i
Изобретение относится к области обработки металлов давлением, в частности к ножницам для резки листового материала, и может быть использовано для резки металлических сеток..
Известны ножницы гильотинные для резки сварной металлической сетки, содержащие ползун, ножи, размещенные на ползуне с двух сторон, и неподвижные нижние ножи LiJ.
Недостатками известных ножниц являются низкое качество реза, вызванное колебанием размера ячеек, вследствие чего невозможна обрезка проволочек заподлицо при использовании ножниц для вырезки ячеек в сварной металлической сетке, низкая производительность процесса раскроя, так как необходимо затрачивать дополнительное время на обрезку выступающих концов проволочек.
Цель изобретения - улучшение качества реза и повышение производительности раскроя.
Поставленная цель достигается тем, что в ножницах гильотинных для резки сварной металлической сетки, содержащих ползун,-ножи, размещенные на ползуне с двух сторон, и неподвижные, нижние ножи, ползун выполнен с двумя скосами, а ножи, размещенные на
10 ползуне с двух сторон , смещены один относительно другого в вертикальной плоскости.
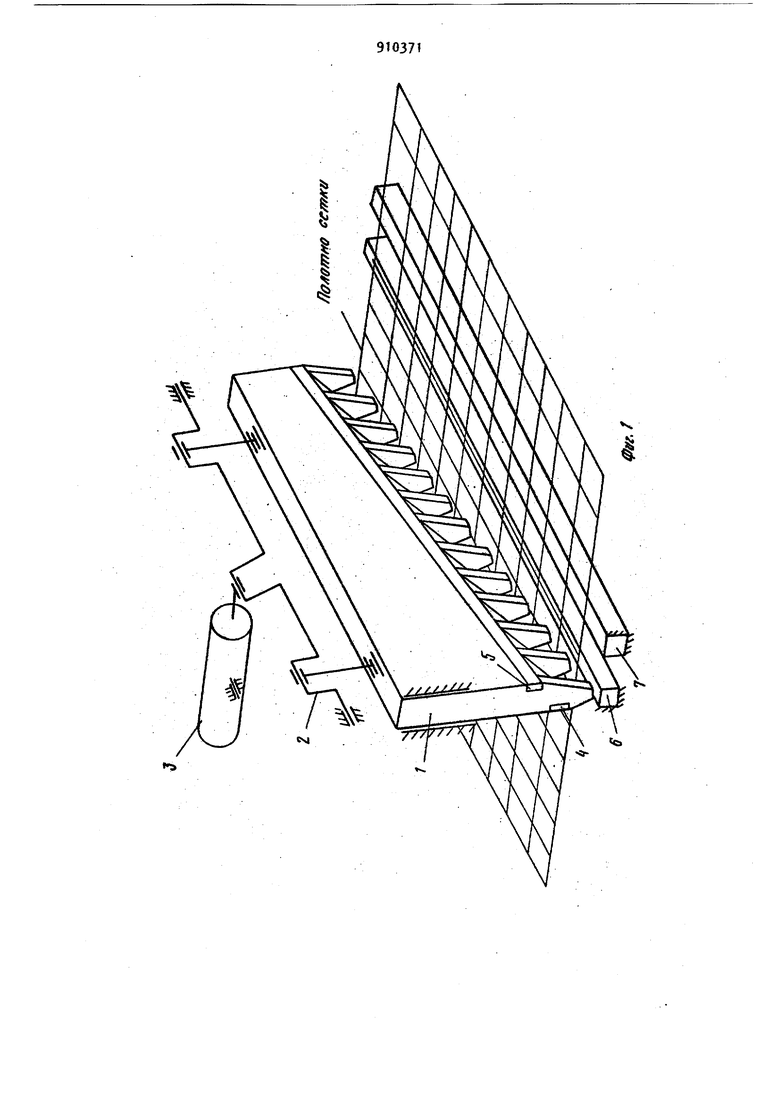
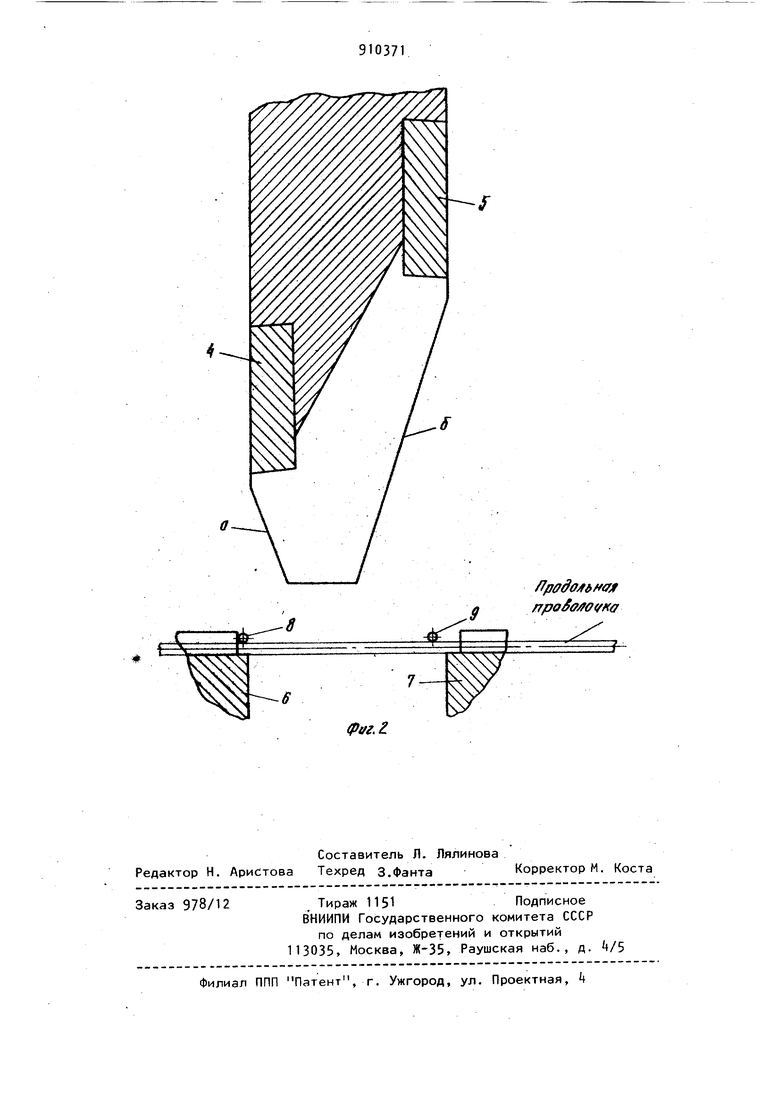
На фиг. 1 изображены ножницы; на фиг. 2 - режущий узел.
15
Ножницы содержат подвижный ползун 1, шарнирно соединенный с кривошипным валом 2,одно колено которого шарнирно соединено со штоком пневмоцилиндра 3. На ползуне 1 с двух сторон
20 закреплены ножи и 5 смещенные один относительно другого в вертикальной плоскости, С двух сторон ползуна выполнены скосы а и d. На станине ножниц закреплены два нижних неподвижных ножа 6 и 7, на которых выполнены выступы для удержания проволочек 8 и 9 в момент реза.
Работа ножниц осуществляется следующим образом.
Полотно сетки подается в зону реза таким образом, чтобы вырезаемая ячейка попала между выступами нижних неподвижных ножей 6 и 7. Подается команда на включение пневмоцилинДра 3, пневмоцилиндр через кривошипный вал 2 опускает ползун 1. При своем движении ползун 1 скосом (Х взаимодействует с попереч,ной проволочкой 8, поджимая её к
