Изобретение относится к переработке полимерных материалов, в частности к формованию в трубках из термопластов кольцевой канавки.
Известно устройство для формования кольцевой канавки в пластмассовых трубах, содержащее охватывающую трубу матрицу с кольцевой проточкой, плунжер и оформляющие кольцевую канавку разжимные сегменты, каждый из которых выполнен в виде плоской пружины с кольцевым выступом и жестко закреплен в матрице 1.
Недостаток этого устройства заключается в низком качестве готовых изделий. Это происходит из-за деформации сегментов во время формования, так как они имеют незначительную толщину, могут ломаться, кольцевая канавка может получаться с дефектом, т.е. готовое изделие не соответствует предъявленным техническим требованиям.
Наиболее близким к изобретению по технической сущности является устройство для формования кольцевой канавки в раструбе пластмассовой трубы, содержащее диск с формообразующими сегментами, расположенными на конической поверхности полого подвижного плунжера, установленного на размещенной в нем направляющей, жестко соединенной с соосной оправкой, и охватывающие сегменты и оправку полуформы 2.
Недостатком известного устройства является также недостаточное качество готовых изделий. Это результат того, что нагретый до температуры формования конец трубы надвигают на цилиндрическую часть оправки, имеющей температуру много ниже температуры разогретого конца трубы, в результате чего резко возрастает отвод тепла. Нижняя часть передней кромки трубы твердеет, начинает уменьщаться в диаметре, а оправка, наоборот, увеличивается в этом месте.
Труба плотно обжимает цилиндрическую часть оправки и для ее продвижения требуются значительные усилия, что приводит к загибу, вытяжке и другим дефектам изделия.
Цель изобретения - повыщение качества изделий.
Поставленная цель достигается тем, что устройство для формования кольцевой канавки в раструбе пластмассовых труб, содержащее диск с формообразующими сегментами, расположенными на конической поверхности полого подвижного плунжера, установленного на размещенной в нем направляющей, жестко соединенной с соосной оправкой, и охватывающие сегменты и оправку полуформы, снабжено жестко закрепленным на конце оправки ступенчатым стаканом с подпружиненным клапаном в его торце и радиальными пазами на меньщей ступени, на которой установлено войлочное
кольцо, а направляющая плунжера выполнена полой и соединена с системой подачи смазки.
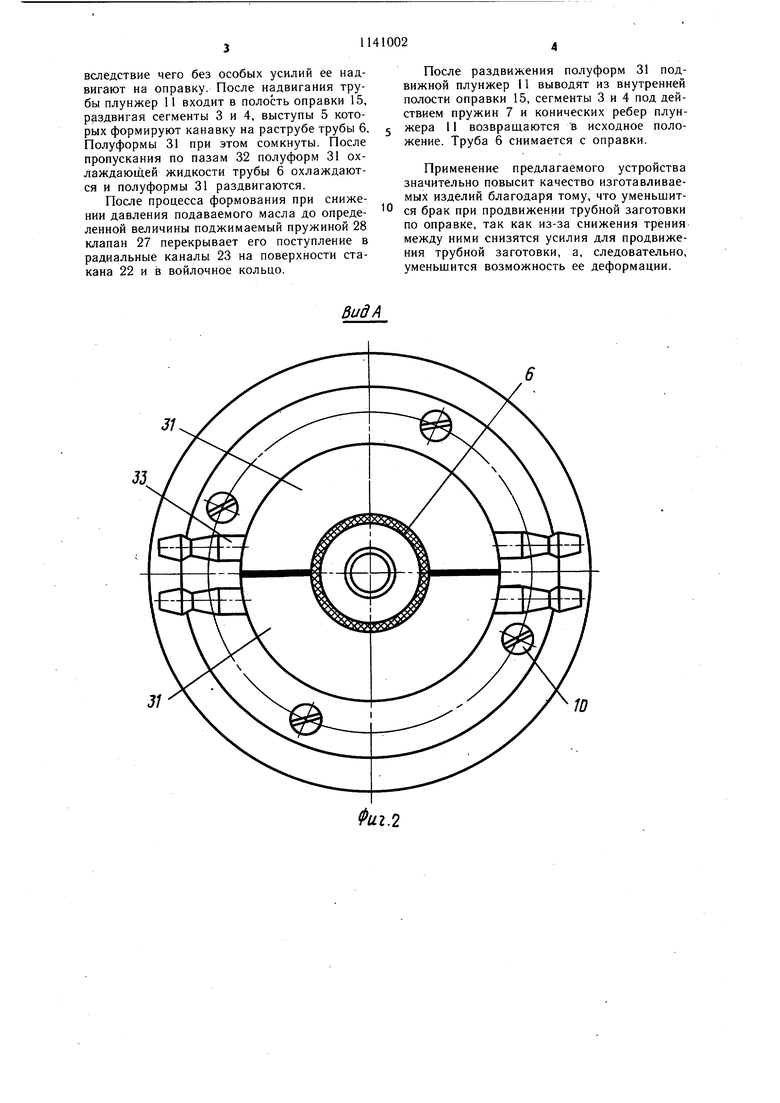
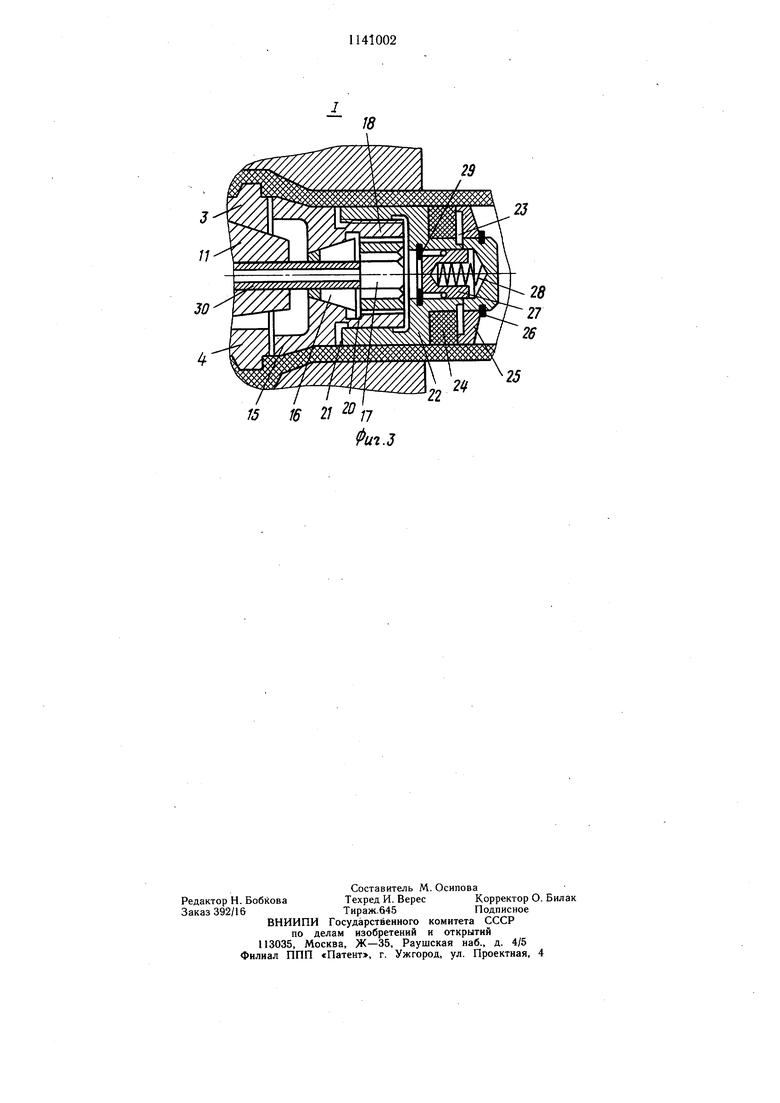
На фиг. 1 изображен общий вид устройства, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1.
