Изобретение относится к холодной обработке металлов давлением и может быть использовано для перемещения и ориентирования штучных заготовок.
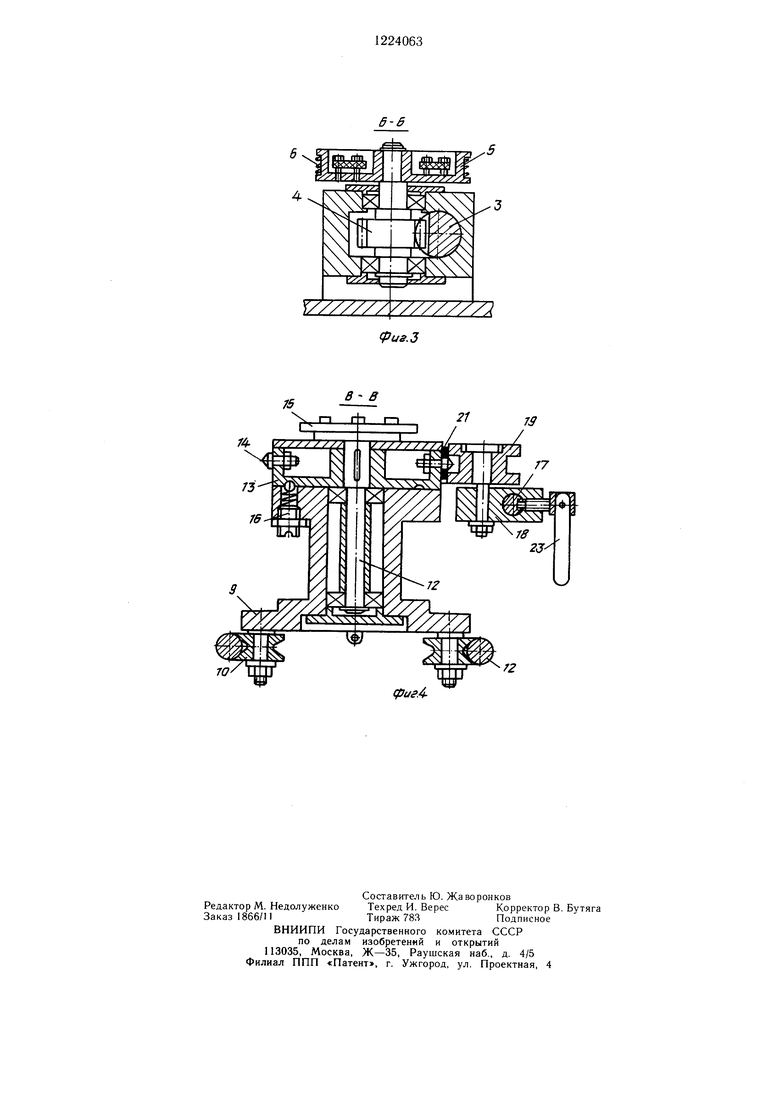
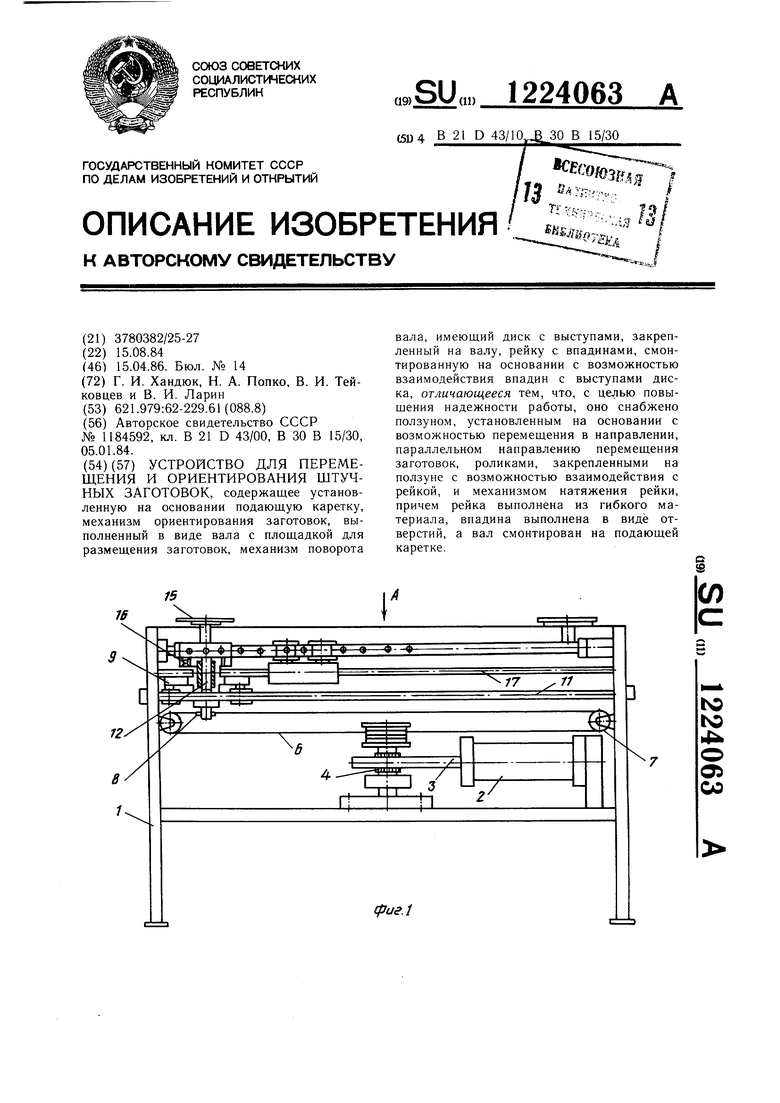
На фиг. 1 изображено устройство для ,. перемещения и ориентирования штучных заготовок; на фиг. 2 - вид А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство содержит сварную раму
щая каретку 9 с приемным гнездом 15 до следующей позиции. Забирают деталь и подают в зону обработки (не показана). Для ориентации детали на барабане 13 передвижной каретки 9 расположены конические цевки 14, входящие в зацепление с гибкой перфорированной лентой 21, которая натянута параллельно перемещению каретки с изгибом.
Для регулирования барабана 13 на
на кот орой установлен пневмоцилиндр 2, Ю требуемый угол поворота детали, ползун к щтоку которого закреплена рейка 3, 18 с роликами 19 и 20 перемещается на входящая в зацепление с щестерней 4, установленной на одном валу с барабаном 5. На барабан 5 намотан трос 6, оба конца которого через блоки 7 соединены посредст- вом пружины растяжения 8 с передвижной кареткой 9. Каретка 9 установлена на роликах 10 в круглых направляющих 11, закрепленных на раме 1. В каретке 9 установлена ось 12, на которой закреплены барабан 13 с цевками 14 и приемное гнездо 20 ления и барабан 13 перестает вращаться, 15. Барабан 13 с приемным гнездом 15 фик- фиксируется щариковыми фиксаторами 16. сируется с помощью щариковых фиксато-При возврате барабан 13 снова входит
ров 16.
