Изобретение относится к технологическому оборудованию для химического и гальванического осаждения металлов, в частности к автоматическим линиям для осаждения металлов на платы микросборок.
Цель изобретения - повышение качества обработки.
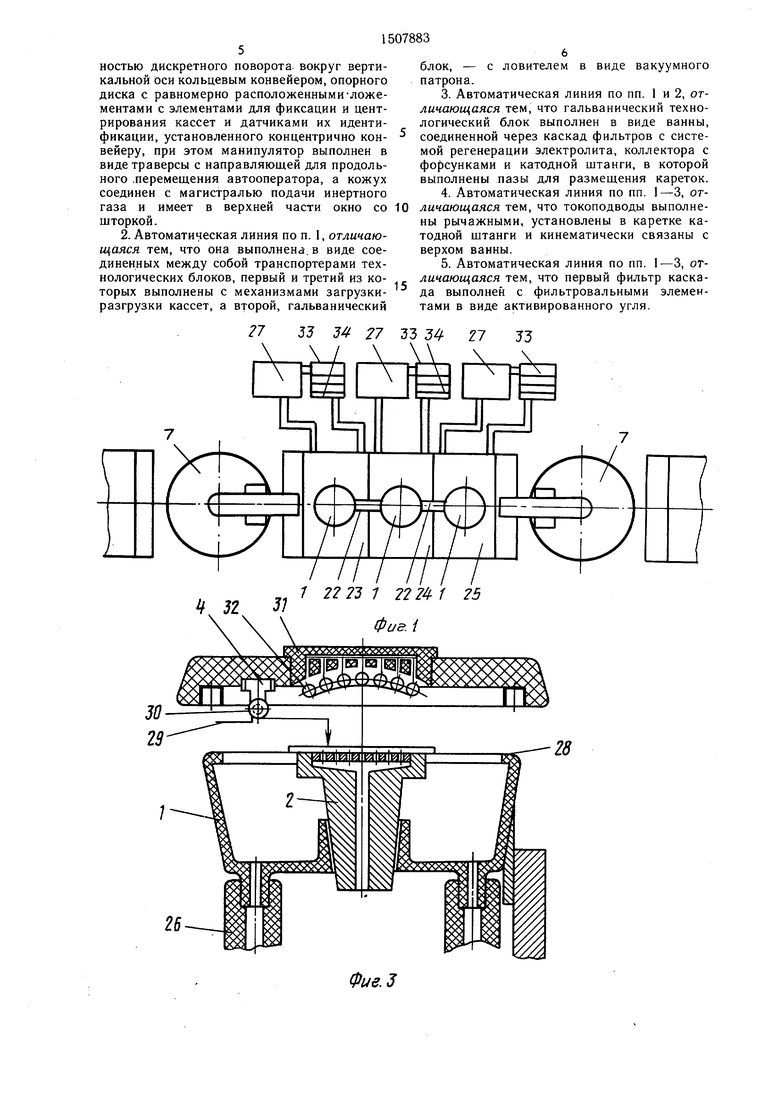
На фиг. 1 изображена автоматическая линия для метализации подложек, вид сверху; на фиг. 2 - накопитель с манипулятором; на фиг. 3 - гальванический технологический блок; на фиг. 4 - узел I на фиг. 2.
Автоматическая линия для металлизации плоских деталей содержит ряд ванн 1 с ловителями 2, расположенных по ходу технологического процесса, автооператоры 3, катодные штанги 4, кассеты 5 и загрузочно- разгрузочные механизмы 6, включающие накопители 7, содержащие кольцевой конвейер 8, установленный на связанном с мотор-редуктором 9 через пару зубчатых колес 10 и 11 на вертикальном валу 12, концент- рично которому расположены опорный диск с равномерно распределенными ложементами 13, имеющими штифты 14 для фиксации и центрирования кассет и ряд датчиков 15 для их идентификации и опорная поворотная стойка 16 манипулятора, несущая траверсу 17 с направляющими 18 продольного перемещения автооператора 3. Кольцевой конвейер 8 помещен в герметичный цилиндрический кожух 19, внутренний объем которого соединен с магистралью подачи инертного газа, а на верхней крышке которого имеется окно 20, содержащее щторки 21. Ванна 1 входит в состав каждого из трех, связанных между собой промежуточными транспортерами 22 технологических блока, первый из которых является блоком активации 23, второй - гальваническим блоком 24 и третий блоком отмывки и сушки 25, при этом первый 23 и последний 25 блоки снабжены механизмами 6 загрузки-разгрузки кассет- 5. Гальванический технологический блок 24 содержит ловитель 2 в виде вакуумного патрона, концентрично которому расположена ванна 1, слив 26 которой соединен с системой рециркуляции электролита 27, а верхний обод 28 кинематически связан с рычажными токоподводами 29, установленными в каретки 30, помещенные в пазы катодной штанги 4, расположенной по сторонам коллектора 31, состоящего из связанных с системой рециркуляции 27 форсунок 32.