Устройство содержит диск 1 с пазами 2, в которых размещены плечи Г-образных сегментов 3 и 4, имеющих выступ 5 для формования в раструбе пластмассовой трубы 6. Сегменты 3 и 4 контактируют друг с другом своими наклонными плоскостями (фиг. 3) и подпружинены пружинами 7, фиксирующими пробками 8. Фиксацию сегментов 3 и 4 в диске 1 осуществляют при помощи фланца 9 и винтов 10. Внутри диска 1 размещен подвижный плунжер 11, контактирующий с сегментами 3 и 4, с направляющей 12, ввернутой одним концом в отрезок трубы 13, установленной в сквозном пазу 14 плунжера 11 и жестко соединенной с диском 1. Другим концом направляющая 12 соединена с формующей оправкой 15 с помощью цанги 16 и гайки 17, размещенной внутри оправки 15, причем последняя имеет цилиндрическую 18 и коническую 19 части. Между цангой 16 и гайкой 17 установлена прокладка 20. На цилиндрической части 18 оправки 15 установлен упирающийся в прокладку 21 ступенчатый стакан 22 с радиальными сквозными каналами 23 на его нижней ступени, на которой надето войлочное кольцо 24, щайба 25 с пазами и стопорное кольцо 26. Внутри стакана 22 размещен клапан 27 с пружиной 28, при этом клапан упирается в стопорное кольцо 29. Направляющая 12 выполнена с осевым отверстием 30 для подвода смазывающей жидкости. Труба 6 с наружной стороны охватывается полуформами 31 с пазами 32 для циркуляции охлаждающей жидкости и ниппелями 33 для ее подвода.
Устройство работает следующим образом.
В отверстие трубы 13 под давлением подают смазывающую жидкость - масло, которое через осевое отверстие 30 направляющей 12 поступает во внутреннюю часть полости ступенчатого стакана 22, откуда через подпружиненный клапан 27, который при перемещении сообщает полость стакана 22 через радиальные каналы 23 с полостью между войлочным кольцом 24 и шайбой 25, которое пропитываясь маслом, смазывает внутреннюю часть трубы 6.
Нагретый до температуры формования конец трубы 6 надвигают на верхнюю ступень стакана 22, коническую часть 19 формующей оправки 15 и сегменты 3 и 4 до упора во фланцы 9. Плунжер 11 при этом максимально выдвинут из плоскости оправки 15, а сегменты 3 и 4 под действием пружины 7 придвинуты к направляющей 12.
Смазка внутренней поверхности трубы 6 снижает трение между ней и оправкой 15
вследствие чего без особых усилий ее надвигают на оправку. После надвигания трубы плунжер 11 входит в полость оправки 15, раздвигая сегменты 3 и 4, выступы 5 которых формируют канавку на раструбе трубы 6. Полуформы 31 при этом сомкнуты. После пропускания по пазам 32 полуформ 31 охлаждающей жидкости трубы 6 охлаждаются и полуформы 31 раздвигаются.
После процесса формования при снижении давления подаваемого масла до определенной величины поджимаемый пружиной 28 клапан 27 перекрывает его поступление в радиальные каналы 23 на поверхности стакана 22 и в войлочное кольцо.
После раздвижения полуформ 31 подвижной плунжер 11 выводят из внутренней полости оправки 15, сегменты 3 и 4 под действием пружин 7 и конических ребер плунжера 11 возвращаются в исходное положение. Труба 6 снимается с оправки.
