Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из листовых заготовок.
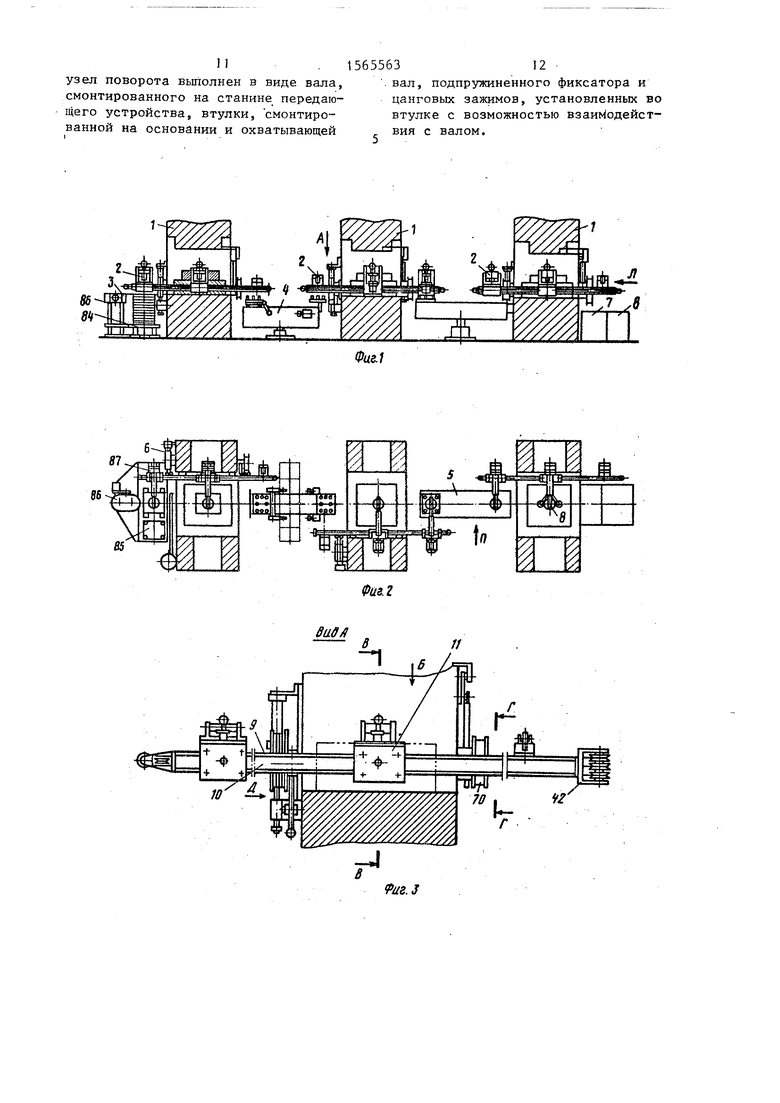
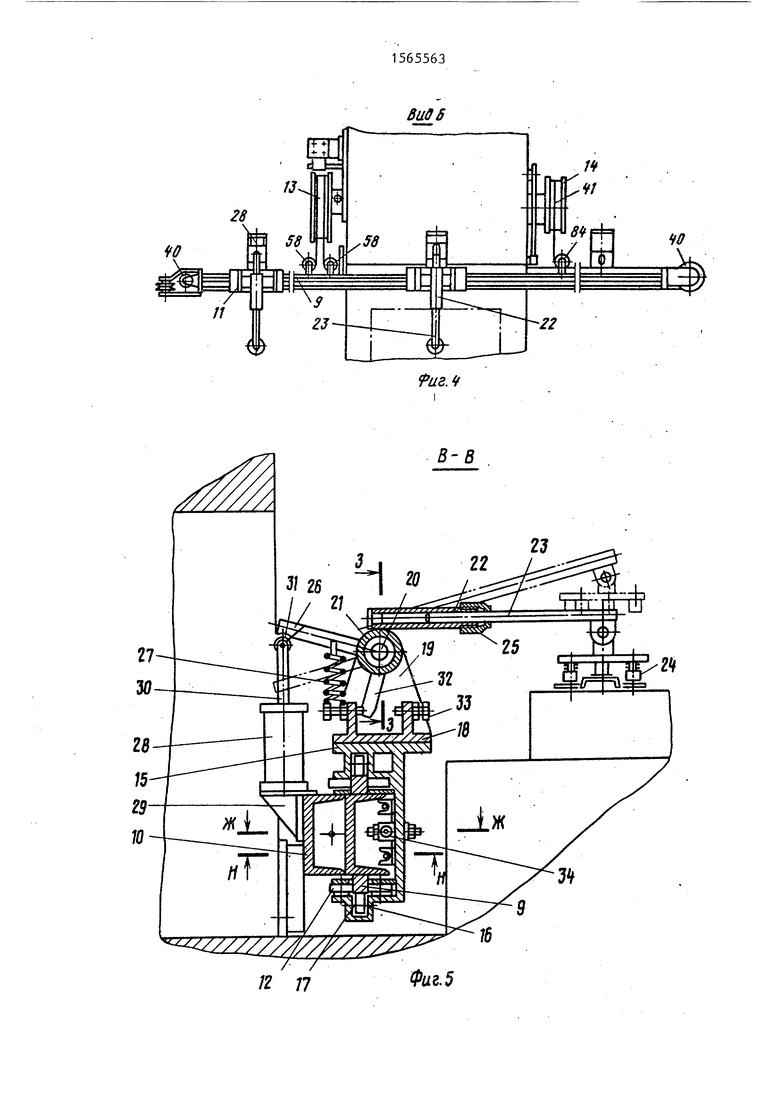
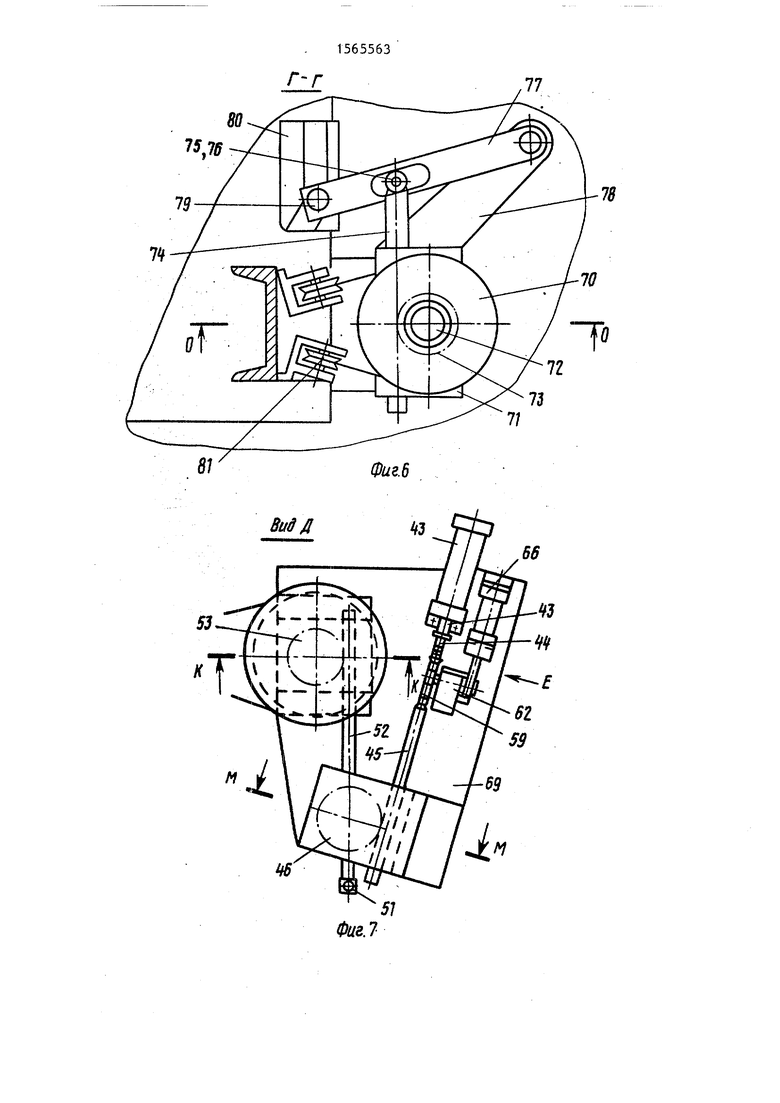
Целью изобретения является повышение надежности работы и расширение технологических возможностей путем штамповки деталей различной конфигурации и габаритов. На фиг.1 изображена автоматическая линия для многопереходной штамповки; на фиг.2 - то же, план; на фиг.З - вид А на фиг. Г, на фиг.4 - вид Б на фиг.З; на фиг. 5 - разрез В-В на фиг.З , на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - вид Д на фиг.З; на фиг. 8 - вид Е на фиг. 7; на фгг.9- разрез Ж-Ж на фиг.5, на фиг.10 - разрез 3-3 на фиг.5; на фиг.11 - разрез И-И на фиг.8; на фиг.12 - рлзрез К-К на фиг.7; на фиг.13 - вид Л на фиг.1) на фиг.14 - разрез М-М на фиг.7; на
фиг. 15 - разрез Н-Н на фиг.5 на фиг.16 - разрез 0-0 на фиг.6; на фиг. 17 - вид П на фиг.2; на фиг.18- вид Р на фиг.17; на фиг.19 - схема автоматической линии; на фиг.20 - разрез С-С на фиг.17.
