(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| НАТЯЖНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕДАЧИ С ГИБКОЙ ТЯГОЙ | 2006 |
|
RU2395020C2 |
| ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ КОНВЕЙЕРА | 2008 |
|
RU2477250C2 |
| Устройство для перемещения и ориентирования штучных заготовок | 1984 |
|
SU1224063A1 |
| Устройство для вибрационной обработки длинномерных заготовок | 1985 |
|
SU1329953A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| СТЕЛЛАЖ | 2011 |
|
RU2577542C2 |
| ТРОСОВЫЙ КУЛЬТИВАТОР ДЛЯ РАЗНОГЛУБИННОЙ ОБРАБОТКИ ПОЧВЫ | 2017 |
|
RU2657463C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
1
Изобретение относится к устройствам для обработки деталей в различныых растворах.
И-звестно устройство, содержащее автооператор, который переносит детали последовательно из одной ванны в другую 1.
Недостатком известного устройства является невозможность использования всех ванн одновременно.
Известно устройство для обработки деталей, включающее раму, подающее и приемное приспособления, последовательно установленные ванны с технологической жидкостью, механизм перемещения и опускания деталей в ванны, выполненный в виде гибкого органа, уложенного на направляющие ролики, расположенные между ваннами, и натяжное приспособление для гибкого органа 2.
Недостатком указанного устройства является небольщая производительность за счет передачи деталей из последующей ванны только после выгрузки деталей из предыдущей ванны.
Цель изобретения - повыщение производительности за счет одновременной подачи деталей в каждую ванну и выгрузки предыдущего изделия из нее.
Поставленная цель достигается тем, что устройство снабжено упорами, укрепленными на раме над первой по ходу техно.тогнческого процесса половиной каждой ванны, при -этом гибкий орган выполнен единым, расположенным над всеми ваннами и одним концом закреплен, а другим связан с натяжным приспособлением, а также тем, что упоры выполнены вильчатой формы.
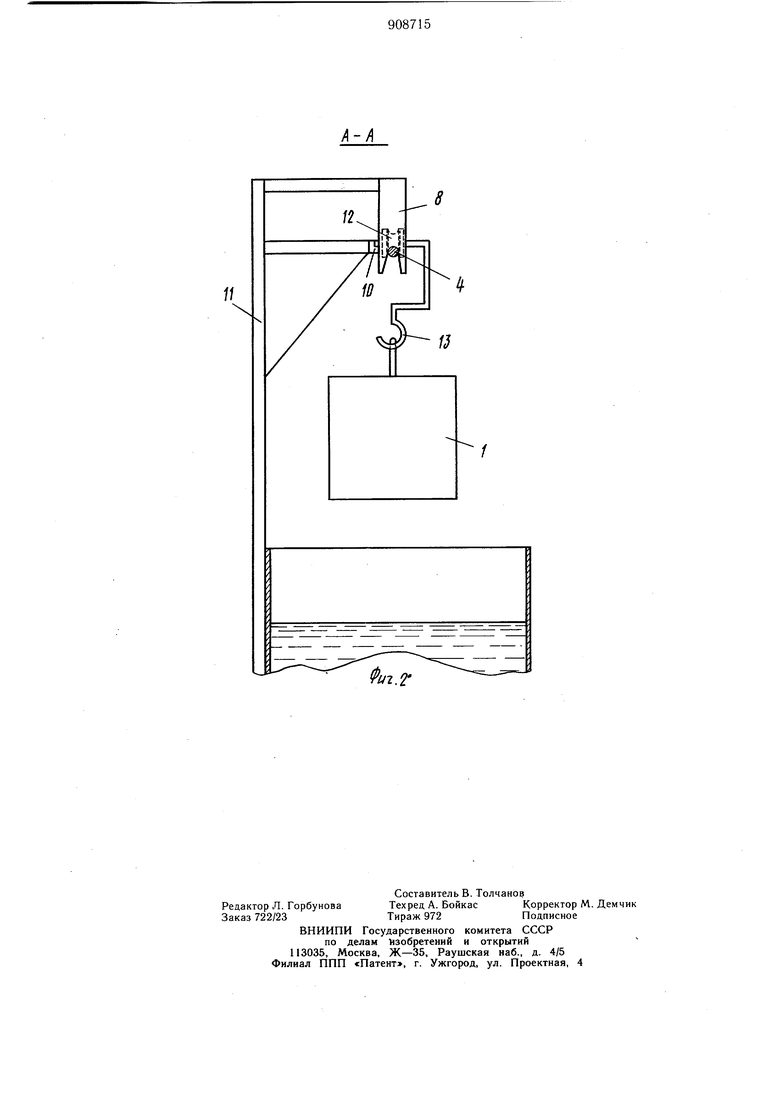
На фиг. 1 изображено федлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Детали 1 до обработки подвещены на подающем приспособлении в виде жесткой направляющей 2 и после обработки в растворах - на приемном приспособлении в виде
15 жесткой 1 аправляющей 3, образующей место хранения после обработки. Во время работы детали подвещены на гибком органе, в виде троса 4, один конец которого закреплен к стенке 5 в зоне приемного приспособления, а другой - к натяжному приспособлению 6, размещенному в зоне подающего приспособления. Растворы находятся в ваннах 7, над которыми имеются упоры 8 вильчатой формы, являющиеся упорами для