На дополнительной направляющей 17 установлен ползун 18 с роликами 19 и 20, . изгибающими перфорированную ленту 21. Для натяжения ленты 21 один конец ее соединен с натяжным устройством 22. Ползун 18 передвигается и фиксируется на направляющей 17 с помощью рукоят
количество отверстий в гибкой ленте, соответствующих углу поворота детали.
При перемещении каретки 9, барабан 13, обкатываясь по гибкой ленте 21, цевками 14 входит в отверстие ленты 21 и поворачивает барабан 13 с приемным гнездом 15.
При достижении барабаном 13 роликов 19 и 20 цевки 14 выходят из зацепв зацепление с гибкой лентой 21, и, вращаясь обратно, возвращается в исходное положение.
ки 23.
Устройство работает следующим оба- зом.
Укладывают заготовку из листа (не показана) на приемное гнездо 15 устройства. Датчик наличия детали (не показан)
Устройство для транспортировки заготовок предложенной конструкции обеспечивает транспортировку детали между технологическими машинами и одновременно 30 позволяет ориентировать деталь на любой угол, кратный углу между двумя соседними цевками барабана.
Быстрая переналадка приемного гнезда под другие детали и большая универсальность позволяет расширить технолодает команду на перемещение детали. Вклю-35 гические возможности устройства, ориен- чается пневмоцилиндр 2, шток котороготировать деталь во время транспортировки, перемещает рейку 3, вращая шестерню 4Испытания предлагаемого устройства и барабан 5.показали, что применение его в линиях Барабан 5, вращаясь, наматывает однудля штамповки повысило производитель- ветвь троса, а вторую сматывает, переме-ность и универсальность линии.