Автоматическая линия содержит три проходных пресса 1 для глубокой вытяжки, три манипулятора 2, загрузочное устройство 3, передающее устройство 4 с кантователем, передающее .устройство 5, смазочное устройство 6 и тару 7 и 8. Манипулятор представляет собой прямолинейные направляющие 9, установленные на траверсе 10s по которым перемещаются две пода10
ющие каретки 11 на колесах 12. Траверса 10 закреплена на станине пресса 1 возле одной из боковых его стенок. Механизм 13 перемещения кареток установлен на одной из передних стенок пресса 1. На другой стенке закреплен механизм 14 аварийного вывода кареток из зоны штампа.
Каретка 11 состоит из корпуса 15 с опорами 16, осями 17 колес 12. На каретке 11 установлен кронштейн 18, в проушинах 19 которого на оси 20 установлена цапфа 21 с приваренной к ней рукой 22 трубчатой формы. В руку 22 вставлен держатель 23 схва- та 24 и зажат цанговым зажимом 25. Цапфа 21 имеет упор 26 с пружиной 27, Для опускания руки 22 на траверсе 10 манипулятора 2 в конечных поло- жениях установлены пневмоцилиндры 28 на кронштейнах 29. На штоках 30 пневмоцилиндров 28 закреплены ролики 31, опирающиеся на упор 26 при опускании руки 22. Подъем последней происходит за счет пружины 27 растяжения. Для ограничения хода руки 22 в конечных положениях на
20
15655634
диняя трос 37 с кареткой 11. Схваты 24 выполнены магнитными.
На концах направляющих 9 установлены блоки на кронштейнах 42, через которые проходят ветви тросов 37 и 41 механизма 13 перемещения кареток 11 и механизма 14 аварийного вывода кареток 11.
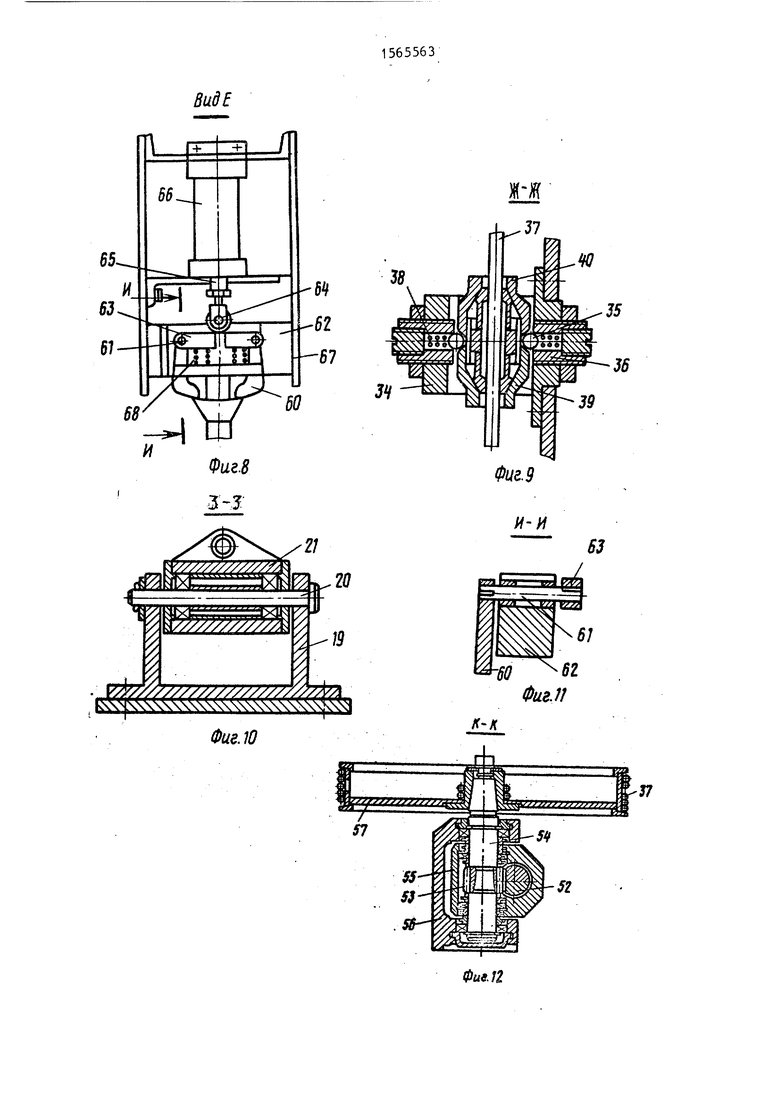
Механизм 14 перемещения кареток 11 состоит из пневмоцилиндра 43, к штоку 44 которого закреплена рейка 45, входящая в зацепление с шестерней 46, установленной на валу 47 |г в подшипниках 48 качения в корпусе 49. На одном из концов вала 47 установлен кривошип 50, соединенный шарнирно осью 51 со второй рей- кой 52, входящей в зацепление с шее- , терней 53, установленной на валу 54. На последнем установлена обойма 55, удерживающая рейку 52 в постоянном зацеплении. Обойма 55 установлена в корпусе 56. На конце вала 54 закреплен тросовый барабан 57, на который намотан трос 37 и концы его закреплены на барабане 57. Трос 37 от барабана 57 через промежуточные блоки 58 проходит на блоки, установленные на направляющих 9, и соединяется посредством шариковых зажимов 35 с каретками 11. Шток 44 пневмоцилиндра 43 имеет хвостовик 59 с конусным выступом и канавкой. Хвостовик 59 с двух сторон охватывает фиксаторы 60, установленные на осях 61 в корпусе 62. На осях 61 установлены двуплечие рычаги 63, входящие в контакт с роликом 64, расположенным на штоке 65 нажимного силового пневмоцилиндра 66, и несущие фиксаторы 60. Рычаги 63 с корпусом 67 замкнуты пружинами 68. Пневмоцилиндр 66 установлен вместе с пневмоцилиндром