Слив 26 .каждой ванны 1 соединен с автономной системой рециркуляции электролита 27 через каскад фильтров 33, из которых первьш 34 содержит в фильтровальных элементах активированный- уголь 35.
Линия работает следующим образом.
Вращение на кольцевой конвейер 8 с ложементами 13, в которых установлены кассеты 5, передается через вал 12 и пару зубчатых колес 10 и 11 от мотор-редуктора 9.
Адрес необходимой кассеты определяется датчиками 15, которые подают сигнал на отключение привода кольцевого конвейера 7, после чего необходимая кассета устанавливается под окном выгрузки 20. Автоопе- ратор 3, находящийся в своем исходном положении над окном 20, перемещаясь вертикально вниз, открывает шторки 21, захватывает пневматическими схватами кассету 5, извлекает ее из накопителя и, пере) меш,аясь по направляющей 18 вдоль траверсы 17, которая устанавливается в нужном положении, вращаясь относительно оси опорной поворотной стойки 16, устанавливает кассету 5 на механизм загрузки-разгрузки 6 последующего модуля. Механизм загрузки- разгрузки 6 подает из кассеты 5 подложку на ловитель 2, где она фиксируется путем создания под ней зоры разрежения. При подъеме ванны 1 обод 28 взаимодействует с рычажными токоподводами 29, прижимая их
0 к поверхности подложки, тем самым обеспечивая токоподвод. Электролит с системы рециркуляции 27 поступает на коллектор 31, где распределяется по форсункам 32. Затем, поступая в ванну 1, электролит стекает через слив 26 и подается через каскад
фильтров 33, первый из которых 34 содержит активированный уголь 35, в систему рециркуляции 27.
После обработки подложка подается промежуточными транспортерами 22 в зону меQ ханизма загрузки-разгрузки 6, где устанавливается в кассету 5. После полной загруз- , ки кассеты 5, она захватывается автооператором 3, который подает и устанавливает ее между центрирующими и фиксирующими щтифтами 14 свободного ложемен5 та 13 кольцевого конвейера 8 накопителя 7, при этом кассета 5 идентифицируется датчиками 15 и заносится в память системы управления. В зону хранения кассет 5 в накопителе 7, ограниченную герметичным цилиндрическим кожухом 19 подается инерт0 ный газ, предохраняющий поверхность подложек от воздействия окружающей среды.
Такое конструктивное выполнение автоматической линии позволяет повысить компоновочную гибкость линии, а также улучщить 5 качество обрабатываемых изделий.
Формула изобретения
1. Автоматическая линия для металли- зации плоских деталей, преимущественно плат микросборок, содержащая ряд ванн с ловителями, расположенных по ходу технологического процесса, автооператоры, подвески, катодные щтанги, кассеты, загрузочно- разгрузочные манипуляторы, токоподводы и 5 накопители, отличающаяся тем, что, с целью повышения качества обработки, накопители выполнены в виде герметичного цилиндрического кожуха, размещенного в нем манипулятора с закрепленным на нем с возможностью дискретного поворота, вокруг вертикальной 1эси кольцевым конвейером, опорного диска с равномерно расположенными-ложементами с элементами для фиксации и центрирования кассет и датчиками их идентификации, установленного концентрично кон- вейеру, при этом манипулятор выполнен в виде траверсы с направляющей для продольного .перемещения автооператора, а кожух соединен с магистралью подачи инертного газа и имеет в верхней части окно со щторкой.
2. Автоматическая линия по п. 1, отличающаяся тем, что она выполнена, в виде соединенных между собой транспортерами технологических блоков, первый и третий из ко- торых выполнены с механизмами загрузки- разгрузки кассет, а второй, гальванический
блок, - с ловителем в виде вакуумного патрона.
3.Автоматическая линия по пп. 1 и 2, отличающаяся тем, что гальванический технологический блок выполнен в виде ванны, соединенной через каскад фильтров с системой регенерации электролита, коллектора с форсунками и катодной щтанги, в которой выполнены пазы для размещения кареток.
4.Автоматическая линия по пп. 1-3, отличающаяся тем, что токоподводы выполнены рычажными, установлены в каретке катодной штанги и кинематически связаны с верхом ваины.