требуемый угол поворота детали, ползун 18 с роликами 19 и 20 перемещается на ления и барабан 13 перестает вращаться, фиксируется щариковыми фиксаторами 16. При возврате барабан 13 снова входит
количество отверстий в гибкой ленте, соответствующих углу поворота детали.
При перемещении каретки 9, барабан 13, обкатываясь по гибкой ленте 21, цевками 14 входит в отверстие ленты 21 и поворачивает барабан 13 с приемным гнездом 15.
При достижении барабаном 13 роликов 19 и 20 цевки 14 выходят из зацепребуемый угол поворота детали, ползун 18 с роликами 19 и 20 перемещается на ления и барабан 13 перестает вращаться, фиксируется щариковыми фиксаторами 16. При возврате барабан 13 снова входит
в зацепление с гибкой лентой 21, и, вращаясь обратно, возвращается в исходное положение.
.
Устройство для транспортировки заготовок предложенной конструкции обеспечивает транспортировку детали между технологическими машинами и одновременно 0 позволяет ориентировать деталь на любой угол, кратный углу между двумя соседними цевками барабана.
Быстрая переналадка приемного гнезда под другие детали и большая универ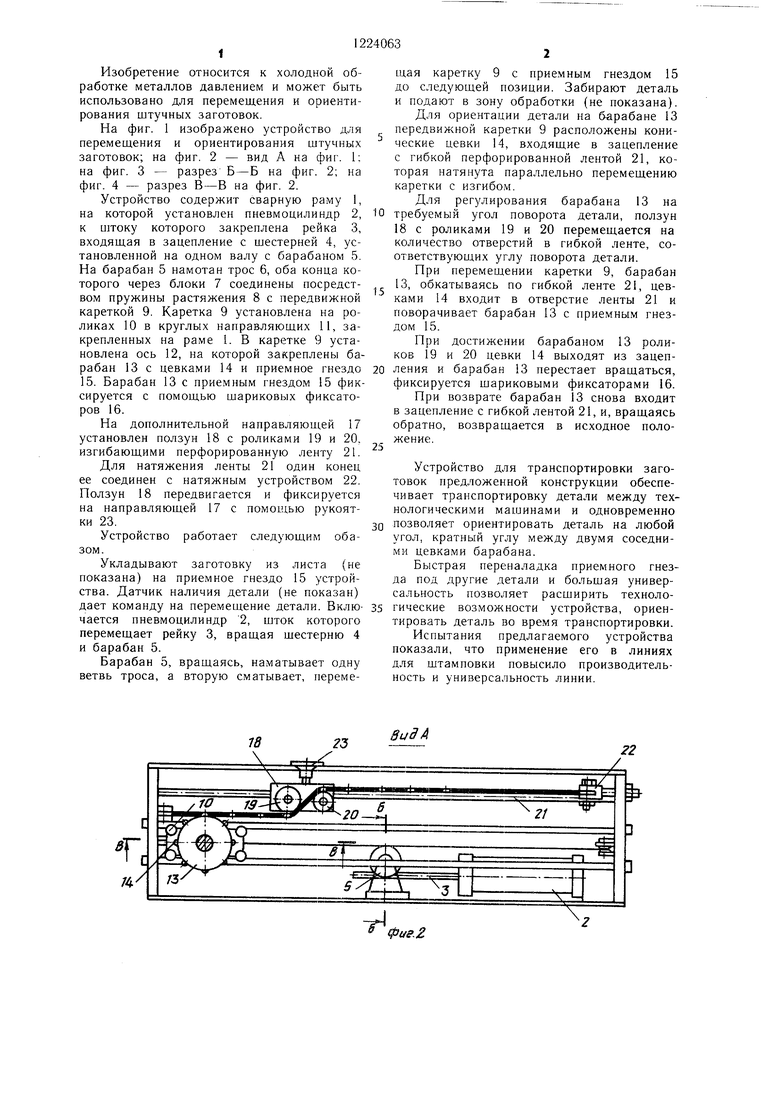
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для перемещения и ориентирования штучных заготовок | 1987 |
|
SU1433588A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Устройство для перемещения и контования штучных заготовок | 1987 |
|
SU1479180A1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Подвесное устройство для перемещения груза | 1989 |
|
SU1691233A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Роторный автомат | 1987 |
|
SU1437190A1 |
ffu
фаг.2
////77/Y//// //
(риг.З
В в
/4
21
73
/
Г2
риг.4
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1984 |
|
SU1184592A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