25
30
35
40
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для перемещения и контования штучных заготовок | 1987 |
|
SU1479180A1 |
| Устройство для перемещения и ориентирования штучных заготовок | 1987 |
|
SU1433588A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для многопереходной штамповки. Цель изобретения - повышение надежности в работе и расширение технологических возможностей путем штамповки деталей различных габаритов и конфигурации. Линия содержит прессы, манипуляторы и передающие устройства. Каждый из манипуляторов выполнен в виде направляющей, двух подающих кареток, несущих схваты и силового цилиндра. Передающие устройства выполнены в виде станины, смонтированной на основании между прессами. Линия содержит механизмы фиксации кареток и снабжена также механизмами аварийного вывода кареток. Направляющие смонтированы по каждую из сторон оси подачи и расположены в шахматном порядке. На крайней по ходу подачи материала каретке схваты выполнены магнитными и смонтированы на разных уровнях. Станина передающих устройств установлена с возможностью поворота в горизонтальной плоскости при помощи узла поворота. Узел поворота выполнен в виде вала, установленного во втулке, смонтированной на основании. Во втулке смонтированы подпружиненный фиксатор и цанговые зажимы, взаимодействующие с валом. Манипуляторы расположены в шахматном порядке. Это позволяет разворачивать передающие устройства. 3 з.п. ф-лы, 20 ил.
цапфе 21 имеется упор 32, а на крон- 4S 43 и корпусами 49 и 56 реечных за45
штейне 18 установлены регулировочные болты 33. К корпусу 15 каретки 11 закреплен корпус 34 фиксатора, состоящий из двух подпружиненных шариков 35, установленных в резьбовые втулки 36. Через корпус 34 фиксатора проходит трос 37 механизма 13 перемещения. Шарики 35. подпружинены пружинами 38 кареток 11. На тросах 37 установлены цанговые зажимы 39, образующие своими гайками 40 конусную канавку для шариков 35. При нормальном положении кареток 11 шарики 35 удерживают цанговый зажим 39, сое43 и корпусами 49 и 56 реечных за
цеплений на плите 69, которая крепится к боковой стенке пресса 1.
