ларетке 2 установлена гайка 15, кине- натически связанная с гайкой 14. С гайкой 15 взаимодействует винт 17, / стаиовленный в каретке 2 и соединен- шй с кареткой 4. В каретке 2 смонтированы механизм 18 сцепления каретки р гайкой 15 и механизм 19 сцепления |каретки со станиной 1 , Наличие механизмов 18 и 19 сцепления, установка гаек 14 и 15 ходовых винтов перемеще1409670
ния кареток 2 и 4 в каретке 2 продольного хода позволяет управлять перемещением кареток без разрыва кинематической связи ходовых винтов 13, 17 с приводом, что упрощает систему программного управления перемещением нагревательного контура и повьшает точность перемещения контура относительно нагреваемой поверхности дета - ли. 2 3.п. ф-лы, 7 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Манипулятор для контактной точечной сварки | 1982 |
|
SU1055610A1 |
| Станок для термообработки цилиндрических изделий | 1990 |
|
SU1835431A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| Установка для выращивания монокристаллов тугоплавких окислов из расплава | 1985 |
|
SU1397555A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ НАПРАВЛЯЮЩИХ С НАГРЕВОМ ТВЧ | 1973 |
|
SU372282A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство для радиального перемещения вращающегося инструмента | 1980 |
|
SU931313A1 |
| Станок для закалки деталей | 1983 |
|
SU1133303A1 |


1
Изобретение относится к термичес- 1СОЙ обработке и может быть использо- лано в различных отраслях магаиностро- ения для термообработки поверхностей изделий после индукционного нагрева или оплавления покрытий, нанесенных на изделия газотермическим напылением
Цель изобретения - упрощение конст рукции и повышение качества изделий.
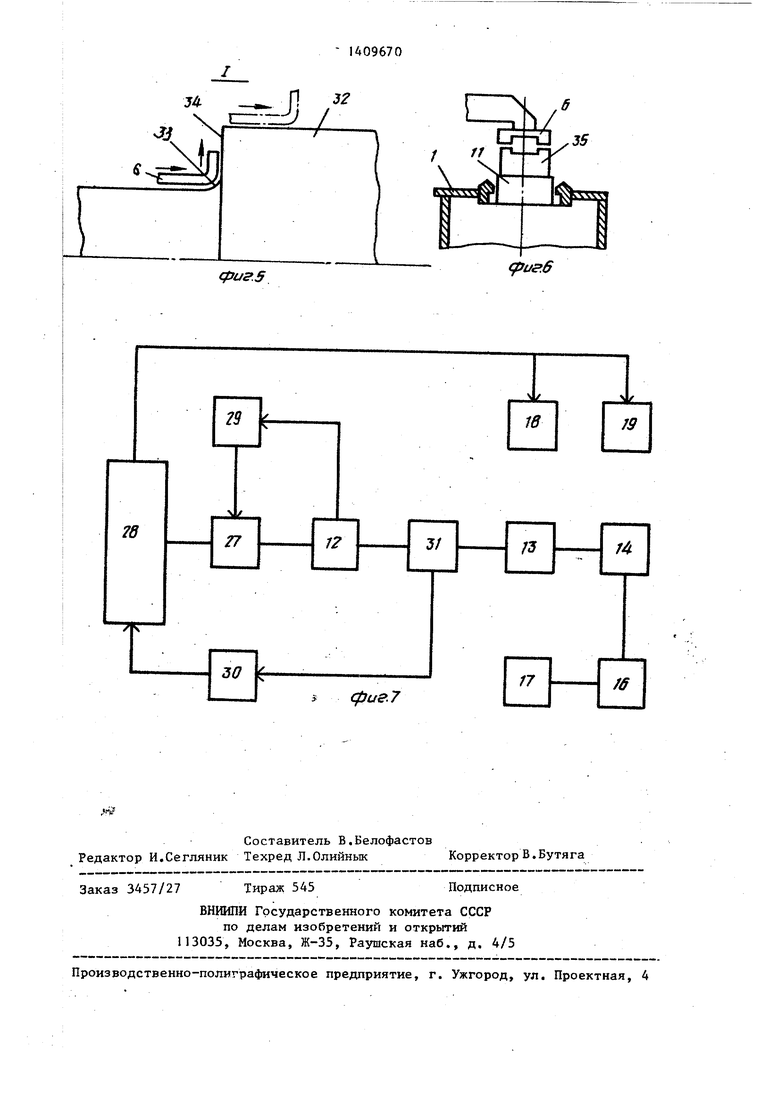
На фиг.1 представлен общий вид установки для индукционного нагрева, вид спереди (показан нагрев детали v типа тела )} на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б- на фиг,1; на фиг.4 разрез В-В а фиг.З; на фиг,5 - узел I на фиг.1; а фиг.6 - схема нагрева плоской де- |гали; на фиг.7 - структурная схема связей исполнительных механизмов |с системой программного управления.
