t
Изобретение относится к обработке металлов давлением, о частности, . к оснастке для формовки труб.
Известно устройство для Лормования кольцевой канавки на конце трубы, содержащее секторы и узлы их раздвижения и сближения, причем узел раздвижения выполнен в виде оправки с чередующимися.наклонными поверхностями , а узел сближения - в виде упоров, с пружинами tn.
Однако это устройство не может быть использовано для получения канавок на раструбах труб.
Наиболее близко к предлагаемому устройство для изготовления- труб с кольцевой канавкой на раструбе, содержащее установленные соосно полуматрицы, оправку, плунжер с коническими рабочими поверхностями и взаимодействук№ ие с ними сегменты с хвостови ками 12.
Цель изобретения - повышение эксплуатационных качеств путем улучшения .условий работы сегментов.
Для достижения этой цели устройство снабжено установленной на оправке втулкой-с двумя кольцевыми коническими выточками.
Рабочая поверхность сегментов выполнена по форме поверхности раструба, а на хвостовике каждого сегмента вы10полнены последовательно размещенные два внешних и даа внутренних наклонных выступа, размещенных в выполненных в оправке радиальных пазах и периодически взаимодействующих внешними
15 выступами с выточками втулки, а внутренними - с коническими поверхностями плунжера, причем внешние выступы через один сегмент смещены вдоль оси устройства, а на плунжере соответст20венно выполнены наклонные канавки.
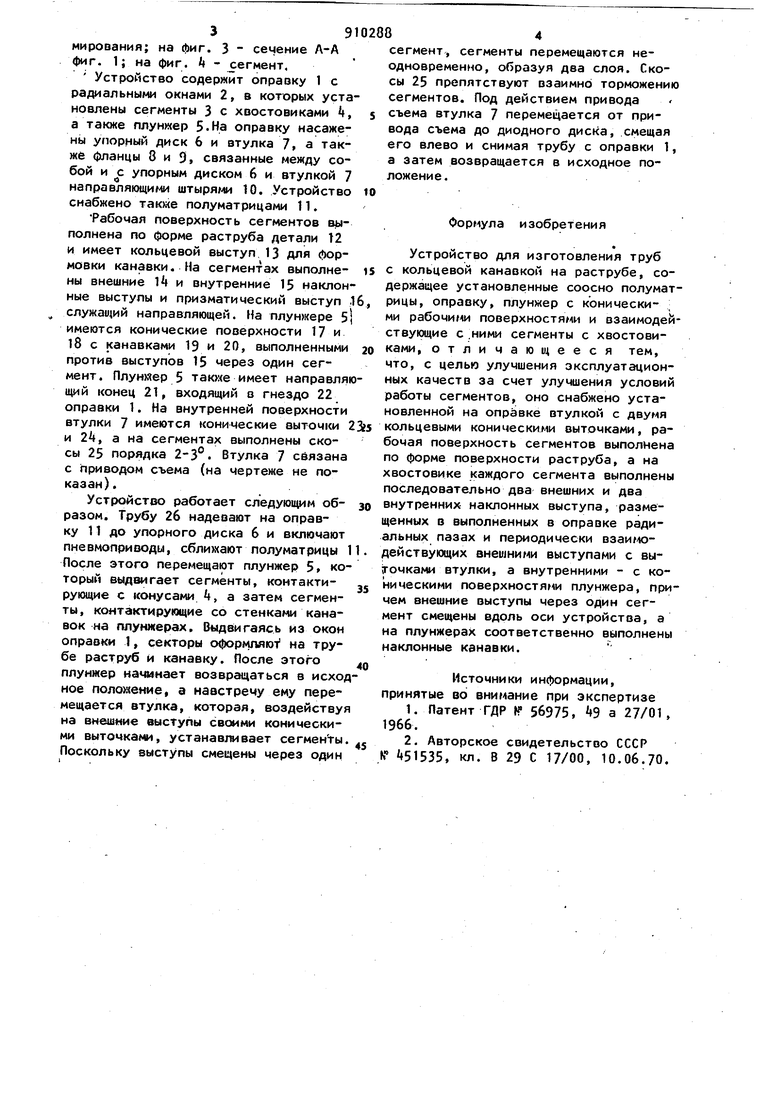
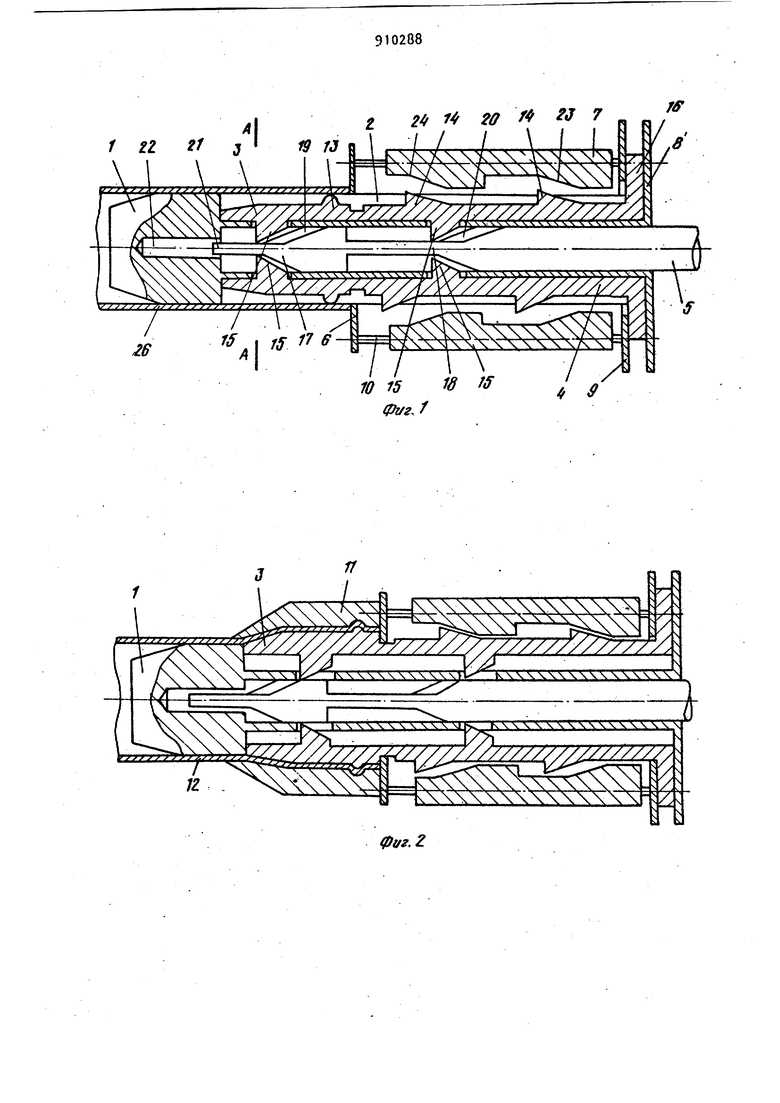
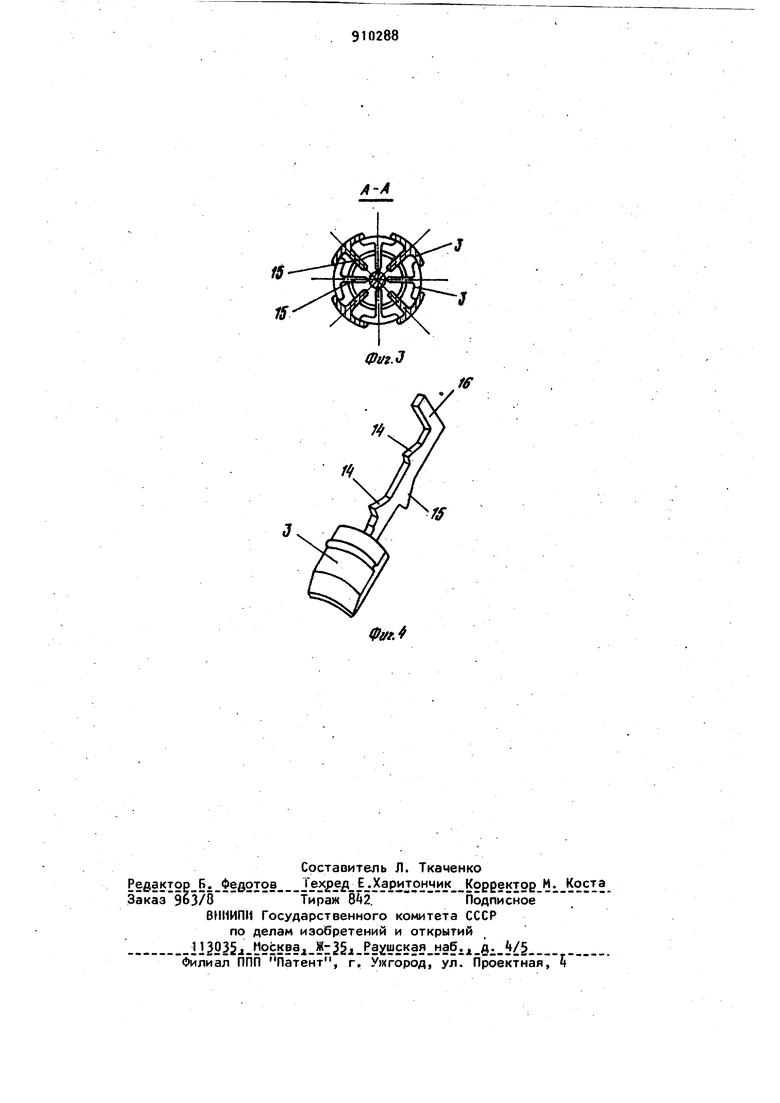
На фиг. 1 представлен продольный разрез устройства в исходном положе- , нии; на фиг. 2 - то же, в конце де формирования; на фиг. 3 сечение Л-А фиг. 1; на фиг. Ц - сегмент,
Устройство содержит оправку 1 с радиальными окнами 2, в которых установлены сегменты 3 с хвостовиками Ц, а также плунжер 5.На оправку насажены упорный диск 6 и втулка 7, а также фланцы 8 и 9, связанные между собой и с упорным диском 6 и втулкой 7 направляющими штыря/1и 10. Устройство снабжено такие полуматрицами 11.