деталей. Направляющим роликом 9 и направляющими роликами 10, являющимися упорами для троса, а также направляющей 3 центрируется трос 4, который дополнительно центрируется в натянутом состоянии упорами 8. На раме 11 над первой половиной каждой ванны по ходу технологического процесса закреплены упоры 8 и ролики 10. Детали подвешены на тросе с помощью ролика 12 и крюка 13. Положения деталей в каждом углублении и ванне всегда одинаковые, но для пояснения работы устройства на фиг. 1 последовательные положения, которые занимает деталь в ванне, изображены в углублениях и ваннах последовательно справа налево. Из места хранения деталей 1 при натянутом тросе 4 скатывается к первому упору 8 (справа) и оказывается над первой половиной углубления или ванны. При ослаблении троса под действием собственного веса деталь опускается, выходит из зацепления с упором и перемещается по тросу влево и при дальнейшем ослаблении троса опускается вниз в раствор, достигая дна ванны или решетки над.дном. После обработки детали в первой ванне 7 трос натягивают и деталь извлекается из раствора. Деталь оказывается в левой половине ванны и не приходит в зацепление с упором 8 этой ванны, а перемещается по наклонному тросу 4 к следующей ванне. При достаточном натягивании трос входит во все упоры 8, деталь перемещается через ролик 10 и задерживается следующим упором 8 над следующим углублением или ванной. На первый упор 8 можно подать следующую деталь. Н
(аг. / При очередном ослаблении троса детали выходят из зацепления со своими упорами 8 и опускаются в углубления (ванны) и т. д. Обработанная во всех ваннах деталь оказывается в месте хранения на жесткой направляющей 3. Формула изобретения 1. Устройство для обработки деталей, включающее раму, подающее и приемное приспособления, последовательно установленные по ходу технологического процесса ванны с технологической жидкостью, механизм перемещения и опускания деталей в ванны, выполненный в виде гибкого органа, уложенного на направляющие ролики, расположенные между ваннами, и натяжное приспособление для гибкого органа, отличающееся тем, что, с целью повышения производительности, оно снабжено упорами, укрепленными на раме над первой по ходу технологического процесса половиной каждои ванны, при этом гибкий орган выполнен единым, расположенным над всеми ваннами и одним концом защемлен, а другим связан с натяжным приспособлением. 2. Устройство по п. 1, отличающееся тем, что упоры выполнены вильчатой формы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 382156, кл. В 65 G 49/04, 1970. 2.Авторское свидетельство .СССР по заявке № 2364751, кл. В 65 G 49/02, 1976 (прототип).
f/
X