Применение предлагаемого устройства значительно повысит качество изготавливаемых изделий благодаря тому, что уменьщится брак при продвижении трубной заготовки по оправке, так как из-за снижения трения между ними снизятся усилия для продвижения трубной заготовки, а, следовательно, уменьшится возможность ее деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
| УСТРОЙСТВО В.С.ВЕРЦИНСКОГО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТРУБЕ | 1991 |
|
RU2009038C1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовых труб | 1970 |
|
SU451535A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1986 |
|
SU1419906A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовых труб | 1984 |
|
SU1204392A1 |
| Устройство для изготовления труб с кольцевой канавкой на раструбе | 1978 |
|
SU910288A1 |
| РЕАКТИВНЫЙ СНАРЯД С ОТДЕЛЯЕМЫМ ДВИГАТЕЛЕМ | 1998 |
|
RU2133444C1 |
| Устройство для формования конца термопластичной полимерной трубы | 1989 |
|
SU1654005A1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СТЕКЛОПЛАСТИКОВАЯ СЕКЦИЯ ТРУБОПРОВОДА | 2004 |
|
RU2278314C1 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КОЛЬЦЕВОЙ КАНАВКИ В РАСТРУБЕ ПЛАСТМАССОВОЙ ТРУБЫ, содержащее диск с формообразующими сегментами, расположенными на конической поверхности полого подвижного плунжера, установленного на размещенной в нем направляющей, жестко соединенной с соосной оправкой, и охватывающие сегменты и оправку полуформы, отличающееся тем, что, с целью повышения качества изделия, оно снабжено жестко закрепленным на конце оправки ступенчатым стаканом с подпружиненным клапаном в его торце и радиальными пазами на меньщей ступени, на которой установлено войлочное кольцо, а направляющая плунжера выполнена полой и соединена с системой подачи смазки. (Л ю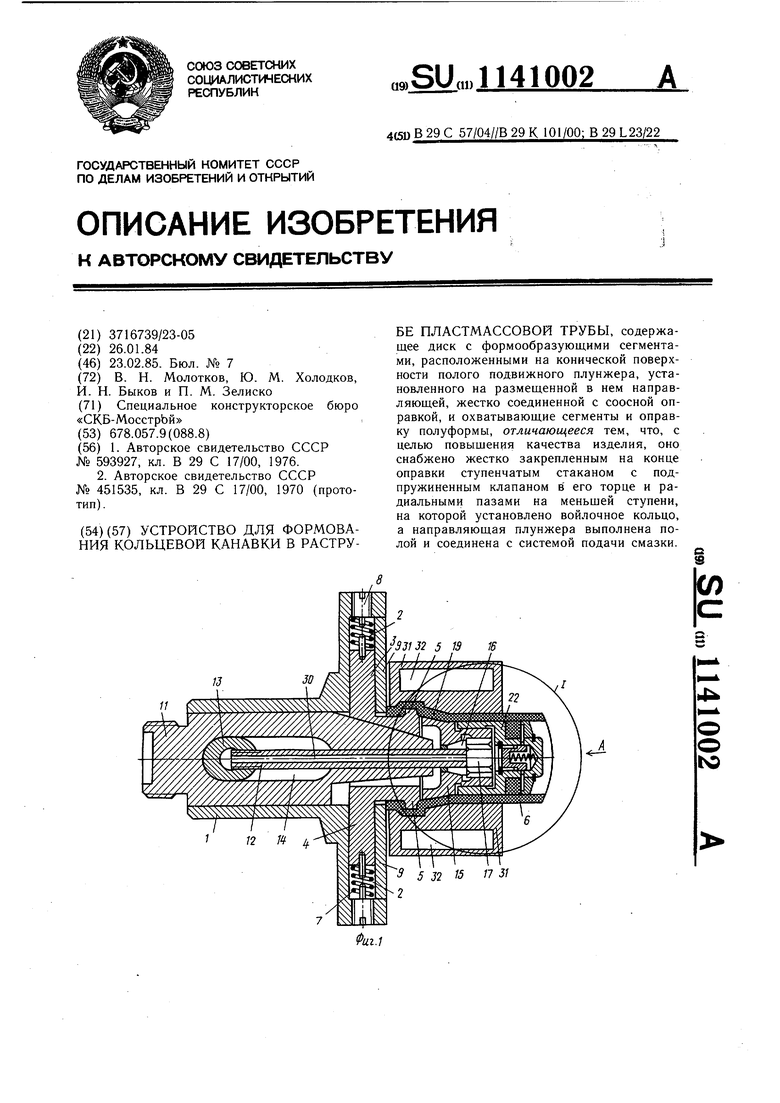
31
31
Ю
Фиг.2
15 16 21 0 77
29
25
Фи1.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формования кольцевой канавки в пластмассовых трубах | 1976 |
|
SU593927A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовых труб | 1970 |
|
SU451535A1 |
| Солесос | 1922 |
|
SU29A1 |
