(54) СПОЗОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Зона вторичного охлаждения машины непрерывного литья | 1979 |
|
SU910331A1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| Машина непрерывного литья прямоугольныхСТАльНыХ зАгОТОВОК | 1978 |
|
SU793704A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
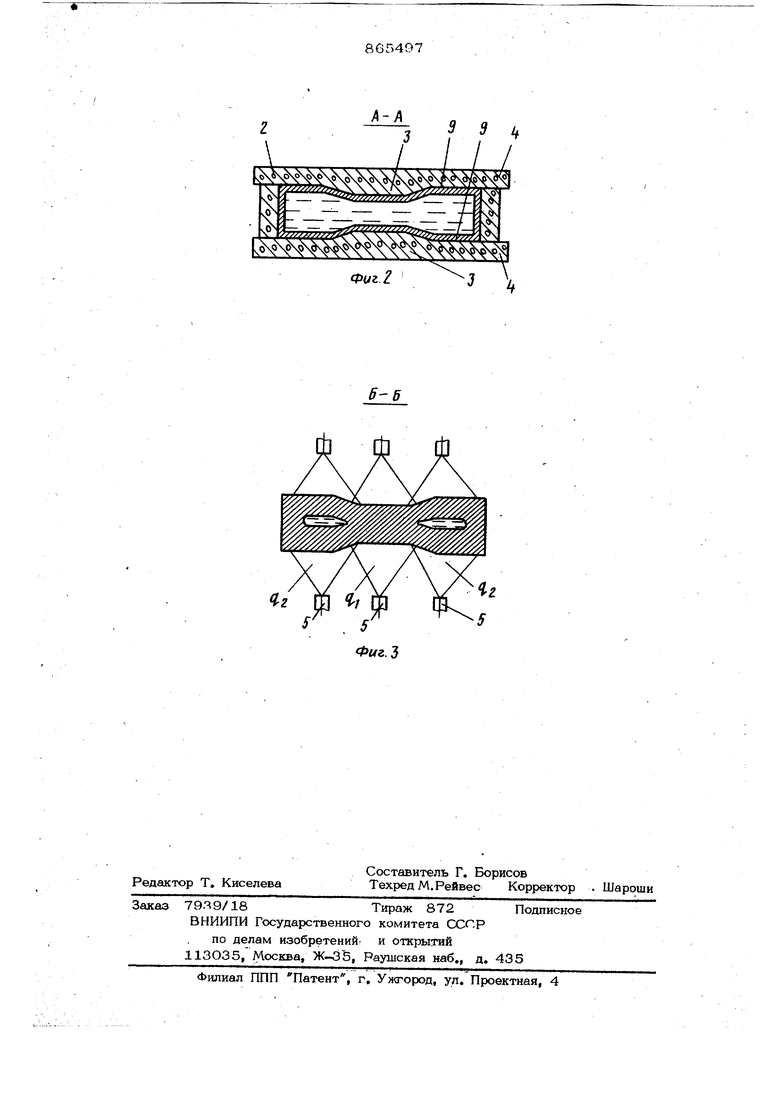
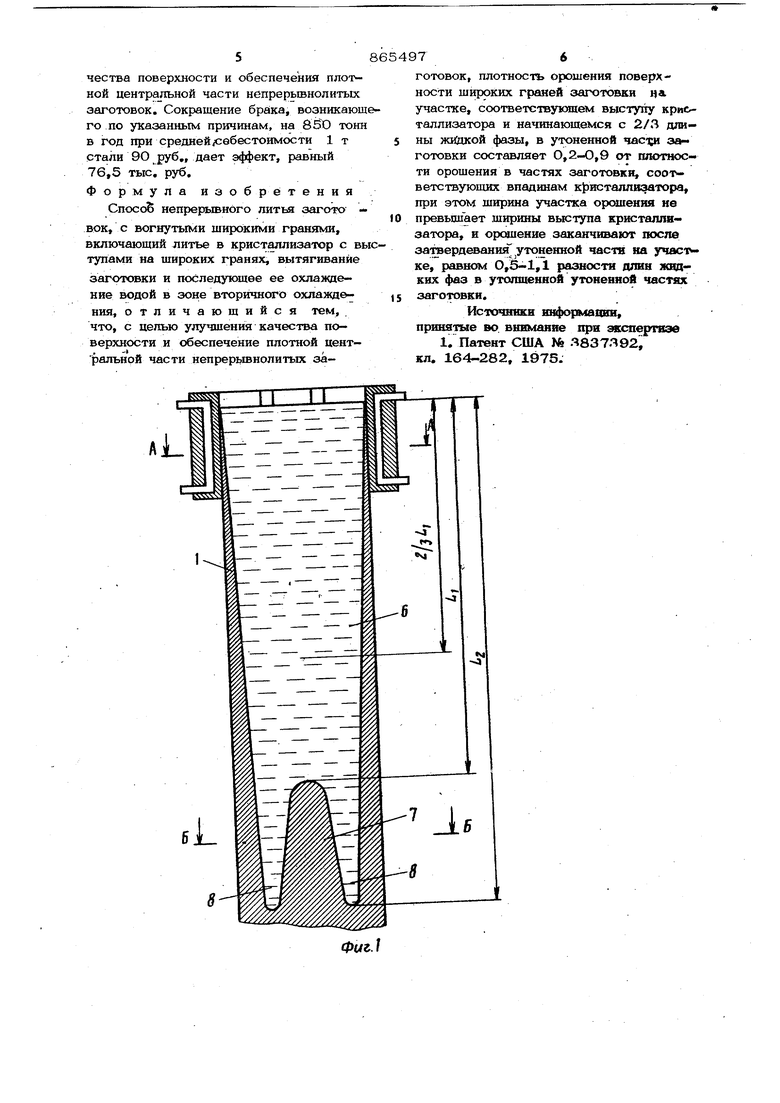
Изобретение относится к черной мет лургии, в частности к непрерывному лит металллов. Известен способ непрерьшного литья металла, согласно которо;му заготовку после выхода ее из кристаллизатора с аркообразным выступом на большей час ти широких стенок интенсивно и непрерьшно охлаждают по всей поверхности с целью создания сильных термических напряжений, которые могут удержать корку от /вьшучивания. Такое охлаждение применяется до полного затвердеваиия жидкой фазы в сечеиии заготовки Cll Недостатком указанного способа является то, что охлаждение загсговки по ширине происходит с одинаковой инте сивностью до полного затвердевания се- чения , несмотря на то, что утонен пая часть заготовки, вследствия ее меньшей толшины, затвердевает быстрее, чем края. После затвердевания теплосодержание этой части значительно уменьшается, но поскольку интенсивность охлаждения по ширине одинаковая, то это приводит к возникновению термических напряжений, вызьтающих на поверхности заготовки п|родольные трещины. Кроме того, при указанном охлаждении после затве рдевания центральной части резко уменьшается перепад температуры по толщине К9рочки, что приводит к образованию осевых трещин. Цель изобретения - улучшение качества поверхности и обеспечение плотной центральной части непрерьшнолитых заготовок с вогнутыми широкими гранями. Поставленная цель достигается тем, то в способе непрерывного литья заготовок с вогнутыми широкими граняи, включающем литье в кристаллизаор с выступами на широких гранях, ытягивание заготовки из крисТаллизатора и последующее ее охлаждение водой в зоне вторичного охлаждения, плотность орошения поверхности широки: с граней заготовки на участке, соответствующем выступу кристаллизатора и начинающемся с 2/3 длины жйцкой фазы в утоненной части заготовки составляет 0,2-С, 9 от плотности орощения в частях заготовки, соответствующих впадинам кристаллизатора, при этом ширина участка орошения не превышает ширины выступа кристаллизатора, и орошение заканчивают после затеердевания утоненной части на участ ке, равном О,5-1,1 разности длин жидких фаз в утолщенных и утоненной частях заготовки. На фиг. 1 изображена непрерьшнолитая заготовка, выходящая из крйсталлизатора, продолънь1й |эазрез, на фиг, 2 разрез А-А на . 