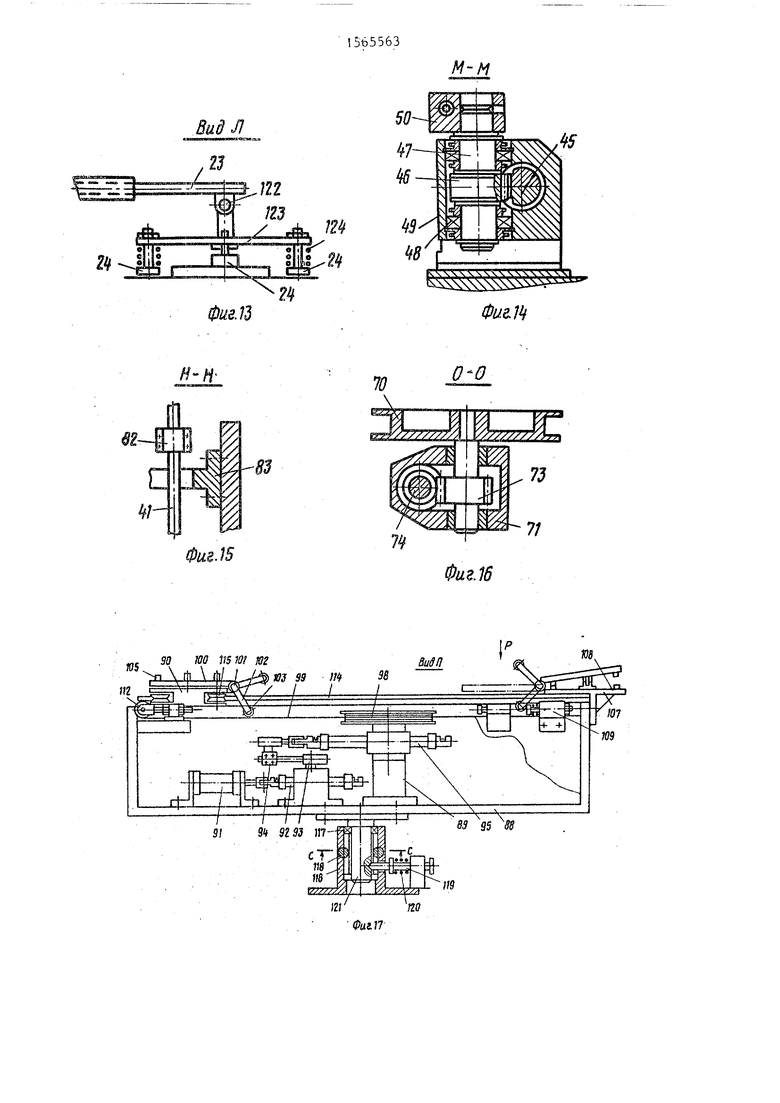
Механизм 14 аварийного вывода кареток 11 из рабочей зоны штампа в случае непредвиденной остановки состоит из тросового барабана 70, установленного в корпусе 71 на одном валу 72 с шестерней 73, входящей в зацепление с рейкой 74, находящейся в корпусе 71. На конце рейки 74 на оси 75 установлен ролик 76, находящийся в пазу рычага 77. Последний одним концом шарнирно закреплен на
5
кронштейне 78 и на втором конце име ролик 79, находящийся в фигурном пазу копирной планки 80, закрепленной к ползуну пресса 1. Трос 41 с барабана 70 через промежуточные блоки 8 проходит на блоки траверсы 10 маниплятора 2 и проходит через корпуса 1 кареток 11. На тросе 41 ЗЕсреплены два зажима 82, а на корпусах 15 каретки 11 - вильчатые упоры 83. При этом ветви троса 37 механизма 13 перемещения кареток 11 расположены горизонтально, а ветви троса 41 аварийного вывода кареток 11 расположены вертикально. Верхняя ветвь входит в контакт посредством зажима 82 с верхним вильчатым упором 83 на одной каретке 11, а нижняя - на другой. Для подъема и переноса заготовок на руках 22 установлены схваты 24: на первой позиции вакуумные, на остальных - магнитные, а на последней руке 22 установлены схваты 24 магнитные для детали и облоя, расположенные на разной высоте.
