Фа$.2
144
к непрерывИзобретение относится ному литью металлов.
Цель изобретения - повьшение надежности работы устройства.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1j на фиг. 3 - разрез Б-Б на фиг.2| на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - комплектная обо- рочная единица, предназначенная для механической обработки опорных поверхностей клиновых башмаков при гарантированном наибольшем пятне контакта клиновой поверхности каждого башмака с соответствующим клиновым скосом ползуна, а также для установки в устройство.
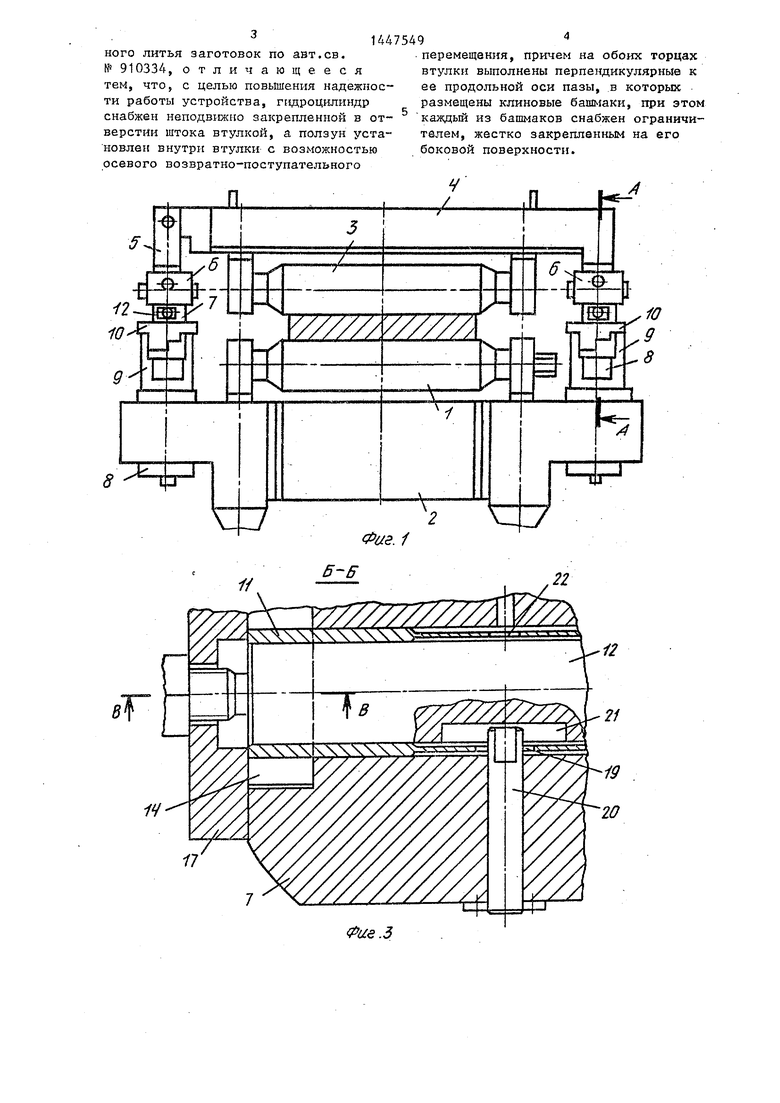
Направляющее устройство содержит нижние ролики 1, установленные в подшипниках рамь 2, верхние ролики 3, смонтированные в подшипниках paj-tti 4, которая при помощи тяги 5 и балан- сирных корпусов 6 шарнирно связана CQ штоками 7 гидроцилиндров 8. На корпусах гидроцилиндров 8 выполнены два выступа 9, на которые опирается расположенная соосно со штоком гидроцилиндра упорная шайба 10 со ступенчатым нижним торцом. В головке каждого штока гидроцилиндра 8 выполнено Поперечное отверстие (перпендикулярное к продольной оси штока), внутри неподвижно установленной втулки 1 1 с возможностью осевого воз- вратно-поступательного перемещения выполнен ползун 12 с двумя клинoвы ш скосами. На обоих концах втулки 11 выполнены пазы 13, которые перпендикулярны к ее продольной оси и в которых размещены клиновые башмаки 14, установленные на верхней поверхности упорной шайбы 10 таким образом, что их наклонные (клиновые) верхние поверхности контактир5Г от с клиновыми скосами ползуна 12. Положение жзлзу- на 12 относительно головки штока 7 гидроцилиндра 8 регулируют и фиксируют при помощи гаек 15 и 16 после установки и закрепления на штоке 7 крьш1ек 17. Каждый клиновьш башмак 14 снабжен ограничителем 18, жестко закрепленным на его боковой поверхности и предназначенньп для предотвращения самопроизвольного выхода из паза 13 втулки 11 клинового башмака 14 каждой: собранной комплектной сборочной единицы (фиг.5). Комплектная
5
0
5
0
0
5
0
5
сборочная единица (.втулка 1 1, ползун 12, 1слиновые башмаки 14 с ограничителями 18, размещенные в пазах 13, крьпаки 17 и гайки 15 и 16), изображенная на фиг. 5, в таком виде поступает на станок для осзтцествления механической обработки опорных (нижних) поверхностей Г клиновых башма- . ков 14 с одной установки и в одной плоскости с обеспечением при этом гарантированного наибольшего пятна контакта клиновой поверхности каждого башмака с соответствующим клино - вым скосом ползуна.
Во втулке 11 отверстие 19 выполнено для прохода ограничительного и направляющего пальца 20, конец которого взаимодействует с пазом 21, выполненным на ползуне 12, а отверстие 22 - для подвода смазки к поверхностям трения ползуна 12.