1J на фиг. 3 - разрез Б-Б на фиг. 1. Непрерывнолитая заготовка 1 имеет форму кристаллизатора 2 с выступами 3 на широких стенках 4, Заготовка пос . ле выхода из кристаллизатора охлажд ется водой из форсунок 5. Поскольку время затвердевания заготовки пропорц онально квадрату толщины, то длина жи кой фазы при одной и той же скорости литья во впадине будет меньше, чем в утолщенных частях, т.е. L L 2. На продольном разрезе показано расположение жидкой фазы 6 в такой заготовке. Затвердевшая утоненная часть 7 заготовки, соответствующая выступу 3 кристаллизатора 2 находится между участками заготовки с жидкой фазой, поэтому она, при отсутствии охлаждения, будет разогреваться за счет тепла, поступающего от незатверденших утолщенных частей 8, соответствующих впадинам 9 кристаллизатора 2, что при водит к образованию осевых трещин и вьшучиванию. Охлаждение этого участк с плотностью орошения С),м/мч, равной плотности орошения утолщенных частей , вызьюает появлени термических растягивающих напряжений, действующих 9 направлении большой ос .поперечного сечения заготовки, вследст вие разности теплосодержания утоненной и утолщенной частей, что приводит к образованию наружных продольных трещин. Для устранения указанных недостатков в зависимости от марки рао ливаемых сталей плотность орошения утоненной части заготовки должна 974 составлять 0,2-0,9 от плотности орошения на утолщенных участках. Охлаждение утоненной части с меньшей плотностью орошения начинается с 2/3 ее жидкой фазы. Это создает возможность к концу затвердевания утоненной части несколько поднять температуру ее поверхности по сравнению с утолщенными участками, что позволяет значительно уменьшить неравномерность распределения температур по ширине заготовки после окончания затвердевания утоненной части. Так, например, при литье заготовки с вогнутыми гранями со скоростью 1 м/мин температура на поверхности утоненной части на уровне 2/3 длины ЖИДКОЙ фазы в утонённой части составляет около 10ОО С. К моменту затвердевания утоненной части температура ее поверхности достигает , а в утолщенной части около 950 О, т.