5.Автоматическая линия по пп. 1-3, от- личающаяся тем, что первый фильтр каскада выполнен с фильтровальными элементами в виде активированного угля.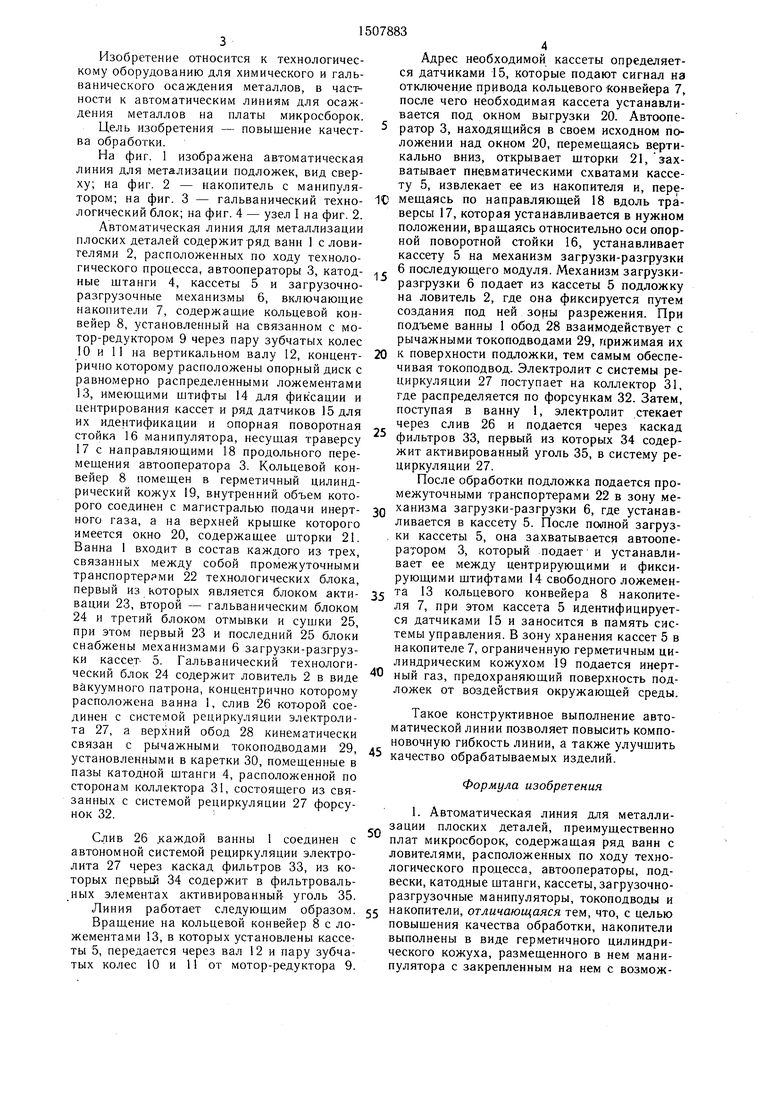
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| Автоматическая линия для электрохимической обработки плоских изделий | 1987 |
|
SU1497295A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматизированная линия для закалки деталей переменного сечения | 1984 |
|
SU1217893A1 |
| Автоматическая линия для химической и электрохимической обработки печатных плат | 1982 |
|
SU1052570A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
Изобретение относится к оборудованию для нанесения покрытий , в частности, к автоматическим линиям для осаждения металлов на платы микросборок. Цель изобретения - повышение качества обработки. Автоматическая линия для металлизации плоских деталей, например подложек, содержит ряд ванн с опороловителями, автооператоры 3, катодные штанги, кассеты 5 и механизмы загрузки-разгрузки 6, включая накопители. Накопители выполнены в виде кольцевого конвейера 8, установленного на валу 12 и связанного с мотор-редуктором 9 через шестерни 10 и 11. Концентрично валу 12 расположен опорный диск с ложементами, имеющими штифты для фиксации кассет с обрабатываемыми изделиями. Адрес необходимой кассеты 5 определяется датчиками, которые отключают привод кольцевого конвейера, после чего необходимая кассета устанавливается под окном выгрузки 20. Автооператор 3, перемещаясь вертикально вниз, открывает шторки 21, захватывает пневматическими схватами кассету 5, устанавливает ее на механизм загрузки-разгрузки 6 последующего модуля, который подает из кассеты 5 подложку в ловитель, где она фиксируется путем создания под ней зоны разрежения. При подъеме ванны 1 ее обод взаимодействует с рычажными токоподводами, обеспечивая токоподвод. Электролит из системы рециркуляции поступает в коллектор, где распределяется по форсункам, после чего через слив и каскад фильтров поступает в систему рециркуляции. После обработки подложка промежуточными транспортерами подается в зону механизма загрузки-разгрузки 6, где устанавливается в кассету 5. После полной загрузки кассеты автооператор 3 устанавливает ее в накопитель, при этом кассета 5 идентифицируется датчиками и заносится в память системы управления. В зону хранения кассет 5 в накопителе под кожух 19 подается инертный газ, предохраняющий обработанную поверхность от воздействия окружающей среды. 4 з.п. ф-лы, 4 ил.
Ч. зг
I II I II I I
1 1 22 2 1 25 Фив. {
Фив.З
.Ш
фигЛ
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