Загрузочное устройство 3 состоит из двухпозиционной тележки 84 с кассетами 85, механизма 86 подъема заготовок и механизма 87 перемещения тележки. Передающее устройство 4 состоит из сварной станины 88, на которой установлен пневматический привод 89 перемещения подающей каретки 90, содержащий пневмоцилиндр 91, рейку 92, кривошип 93 с ползуном 94, рейка 95, вал 96 с шестерней 97 и тросовым барабаном 98, трос 99. На каретке 90 установлен кантователь, выполненный в виде приемной площадки 100 на оси 101, жестко соединенной с приемной площадкой 100 и с четырьмя рычагами 102 по два с каждой стороны оси 101. На концах рычагов 102 установлены ролики 103. Площадка 100 подпружинена пружинами 104 кручения. На поверхности приемной площадки 100 в станочных пазах установлены ограничители 105 для ориентации заготовки.
На станине 88 в конце хода подающей каретки 90 установлен стационарный стол 106, на котором расположены ограничители 107 и 108 для фиксации заготовки, расположенные в стй ночных пазах. На боковой поверхности стан ины 88 с обеих сторон установлены по два подпружиненных упора 109 с пружиной 110 в корпусах 111. Для
0
5
0
5
5563
0
5
0
5
6
установки троса 99 на торцах сгачины 1 установлены натяжные блоки 112 и датчики 113 положения подающей каретки 90. Последняя установлена «-а направляющих 114 с помощью опорных колес 115.
Устройство 4 установлено во ртул- ке 116 кг подшипниках 117 каления, в рабочем положении зажимается цанговыми зажимами 118 с двух CTOJPOH ь фиксируется лодпружикенным фиксаторов 119 с пружиной 120, который своим зубом входит в паз на валу 121. Ьзл 121 является поворотной колонной. Второе передающее устройство 5 идентично первому, только выполнено без кантователя деталей.
На держателе 23 при помощи оси 122 смонтирована траверса 123, на которой смонтированы магнитные схваты 24„ Крайние схваты 24 установлены с воз можностью перемещения в вертикально направлении и подпружинены пружинами 1 24.
Линия работает следующим образом. В кассеты 85 устройства 3 укладываются заготовки. На прессе 1 устанавливаются штампы, соответствующие данной детали, регулируются схваты 24 на манипуляторах 2 и приемные площадки 100 на передающих устройствах 4 и 5. Манипулятор 2 работает следующим образом. Руки 22 манипулятора опускаются при помощи пневмо- - цилиндров 88 и схватами 24 берут заготовку на первой позиции и деталь со штампа пресса 1 Пневмоцилиндры 28 отключаются и руки 22 под действием пружин 27 подымаются до упоров. Срабатывает датчик положения рук 22 и включает пневмоцилиндр 43 перемещения кареток 11. Шток 44 пневмоцилиндра 43 перемещает рейку 45, которая поворачивает шестерню 46 с кривошипом 50 на 180°. Криво0
5
шип 50 перемещает вторую рейку 52, которая вращает шестерню 53 с тросовым барабаном 57. Одна ветвь троса 37 сматывается с барабана 57, а вторая наматывается и перемещает каретки 11 ка вторую позицию. Ход кареток 11 можно отрегулировать изменением плеча кривошипа 50 или длиной хода пневмоцилиндра 43. Скорость перемещения кареток 11 регулируется пневмодросселями. Перемещение кареток 11 начинается медленно с ускорением и заканчивается медленно с торможением, что достигается изменением положения кривошипа 50, который начинает ход с одной мертвой точки и заканчивает во второй мертвой точке.
После прихода кареток 11 на вторую позицию включаются пневмоцилинд ры 28 и опускают руки 22, укладывая заготовку в штамп, а детали - в передающее устройство 4. Затем отключаются пневмоцилиндры 28 и руки 22 Под действием пружин 27 возвращаются в исходное положение. Включается пневмоцилиндр 43 перемещения кареток 11 в исходное положение. При передвижении штока 44 с хвостовиком 59 он конусным выступом доходит до двух фиксаторов 60, упирается в них
25
35
и останавливается. В это время сраба- 2Q теряется снова. Второе загрузочное тывают прессы 1, происходит штамповка. После возврата ползуна пресса 1 в верхнее положение включается пневмоцилиндр 66, который через ролик 64 Нажимает на рычаги 63 и приподнимает фиксаторы 60, сжимая пружины 68. Шток 44 пневмоцилиндра 43 снова начинает перемещаться, перемещая каретки 11 в исходное положение.