§. перепад температурпо ширине Заготовки составляет . К моменту затвердевания утолщенной части температура ее поверхности снижается до 9ОО-92ОО, а в утоненной части соответственно до 8759ОО О, т.е. перепад температур опять не превышает . Если охлаждение с меньшей плотностью орошения начинается с момента, полного затвердевания . утоненной части, т.е. когда температура в утолщенной чадти и утолщенных частях составляют около , то к концу затвердевания утолщенной части температура в утбненно части составляет 850-а75°О, при той же - 90О920 С - температура в -утоне чной части, т.е. перепад по ширине заготовки и составляет .Больший перепад температур создает и большие термические напряжения, что приводит к возникновению продольных трещинГ Разница марки стали требует разной длины участка с меньшей плотностью охлажден11Я, поэтому заканчивается такое охлаждение на участке равном 0,5-0,1, разности длин жидких фаз в утолщенной и утоненной частях заготовки. Ширина участка с меньшей плотностью охлаждения не должна превьшхать шириНу утоненной) части заготовки,т.е. такое охлаждение должно охватывать лишь утоненную часть. Данное предложение предполагается недрить на Донецком метзаводе. Ожидаемый экономический эффект удет получен за счет улучшения качества поверхности и обеспечения плот ной центральной части непрерьшнолиты заготовок. Сокращение бракаГ возникаю го по указанным причинам, на 8бО то в год при среднейл;ебестоимости 1 т стали 90 .руб.. дает эффект, равный 76,5 тью. руб. Формула изобретения СпосоВ непрерьгоного литья загото вок, с вогнутыми широкими гранями, включающий литье в кристаллизатор с в тупами на широких гранях;-вытягивание заготовки и последующее ее охлаждение водой в зоне вторичного охлаадения, отличающийся тем, что, с целью улучшения качества поверхности и обеспечение плотной центральной части непрерьюнолитых за97готовок, плотность орошения поверхности широких граней заготовки ча участке, соответствующем выступу кристаллизатора и начинающемся с 2/3 длины ЖИДКОЙ фазы, в утоненной часта заготовки составляет 0,2-0,9 от гоютности орошения в частях заготовки, соответствующих впадинам кристаллизатора при этом ширина участка орошения не превьш1ает ширины вьютупа кристаллизатора, и орсчиение заканчивают после затвердевания;:7тоненной частв на ке, равном О,5-1,1 разности длин жшких фаз в утсшценной утоненной SSc заготовки. ИСТОЧНИКЕ ш|формацнн, принятые во внимание при экспертизе 1. Патент США № Я837Я92 л. 164-282, 1975.
$
л-л
9 9 I,
V
Фаг 2
