роликом 4/ в обоЙ1ме 48 и пружииой 49, унирающейся в жесткую оиару 50 стамииы. Величину усилия пружины регули|)уют гайкой 51.
Пазиачоиие ползуион 28, 29-фиксировать, крепить и иодазать детали на круги. ДcтaлiJ фиксируется двумя ириеммыйш па;1ьцами oi, 55, выдвигаюии-1мися иод давлеи 1ем Л1асла иа норшеиь иилннд 5а 54 и сзязаиные е ним IHTOK 55 н стер.жель 515. Отвод иальиев от детали и возврат поршня цилиндра 54 в исходиое положение осуихеетвляются нружиной 57. Поршень нн.тиндра 58, воздействуя на плаику 59, двиг-ает ее влево. Рычаги GO и 61, лвпгаясь также влево, крестовину 62 BiviecT с екобосбразнымн ирнхБЛтамн 63 н 64, зажимаю1иими деталь. Возврашастся вс5 система з иеходное положение иод де;|етзием иружии 65 и 66. Подача детали иа круг и отвод ее осуи1.естБЛЯются рычагами, концы которых входят 3 пазы ползунов 28, 29.
1Лз бункера- ,детали иодаются иа пальцы левых UJИ и-lдeльиыx головок по лоткам 67 и 68. В лотки летали 1;одаются Г:ОДБИЖлыли-1 в вертикальном нааравле 1ни щеками 69, 70, 71, 72. Ще)-.и иолуч ают движение от кулачков 73, 74, выступы когорых расположены по отношению друг к другу иод углом 90°, через роли:-:и 75, 76 и илаики 77, 78. Планки, а следовательно, и щеки поочередно поднимаются и опускаются, что снособствует попаданию и правильной укладке деталей в приемные лотки 67, 63. Обратно щеки возвращаются ирул ииами 79, 80 81, 82. Поступление деталей иа иолзуиы 28, 29 регулируется отсекателя1ми 55, 84. Поршень цилиидра 85, перемеш,аясь вправо, двигает плаику 86 и отеекатели. В мо:,1еит еовпадеиия отверстий нижних иолок отсекатслей с лотками 67 и 68 детали по одной штуке нроваливаются через отверстия отсекателей. Попадание следующих деталей предупрех дается верхними полками отеекателей. Поршеиь цилиндра 85, а слелО затель} 0, л отсекатоли возвраи аются в исходное положение пружинами 87 и 88.
Работа иа автомате начинается со включения электродвигателей / и 15, приводящих п действие мехаиизм буикера, механизмы гфодольного перемещения потзулов. меха11изд;ы ьланетлрных шиницельиых головок и механизм автоматмческого вк/иочепия и 1-;ыключсния гид)ос1 стел1ы. Фиксирование, .пронускаир.с деталей к ползунал и зажим деталей осуш.ествляются гидразлической еиетемо, приводимой в действие кулачком 89, кажима1оии-1м на выключатель 90. Поршень цилиндра 54 выдвигает нриелшые пальцы 52, 53, а норшень ц;;линдра 55 нроиускает .дета.пи к эти.м пальцам, после чего они зажимаются порипгем цилиндра 5с. Шлинде/п, 33 зрап1аетсм вокруг своей оси и гокруг (Кп 1мцпндсльных гзлоиок. Ползуны получают возБратно-ноетунателыюе движение, еообщаемое им кулачкам 23, 24. Когда ролики 26, 27 находятся на участке 91, ползуны нег10ДВ:1Ж11ы. чаеток 92 еоответствует перемещению ползунов вправо. В дальнейщем ползуны двцжутея то вперед, то назад. Это соответствует качению роликов по выeтvпa i 39 и по впадинам 94 кулачков. Обработка деталей происходит в результате сочетания указанных движений ползунов п шпинделей. Пойле око11Чания обработки кулачок 89 отключает гидравлическую систему. Порщнп цилипдрсз 85, 58, 54 возвращаются в первоначальное положеггие. Отеекатели 84 и 83 преграждают путь очередным деталям; обработаиные ,.четал разжимаются, а приемные пальцы утогляются- Пачинается следу;оншй никл обработки деталей.
Па стапинс станка смоптирозаны две планетарных щпипдельных головки, несущие шлифовальные круги, и два горизонтальных ползуна с зажимными устро1 ;ствами, в которые из бункера подаются обрабатываемые детали.
Пред : е т п з о б р е т е ; и я
1.Автоматический станок для обдирки наждач1Пз1м кругом В1:утренних цилиидрических поверхностей кольцевых заготовок е примепеиием загрузочного ycTpOiiCTBa с подвижными в верт1 кальпом направлении Н1еками приемных лотков, питающего механизма е подп -жипенными отсекателямп, планетарной шлифовальной головки н гори:юнталь Оо ползуна, necyniero зажимное устройство для кр.епления обрабатываемой детали, о т л и ч а ю щи л с я тем, что д-тя обеспечения падежной установки деталей при их подаче пз автоматического загрхзочного устройства смонтированное на горпзонтальиом ползуие зажп:м lioe уетройство выполнено в виде подвижпого в осезом надравлсппл стг|;ж 1Я, Сиабже-рного уетанозочнымн приемны1ми пальцами, и двух скобообразных подвижных в осевом нанраплении прихватов, расположеиных в плоекости, иерпендикулярпой к плоскости пальцев.
2.Форма выполнения автоматического станка по п. 1, отличающая с я тем, что для сообщения движения стержню с пальцами и скобообразпым прпхватам применены два сооено расположенных, укрепленных на горизонтальном ползуне гидравлических цилиндра, пз которых связан пепосредствеино ео стержнем, а соединен с прихвата:,п посредством двух тяг и подвижной в oeeвo паправлеппи крестовины.
3.Форма выполнения автоматического станка ио п. 1, отличающаяся тем, что он выполнен сдвоеиным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный ротационный полуавтомат для обдирки наждачным кругом цилиндрических поверхностей заготовок деталей | 1950 |
|
SU91701A1 |
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| Приспособление к шлифовально-обдирочным станкам для автоматической подачи деталей | 1950 |
|
SU90867A1 |
| Автомат для шлифования торцев цилиндрических деталей | 1950 |
|
SU90997A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Станок для снятия заусенцев с внутренних поверхностей цилиндрических деталей | 1983 |
|
SU1113215A1 |
| Двухсторонний разгружатель для передачи деталей | 1964 |
|
SU212018A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |