узлов верхних роликов с рамами, обепечивающую их взаимозаменяемость.
Для достижения необходимой точности настройки в известных роликовых секциях на практике используютс прокладки, размещенные в стыках мезеду опорными площадками шайб и гидроцилиндров. Эта операция весьма трудоемка.
Цель настоящего изобретения упрощение настройки роликов при изменении толщинь отливаемой заготовки.
Эта цель достигается тем, что в направляющем устройстве зоны вторичного охлаждения машины непрерывного литья заготовок, содержащем установленные в рамах верхний и нижний ролики, ступенчатую упорную шайбу, закрепленную на штоке гидроцилиндра, соединенного с рамой верх- :него ролика, гидроцилиндр снабжен ползуном с двумя скосами, а ступенчатая упорная шайба - двумя клиновыми башмаками, причем ползун, опирающийся на башмаки, установлен с возможностью перемещения в отверстии, выполненном в штоке в направлении, перпендикулярном к его оси.
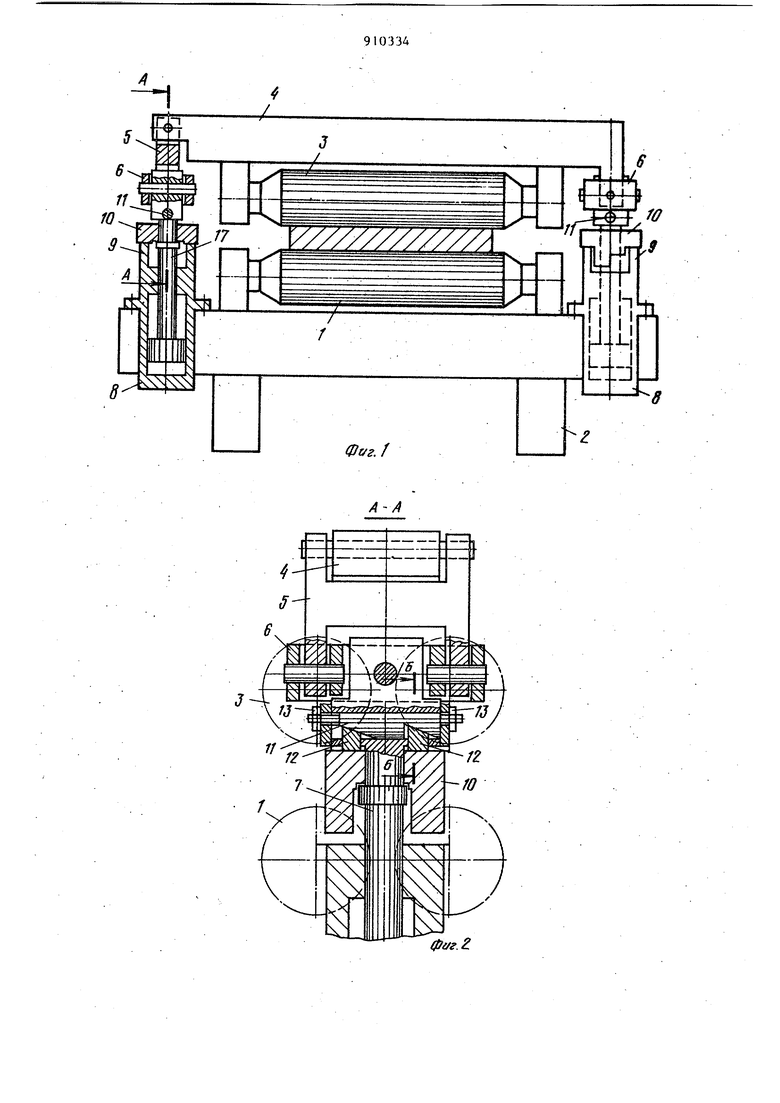
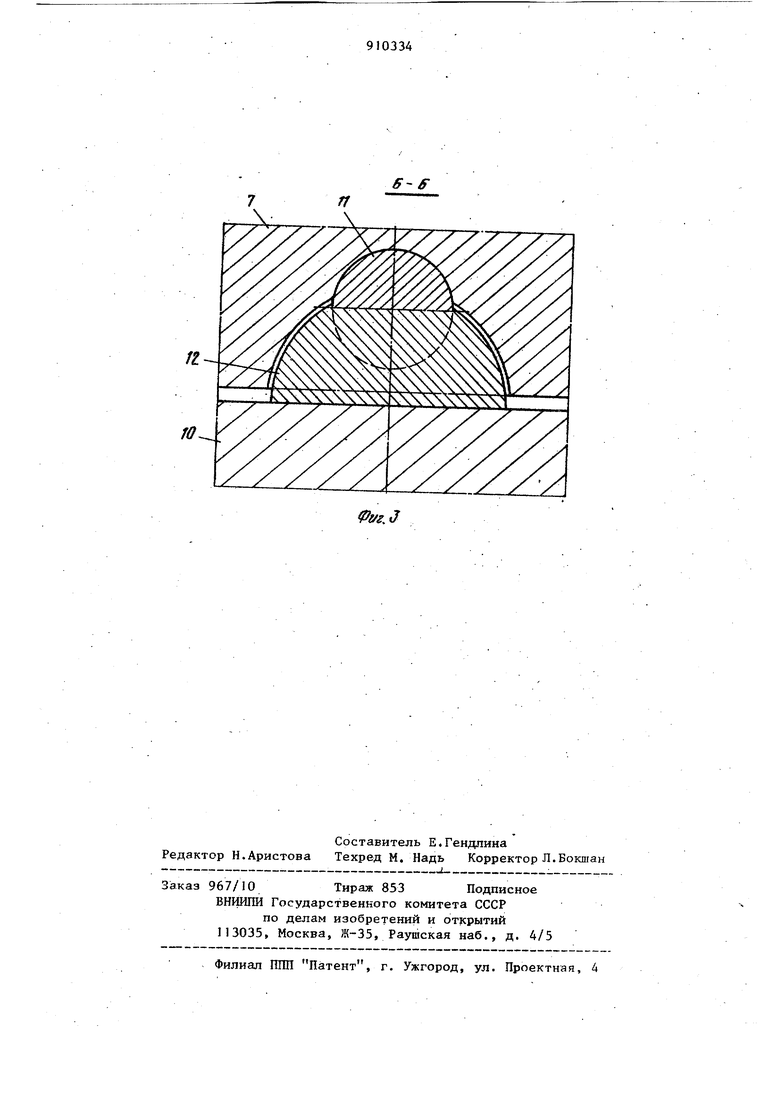
На фиг.1 показано направляющее устройство, общий вид; на фиг.2 разрез А-А на фиг.; на фиг.З - разрез Б-В на фиг.2.
Направляющее устройство состоит из нижнего ролика 1, установленного в подшипниках рамы 2, верхних роликов 3, смонтированных в подшипниках попарно в раме 4. Рама 4 с помощью тяги 5 и балансирных корпусов 6 шарнирно связана со штоками 7 гидроцилиндров 8. На корпусах гидроцилиндров выполнены два выступа 9, на которые опирается расположенная соосно со штоком шайба 10 со ступенчатым нижним торцом. В головке штока выполнено отверстие, в котором с возможностью Перемещения установлен ползун 11 с двумя скосами. На поверхноёти шайбы 10 установлены башмаки 12, наклонные поверхности которых кон-рактируют со скосами ползуна 1 1. Положение ползуна относительно головки штока 7 регулируют и фиксируют гайками 13. Башмаки 12 и опорные выступы 9 расположены во взаимно перпендикулярных плоскостях, благодаря чему уменьшаются изгибающие усиЛИЯ на шток, возникновение которых возможно из-за неточностей изготовления.
Предлагаемое устройство работает следующим образом.
