Изобретение относится к обработке металлов давлением, в частности к штампам совмещенного действия для обработки листового материала.
Целью изобретения является уменьшение усилия штамповки.
На фиг. 1 изображен штамп совме- ш,енного действия, разрез; на фиг., 2 - сечение А-А на фиг. 1.
Штамп совмешенного действия для обработки листового материала содержит подвижную и неподвижную части, связанные между собой направляющими элементами.
В неподвижной части установлены пуансон-матрица 1 и подпружиненный съемник 2.
В подвижной части смонтирована матрица 3, пуансонодержатель 4, в котором закреплены пуансоны 5. Пуансонодержатель 4 жестко соединен с прокладкой 6, а пуансоны установлены в направляющих отверстиях втулки 7, смонтированной с возможностью возвратно-поступательного перемещения относительно пуансонов 5. Матрица 3 установлена на подпружиненных винтах 8 с возможностью перемещения относительно пуансонов 5.
Узел плавающего хвостовика включает в себя собственно хвостовик 9, вкладыш 10, обойму 11 и опорную плиту 12.
Головки винтов 8 установлены с возможностью взаимодействия с опорной плитой 12 плавающего хвостовика. Толкатель 13 смонтирован в штампе между прокладкой 6 и опорной плитой 12 плавающего хвостовика. На обойме 11 установлена кoнтpI aй- ка 14. Стержни 15 смонтированы с возможностью взаимодействия с обоймой 11 и прокладкой 6. НапраЕ«1яющие элементы штампа выполнены в виде направляющих колонок 16 и направляющих втулок 17. В съемнике 2 выполнен продольный паз 18. Обрабатываемый материал обозначен позицией 19, а отход - позицией 20.
Штамп работает следующим образом.
Обрабатываемый материал 19 укладывается в продольны паз 18 съемника 2.
Рабочее давление от ползуна пресса передается через элементы узла плавающего хвостовика, винты 8 и матрицу 3 на обрабатываемый материал 19. В момент контакта нижнего торца матрицы 3 с верхним торцом съемника 2 обрабатываемый материал 19 прижимается к зеркалу пуансон-матрицы 1.
При дальнейшем опускании подвижной части штампа происходит уменьшение зазоров между опорной плитой 12 плавающего хвостовика и толкателем 13 и между верхней поверхностью обрабатываемого материала и зеркалом матрицы 3.
Дальнейшее опускание матрицы 3 приводит к вырубке д етали. После того, как опорная плита 12 достигнет толкателя 13, последний передает усилие через прокладку 6 и пуансоны 5 на обрабатываемый материал 19. Происходит пробивка соответстсвующих отверстий.
Зазор h между пуансонодержателем 4 и втулкой 7 устанавливается следующим образом:
10
,+S-H/l2 + /l3-f/l4 + /l5,
где ,6S - зазор между опорной плитой
12 и толкателем 13; ,IS - заглубление пуансонов 5 во
втулке 7; 5 ,2S- погружение пуансон-матрицы
1 в марицу 3; ,2S - погружение пуансонов 5 в
пуансон-матрицу 1; /zr 2-3мм--запас длины пуансонов 5 на
переточку;
0 S - толщина обрабатываемого материала 19.
После этого эль, .енты щтампа движутся в обратной последовательности в противо- положном направлении.
Готовая деталь выталкивается из полости матрицы 3 и удаляется из рабочей зоны штампа. Отход при помощи подпружиненного съемника 2 снимается с пуансон- матрицы 1. 0 Далее цикл повторяется.
Предложенный штамп позволит уменьшить усилие штамповки.
Формула изобретения
5 Штамп совмещенного действия, содер- дащий связанные между собой направляющими элементами подвижную и неподвижную части, в первой из которых установлены матрица, закрепленные в пуансоно- держателе пуансоны, втулка с направляю0 щими отверстиями под пуансоны, смонтированная с возможностью перемещения относительно пуансонов, прокладка, жестко соединенная с пуансонодержателем, и плавающий хвостовик, а во второй - подпружи- с ненный съемник и пуансон-матрица, отличающийся тем, что, с целью уменьшения усилия штамповки, он снабжен толкателем, расположенным между прокладкой и хвостовиком с возможностью периодического взаимодействия с последним и подпружиненными
0 винтами, одноименные концы которых соединены с матрицей, а противоположные концы винтов установлены с возможностью взаимодействия с хвостовиком, при этом матрица установлена с возможностью перемещения относительно пуансонов.