Остальные манипуляторы линии работают аналогично.
После укладки манипулятором 2 заголовки в приемную площадку 100 передающего устройства 4 она укладывается и фиксируется фиксатором. Включается пневмоцилиндр 91. Шток пневмоцилиндра 91 перемещается и перемещает шарнирно соединенную с ним рейку 92 t которая поворачивает шестерню 97 с кривошипом 93 на 180 . На кривошипе 93 установлен ползун 94, с. помощью которого перемещением его по кривошипу регулируется ход подающей каретки 90. Ползун 94 связан шарнирно со второй рейкой 95, которая вращает шестерню 97 с валом 96 и барабаном 98. Последний при вращении одну ветвь троса 99 наматывает, а другую сматывает.
Подающая каретка 90, жестки соединенная с тросом 99, перемещается из одного положения в другое. При перемещении подающей каретки 90 в конце ее хода, рычаги 102 с роликами 103 наезжают на подпружиненные упоры 109. Рычаги 102 останавливаустройство 5 работает аналогично б кантования детали.
Последний манипулятор 2 схватам 24 одновременно берет обрезь и гот вую деталь, и при перемещении каре ки сн ачала сбрасывается облой в та ру 7, а в конечном положении детал в тару 8. После выработки стопы за готовок из одной кассеты 85 тележ- 30 ка 84 перемещается на другую позиц устанавливая на позицию выгрузки п ную кассету 85, а на второй происходит загрузка. Механизм 14 аварий ного вывода кареток 11 работает пр непредвиденной остановке каретки 1 в зоне штампа. Остановка каретки 1 может произойти при обрыве троса 3 несрабатывании электрооборудования манипулятора 2 или непредвиденном срабатывании пресса 1, что ведет к поломке штампа и схватов манипулят ра 2. Если каретка 11 осталась в з не штампа, то при движении ползуна пресса 1 вниз он через планку 80 и ролик 79 перемещает рычаг 77. Посл ний нажимает на рейку 74 и перемещ ет ее, вращая шестерню 73, которая
40
45
50
55
вращает вал 72 с барабаном 70, на который наматываются и сматываются ветви троса 41. Последний зажимами 82 захватывает вильчатые упоры 83 каретки 11 и перемещает ее, выводя из зоны штампа в среднее положение Если механизм 14 перемещения кареток 11 не срабатывает и трос 37 перемещения кареток 11 с цанговыми зажимами 39 остается в корпусе 34 фиксатора, то при аварийном перемещении каретки 11 шарики 35 фикса
ются, а каретка 11 перемещается дальше. Рычаги 102 поворачивают ось 101, на которой жестко закреплена
приемная площадка 100. Последняя поворачивается вместе с осью 101 на 170-180°. Когда один рычаг 102 выходит из зацепления с первым упором 109, второй заходит в зацепление со вторым упором 109. Б конце хода каретки 90 и поворота приемной площадки 100 на 170-180° приемная площадка 100 останавливается против стационарного стола Ю6 куда падает заготовка. Затем пневмоцилиндр 91 переключают на обратный ход, подающая каретка 90 возвращается в исходное 5 положение. Рычаги 102 поворачивают ось 101 и возвращают приемную площадку 100 в исходное положение, которая доворачивается до упоров с помощью пружин 104 кручения. Цикл пов
5
5
Q теряется снова. Второе загрузочное
устройство 5 работает аналогично без кантования детали.
Последний манипулятор 2 схватами 24 одновременно берет обрезь и готовую деталь, и при перемещении каретки сн ачала сбрасывается облой в тару 7, а в конечном положении деталь в тару 8. После выработки стопы заготовок из одной кассеты 85 тележ- 0 ка 84 перемещается на другую позицию, устанавливая на позицию выгрузки полную кассету 85, а на второй проис ходит загрузка. Механизм 14 аварийного вывода кареток 11 работает при непредвиденной остановке каретки 11 в зоне штампа. Остановка каретки 11 может произойти при обрыве троса 37, несрабатывании электрооборудования манипулятора 2 или непредвиденном срабатывании пресса 1, что ведет к поломке штампа и схватов манипулятора 2. Если каретка 11 осталась в зоне штампа, то при движении ползуна пресса 1 вниз он через планку 80 и ролик 79 перемещает рычаг 77. Последний нажимает на рейку 74 и перемещает ее, вращая шестерню 73, которая
0
45
вращает вал 72 с барабаном 70, на который наматываются и сматываются ветви троса 41. Последний зажимами 82 захватывает вильчатые упоры 83 каретки 11 и перемещает ее, выводя из зоны штампа в среднее положение. Если механизм 14 перемещения кареток 11 не срабатывает и трос 37 перемещения кареток 11 с цанговыми зажимами 39 остается в корпусе 34 фиксатора, то при аварийном перемещении каретки 11 шарики 35 фиксаторов утопают и цанговые зажимы 39 остаются на тросе 37, а каретка 11 с фиксатором 34 уходит в среднее положение.
Таким образом, механизм аварийного вывода кареток 11 из зоны штампа, кинематически связанный с ходом ползуна пресса 1, предохраняет руки 22 манипулятора 2 от поломок пуансоном пресса 1. После устранения причины остановки каретки 11 включают механизм 14 перемещения кареток 11, трос 37 с цанговым зажимом 39, перемещаясь, захватывает фиксатор 34 каретки 11 и перемещает ее в конечное положение до упора и захода цангового зажима 39 в фиксатор 34. При переналадке линии на другую деталь передающие устройства 4 и 5 разворачивают перпендикулярно линии, освобождая доступ к прессам 1- при смене штампов. Расположение манипуляторов 2 в шахматном порядке позволяет разворачивать передающие устройства 4 и 5. Если манипуляторы 2 расположить в одну линию, то, так как их направляющие находятся на одном уровне с передающими устройствами 4 и 5, поворот их не возможен и соответственно затруднен подход к прессам 1 при смене штампов.
Формула изобретения
10
565563 О
жена механизмами фиксации подак 1цих кареток, каждый из которых смонтирован на одном из прессов с возможностью взаимодействия со штоком силового цилиндра, механизмами аварийного вывода подающих кареток, каждый из которых смонтирован на одном из прессов и связан с его подвижной частью и с подающими каретками манипулятора, закрепленного на этом прессе, узлами поворота передающих устройств в горизонтальной плоскости, и кантователями, каждый из которых смонтирован на одном из передающих устройств с возможностью поворота в вертикальной плоскости, причем на крайней по ходу подачи материала подающей каретке схваты выполнены магнитными и смонтированы на разных уровнях, направляющие смонтированы по каждую из сторон оси подачи и расположены в шахматнгм порядке.
20
25
35
ми двуплечих рычагов,
механизм аварийного вывода выполнен в виде блоков, смонтированных на концах направляющей, барабана, установленного на прессе, троса, перекинутого через блоки и намотанного на
барабан, копирной планки, расположенной на подвижной части пресса, шестерни, закрепленной на барабане, рычага, шарнирно закрепленного одним концом с возможностью взаимодействия
ДРУГИМ концом с копирной планкой, зубчатой рейки, шарнирно связанной с рычагом и установленной с возможностью взаимодействия с шестерней, вильчатых упоров, смонтированных в
подающих каретках, и зажимов, закрепленных на тросе с возможностью взаимодействия с вильчатыми упорами.
П156556312
узел поворота выполнен в виде вала, вал, подпружиненного фиксатора и смонтированного на станине передаю- цанговых зажимов, установленных во щего устройства, втулки, смонтиро- втулке с возможностью взаиМодейст- ванной на основании и охватывающей . вия с валом.
87
85
ВаОД
П 77
Pua.t
B-B
Фиг. 5
г-г
75
79
К
W
Фиг. 7
у-у
И Ыф 29 099ЈЈ95 951
01 -гг)ф
щз$
///////У////////////
61
09
/Т х
Вид Л
J22
Ш /
ш
ЧЁГс
фиг.13
W
Н-НФиг.15
т
Ю5 за юо 115 т
fh. г у
;-
ИГ КО
ФилП
М
Фиг.Щ
70 Л
ОлО
ж
71
Фиг.16
О. та
g
00
о
ел
Ползун пресса
Составитель И.Ментягова Редактор И.Горная Техред л.Олийнык Корректор В.Кабаций
Заказ 1183
Тираж 610
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 20
Подписное
| Линия штамповки деталей из листового материала | 1981 |
|
SU1005993A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