При необходимости перестройки машины на литье слитка другой толщины осуществляют следующие операции; с помощью гидроцилиндров 8 поднимают
рамы 4 с роликами 3 в верхнее положение. При этом поднимаются также и шайбы 10. Шайбы 10 вручную поворачивают до совмещения заданных ступеней на нижнем торце с выступами 9.
Затем верхние ролики 3 опускают до упора, проверяют получившийся раствор и при необходимости вращением гаек 13 перемещают ползун 1,1, в результате чего изменяется раствор
между роликами. По окончании регулировки положение ползуна фиксируется гайками 13.
Применение предлагаемого устройства значительно сокращает время
простоев машин непрерывного литья заготовок на перенастройку и обеспечивает более точную настройку положения верхних роликов, благодаря чему улучшается качество слитков.
Формула изобретения
Направляющее устройство зоны вторичного охлаждения в машине непрерывного литья заготовок, содержащее установленные в рамах верхний и нижний ролики, ступенчатую упорную шайбу, закрепленную на штоке гидроцилиндра, соединенного с рамой верхнего ролика, отличающееся тем, что, с целью упрощения настройки роликов при изменений толщины отливаемой заготовки, гидроцилиндр снабжен ползуном с двумя клиновыми скосами, а ступенчатая упорная шайба с двумя клиновыми башмаками, причем ползун контактирует с башмаками и установлен с возможностью перемещения в отверстии, выполненном в штоке в направлении, перпендикулярном к его оси.
-Чк.-,
Источники информации, принятые во внимание при экспертизе
1. Монография Машины и агрегаты металлургических заводов, т.2, Металлургия, 1978, с.158, РИС.1У, 20.
Ю
fff J

| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство зоны вторичного охлаждения в машине непрерывного литья заготовок | 1987 |
|
SU1447549A2 |
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2166405C2 |
| Укладчик плит | 1977 |
|
SU753974A2 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Устройство для удержания штангОТ пРОВОРОТА | 1979 |
|
SU810932A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
8
фе/г.