Устройство работает и перенастраивается следующим образом.
При необходимости перевода машины непрерывного литья заготовок (МНЛЗ) на литье слитка другой толщины на каждом предлагаемом устройстве, входящем в состав МНЛЗ, выполняют следующие операции.
При помощи гидроцилиндров 8 поднимают рамы 4 с роликами 3 в верхнее положение. При этом поднимаются также и упорные шайбы 10, которые затем вручную поворачивают до совмещения заданных ступеней на их Н1шнем торце с выступами 9.
После выполнения этой операции на обеих сторонах устройства верхние ролики 3 опускают до упора, контролируют получившийся раствор и при необходимости вращением гаек 15 перемещают ползун 12, в результате чего изменяется раствор между роликами 2 и 3. По окончании регулирования раствора между роликами положение ползу- ,на 12 фиксируют при помощи гаек 15 и 16.
Изобретение позволяет повысить надежность работы устройства за счет предотвращения концентрации нагрузок на клиновых поверхностях ползуна и башмаков и, следовательно, исключения быстрого износа их рабочих поверхностей. Формула изобретения
Направляющее устройство зоны вто- ричного охлаждения в машине непрерыв 1447549
ного литья заготовок по авт.ев,перемещения, причем на обоих торцах
№ 910334, отличающеесявтулки выполнены перпендикулярные к
тем, что, с целью повышения надежное-ее продольной оси пазы, в которых
ти работы уетройетва, ГЕвдроцштиндрразмещены клиновые башмаки, при этом
енабжен неподвижно закрепленной в от- каждый из башмаков енабжен ограничиверетии штока втулкой, & ползун уета-талем, жеетко закрепленным на его
новлен внутри втулки с возможностьюбоковой поверхности, осевого возвратно-поступательного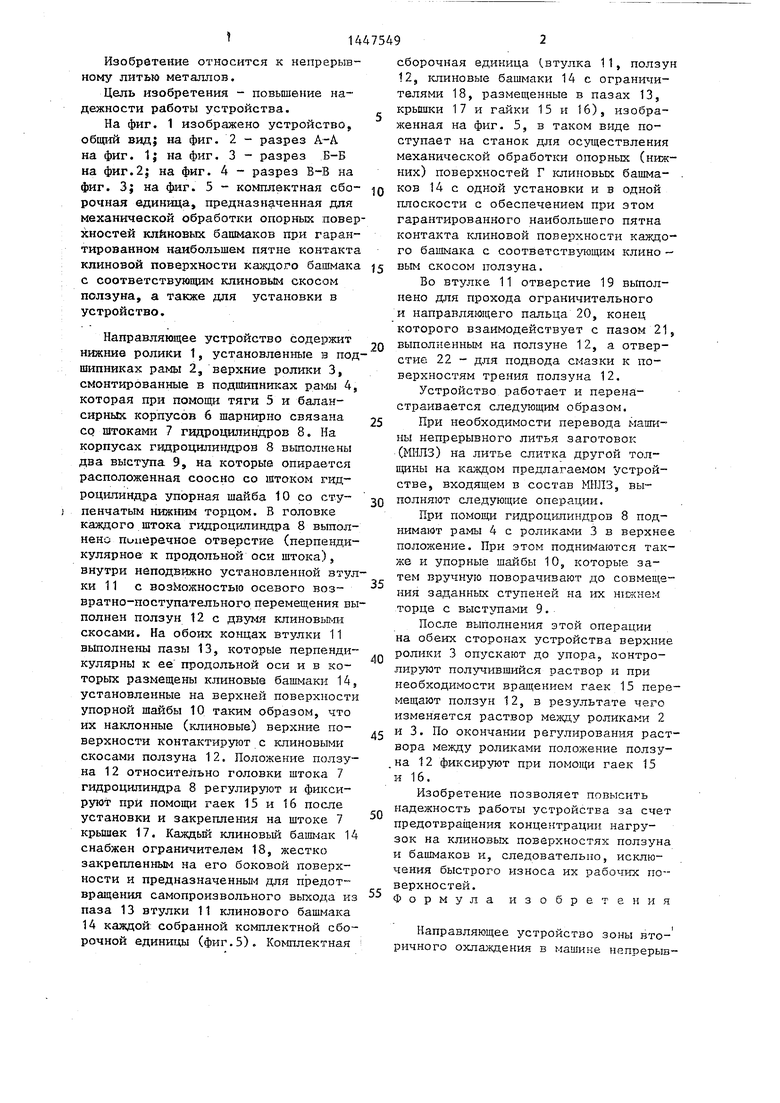
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство зоны вторичного охлаждения в машине непрерывного литья заготовок | 1980 |
|
SU910334A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1971 |
|
SU296173A1 |
| Устройство для торцового закрепления полых деталей | 1985 |
|
SU1284772A1 |
| Утапливающийся упругий путевой упор | 1974 |
|
SU501914A1 |
| Культиватор батарейно-колесный с редукторными приводами с вращающимися лопастями "ВИКОСТ" | 2017 |
|
RU2681296C1 |
| Устройство для образования полостей в грунте | 1979 |
|
SU857348A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков труб | 1987 |
|
SU1763130A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
| Устройство для удержания штангОТ пРОВОРОТА | 1979 |
|
SU810932A1 |


zSTГ7
Фие.З
//
2f
49
20
i6
iO
i6 5
П 12 a 2i
Фае.
X5
Фиг. 5
| Направляющее устройство зоны вторичного охлаждения в машине непрерывного литья заготовок | 1980 |
|
SU910334A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