18
Фи&.г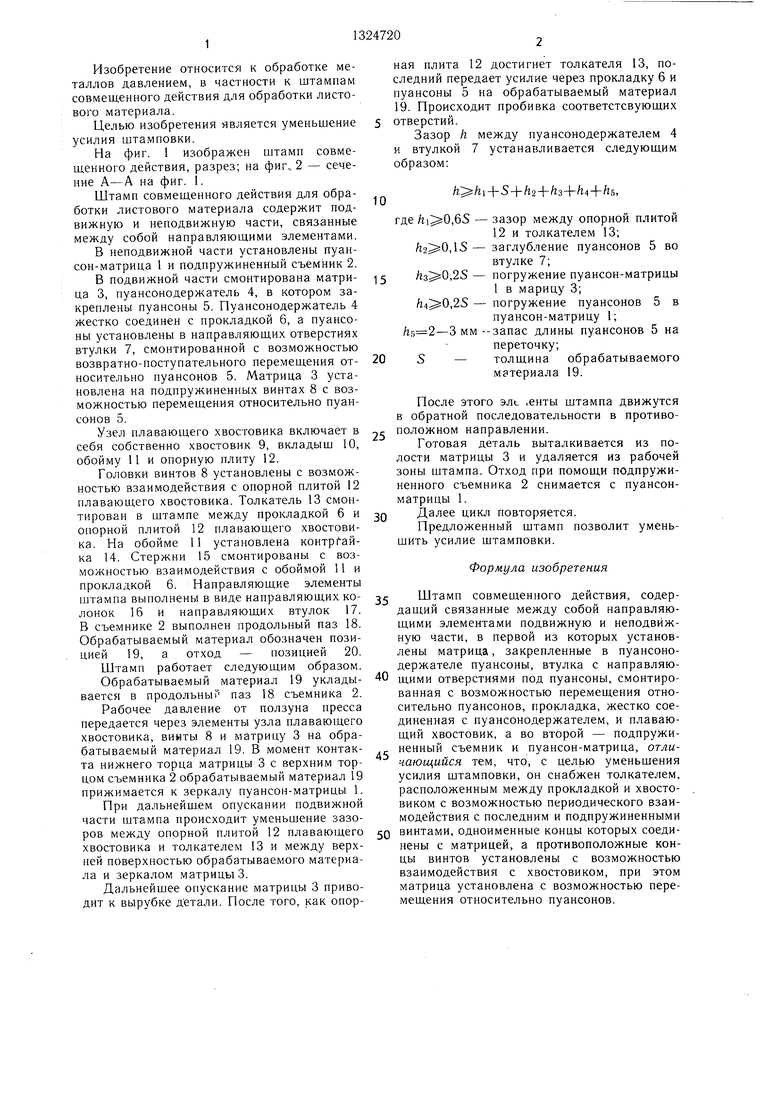
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Штамп викоста для обработки листового материала | 1983 |
|
SU1194539A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |

Изобретение относится к обработке металлов давлением, в частности к штампам совмещенного действия для обработки листового материала. Целью изобретения является уменьшение усилия штамповки за счет поочередного воздействия на обрабатываемый материал инструментов. При ходе подвижной части штампа вниз матрица 3 и пуансоны 5 одновременно достигают обрабатываемого материала 19. При дальнейшем опускании штампа происходит передача давления на обрабатываемый материал 19 только матрицей 3. Одновременно происходит уменьшение зазора между пуансонами 5 и толкателем 13. До контакта пуансона 5 и толкателя 13 происходит вырубка. Дальнейшее опускание пуансонов 5 приводит к пробивке соответствующих отверстий. 2 ил. J4 сл со to 4: го
| Шишков Б | |||
| И | |||
| Точная штамповка в приборостроении.-М.: Машгиз, 1960, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