Установка для индукционного нагре- Эа (фиг.1 и 2) содержит станину 1, каретку 2 продольного хода, установ- |пенную в направляющих 3 станины 1, каретку 4 поперечного хода, установ- тенную в направляющих роликах 5 каретки 2, и смонтированньш на каретке 4 нагревательный контур 6. Для вращения деталей типа тел вращения предусмотрены передняя приводная бабка 7 и задняя бабка 8 с центром 9 и цилиндром его поджима 10, Для крепления прочих деталей предусмотрены зле- Иенты 11 для крепления детали на станине 1, На станине 1 смонтирован привод 12 с регулируемой-скоростью вра- ;цения. С приводом 12 соединен ходовой ЕВИНТ 13 (фиг.4), взаимодействующий с гайкой 14, установленной в каретке
2 с возможностью вращения. В каретке 2 установлена с возможностью вращения также ходовая гайка 15, которая кинематически связана с гайкой 14 систеой зубчатой передачи 16. С гайкой 15 взаимодействует винт 17, установленный в каретке 2 с возможностью осевого перемещения и ограниченный от поворота. Винт 17 соединен с кареткой 4. В каретке 2 смонтированы механизм 18 сцепления гайки 15 с кареткой и механизм 19 сцепления каретки 2 со станиной 1. Механизм 18 выполнен в виде выдвижного штока 20, установленного с возможностью взаимодействия с зубьями звездочки .21, насаженной на гайку 15 с возможностью поворота на гайке 15. Угол поворота звездочки 21 на гайке 15 фиксируется.
бесстзшенчатым зажимом 22 (например, ручным тангенциальным зажимом). Механизм 19 (фиг.З) выполнен в виде зубчатой рейки 23, закрепленной на станине 1 параллельно направлению хода каретки 2 и шестерни 24, находящейся в зацеплении с рейкой 23 и установ.- ленной в каретке 2 с возмо:жностью вращения. Угол поворота шестерни 24 в каретке 2 фиксируется бесступенчатым зажимом 25, который связан с вьщвижным штоком 26. Привод 12 через гиристорньш преобразователь 27 связан с системой 28 автоматического программного управления, датчиком 29
эбратной связи по скорости (тахоге- нератором) и датчиком 30 обратной связи по пути. Датчик 30 связан с редуктором 31, который соединен с приводом 12 и ходовым винтом 13. С
31409670
28 управления связаны также 18 и 19 сцепления.
вка работает следующим об
в н ш з ш в к л н м м
Обрабатываемое изделие, например, деталь 32 типа тела вращения с переменным диаметром, устанавливают в патроне передней бабки 8 и поджимном центре 9 задней бабки. iljJH сцепленном механизме 18 и расцепленном механизме 19 включают привод 12 и посредством вращения ходового винта 13 при заторможенной от вращения гайке 14 каретка 2 перемещается вдоль детали 32 в исходную позицию, например, в зону передней бабки 8. Заданная исходная позиция фиксируется как нулевая координата при программировании перемещения индуктора 6 вдоль детали 32. Затем сцепляют механизм 19, т.е. зажимают шестерню 24 в каретке 2, отжимают зажим 22 и, оставляя сцеп- . ленным шток 20 со звездочкой 21,включают привод 12, Поскольку каретка 2 сцеплена со станиной 1, то при вращении ходового винта 13 гайка 14 вращается вместе .с ним и вращает гайку 15. Звездочка 21 остается при этом неподвижной. При вращении гайки 15 происходит осевое перемещение винта 17 и связанной с ним каретки 4. Каретка 4 перемещается в заданную исходную позицию, которая фиксируется как нулевая координата при программировании перемещений нагревательного .контура 6 поперек детали 32. На этой нулевой координате зажимом 22 звездочку зажимают нА гайке 15. Исходя из выбранных нулевых координат и конфигурации детали 32, задается программа продольного и поперечного перемещений нагревательного контура 6 относительно поверхности детали 32. Включается привод вращения детали 32 и автоматизированяое,перемещение контура 6 вдоль и поперек детали 32. Программа перемещения контура 6 включает также сцепление и расцепление механизмов 18 и 19. Сначала расцепляется механизм 18, т.е. шток 20 выводится из впадины зубьев звездочки 21. Включается привод 12. При этом, вращаются винт 13, гайки 14 и 15 и звездочки 21. Каретка 4 перемещается по- перек детали 32 на заданное расстояние. При достижении кареткой 4 заданной координаты привод 12 отключается.
5
0
0
5 Q
5
5
0
5
Эта координата обеспечивает - .,-нную. величину технологического зазора мек- ду индуктором и нагреваемой поверхностью детали 32. Данная координата фиксируется механизмом 18, .т.е. шток 20 вводится во впадину зубьев звездочки 21с Дискретность фиксации штоком 20 углового перемещения звездочки 21 с гайкой 15 практически не влияет на величину технологического зазора между контуром 6 и поверх- г; ; костью детали 32 (0,5-2 мм). При количестве зубьев в звездочке, равном 100, и шаге ходовой резьбы, равном 10 мм, неточность поперечной координаты индуктора равна О,1 мм, что меньше допуска на технологический зазор между контуром и нагреваемой поверхностью. После нагрева поверхности на данных координатах расцепляют механизм 19, оставляя сцепленным механизм 18, и включают привод 12. При этом, вращается винт 13, а гайка 14 будучи заторможена от вращения в ; корпусе механизмом 18, перемещает ка- ретку 2 вдоль детали. После перемещения каретки 2 на заданное расстояние привод 12 отключается и производится нагрев следующего участка поверхности детали 32. При необходимости на- . грева иных, не горизонтальных участков детали .32, например галтели 33 или участка 34 (фиг.5), каретка 2 автоматически останавливается в заданной координате, обеспечивающей необходимьш технологический зазор между контуром 6 и поверхностями, после чего механизм 19 сцепляют. Поскольку шток Z6 обеспечивает бесступенчатый зажш шестерни 24 в корпусе, то неточность фиксации механизмом 19 продольной координаты контура 6 равна зазору в зацеплении щестерни 24 с рейкой 23, величина которого меньше допуска на технологический зазор между индуктором и нагреваемой поверхностью. Для нагрева поверхности 29 расцепляют механизм 18, включают привод 12 и перемещают контур 6 в- поперечном направлении на заданную координату. Таким образом, посредством включений по заданной программе привода 12 и механизмов 18 и 19 производятся продольные и поперечные перемещения контура 6 вдоль нагреваемых поверхностей детали 32 и нагрев этих поверхностей. После окончания программы нагрева контур 6 автоматически возвращается . на исходные нуле- :рые координаты.
I При нагреве цилиндрической детали одного диаметра автоматизированное леремещение каретки 2 вдоль детали лроиэвод ят при постоянно сцепленном ||(еханизме 18, и расцепленном механиз- ijie 19.
Для нагрева деталей 35 с плоской юверхностью устанавливают контур 6 фиг.6) а деталь 35 устанавливают на элементы 11. Перемещение индукто- 6 по отношению к детали 35 произ- иодят описанным способом.
В процессе перемещений индуктора датчик 29 обеспечивает поддержание постоянной частоты вращения, задава- системой управления 28 и необходимой для совершения технологического процесса. Датчик 30 приводится и движение от редуктора 31 и обеспечивает отсчет системой управления 28 положения нагревательного контура по двум координатам поочередно с высокой точностью.
Формула изобретения
12
срие..1
поперечного хода с нагревательным контуром, ходовые винты с гайками для перемещения кареток, смонтиро- ванными в каретке продольного хода, и привод вращения винтов, связанный с системой автоматического программного управления, отличающаяся тем, что, с целью упрощения конструкции и повышения качества изделий, установка снабжена .механизмами сцепления каретки продольного хода со станиной и с одной из гаек, при этом гайки установлены с возможностью вращения и кинематически связаны между собой зубчатой передачей.
2,Установка по п.1, отличающая с я тем, что механизм сцепления каретки продольного хода со .
станиной выполнен в виде зубчатой рейки, закрепленной на станине вдоль нее, зацепляющейся с рейкой шестерни, установленной в каретке с возможностью вращения и бесступенчатого зажима шестерни в каретке.
Г
I-1
3
II
- -УУУ 1е%ХУ9ьЛЛЛЛл
рирЛ
73 2й 7S
п
-Ji
ф1/г.5
2В
78
27
12
30
сриг.6
1в
J9
J/
/5
/4
фиг.7
17
/6
| ДЕШИФРАТОР ПОРОГОВЫХ КОДОВ | 0 |
|
SU398945A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кучер A.M | |||
| Немые кинематические схемы металлорежущих станков, Маш- гиз, 1977, с.37, рис.27 | |||
| -Ы | |||
| .В | |||
| , | |||
| , ff 4г(54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА .(57) Изобретение относится к области термической обработки и может быть использовано для термообработки поверхностей изделий после индукционного нагрева или оплавления покрытий, нанесенных на детали газотермическим напылением | |||
| Целью изобретения является упрощение конструкции и повышение качества изделий | |||
| Для установки деталей на станине смонтированы передняя и задняя бабки и привод вращения | |||
| Насос | 1917 |
|
SU13A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