Рабочая поверхность сегментов выполнена по форме раструба детали 12 и имеет кольцевой выступ 13 для формовки канавки. На сегментах выполнены внешние и внутренние 15 наклонные выступы и призматический выступ .1 служащий направляющей. На плунжере s имеются конические поверхности 17 и 18 с канавками 19 и 20, выполненными против выступов 15 через один сегмент . Плун«ер 5 таюче имеет направляющий конец 21, входящий о гнездо 22 оправки 1. На внутренней поверхности втулки 7 имеются конические выточки 2 и 24, а на сегментах выполнены скосы 25 порядка 2-3. Втулка 7 связана с приводом съема (на чертеже не показан).
Устройство работает следующим образом. Трубу 26 надевают на оправку 11 до упорного диска 6 и включают пневмоприводы, сближают полуматрицы 1 После этого перемещают плунжер 5 который выдвигает сегменты, контактирующие с конусами Ц, а затем сегменты, контактирующие со стенками канавок на плунжерах. Выдвигаясь из окон оправки 1, секторы оформляют на трубе раструб и канавку. После этого плунжер начинает возвращаться в исходное положение, а навстречу ему перемещается втулка, которая, воздействуя на внешние выступы своими коническими выточками, устанавливает сегменты. Поскольку выступы смещены через один
сегмент, сегменты перемещаются неодновременно, образуя два слоя. Скосы 25 препятствуют взаимно торможению сегментов. Под действием привода съема втулка 7 перемещается от привода съема до диодного диска, смещая его влево и снимая трубу с оправки 1, а затем возвращается в исходное положение .
Формула изобретения
Устройство для изготовления труб с кольцевой канавкой на раструбе, содержащее установленные соосно полуматрицы, оправку, плунжер с конически- ; ми рабочими поверхностями и взаимодействующие с ними сегменты с хвостовиками, отличающееся тем, что, с целью улучшения эксплуатационных качеств за счет улучшения условий работы сегментов, оно снабжено установленной на оправке втулкой с двумя кольцевыми коническими выточками, рабочая поверхность сегментов выполнена по форме поверхности раструба, а на хвостовике каждого сегмента выполнены последовательно два внешних и два внутренних наклонных выступа, размещенных в выполненных в оправке радиальных пазах и периодически взаимодействующих внеижими выступами с выточками втулки, а внутренними - с коническими поверхностями плунжера, причем внешние выступы через один сегмент смещены вдоль оси устройства, а на плунжерах соответственно выполнены наклонные канавки.
Источники информации, принятые во внимание при экспертизе
1.Патент ГДР К 56975, а 27/01, 1966.
2.Авторское свидетельство СССР
№ 51535, кл. В 29 С 17/00, 10.06.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1141002A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
| ОБРАТНЫЙ КЛАПАН | 2002 |
|
RU2213845C1 |
| Подводное устьевое оборудование | 1989 |
|
SU1629474A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовых труб | 1970 |
|
SU451535A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| ОБРАТНЫЙ КЛАПАН | 2016 |
|
RU2641146C2 |
| Оправка | 1982 |
|
SU1093417A1 |
| УСТРОЙСТВО В.С.ВЕРЦИНСКОГО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТРУБЕ | 1991 |
|
RU2009038C1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
0ffg,Z
fS