выступу неподвижного ножа 6д после, чего происходит рез продолд ных проволочек заподлицо с попереунрй пррволрчкрй 8, По окончании реза ножо« k полотно сетки раздел ется, и ползун при дальнейшем движении вниз скосом S взаимодействует с поперечной проволочкой 9,поджимая ее к выступу неподвижного ножа 7, после чег-о происходит рез с другой стороны. Для устранения влияния колебания ячеек на качество реза ползун 1 выполнен
по ширине большим максимально возможного размера ячеек.
Применение изо етения обеспечи вает повышение производительности процесса раскроя и улучшение качества реза при раскрое сварной металлической сетки.
Формула изобретения
Ножницы гильотмнные для резки сварной металлической сетки, содержащие ползун, ножи, размещенные на ползуне
с двух сторон, и неподвижные нижние ножи, отличающиеся тем, что, с целью улучшения качества реза и повышения производительности раскроя, ползун выполнен с двумя скосами, а йожи, размаценные на ползуне с двух сторон, смещены один относительно другого в вертикальной плоскости.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР If 288512, кл. В 23 D 15/06, 1969, (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы гильотинные для резки сварной металлической сетки | 1982 |
|
SU1006099A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Автоматическая линия поперечного раскроя рулона | 1974 |
|
SU512870A1 |
| Устройство для резки сеток | 1983 |
|
SU1110562A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Штамп для резки материала | 1980 |
|
SU961872A1 |
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| ПРИСПОСОБЛЕНИЕ К ГИЛЬОТИННЫМ НОЖНИЦАМ ДЛЯ ОТРЕЗКИ УГОЛКОВ ОТ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2395375C2 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |