(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОПЕРЕЧНОГО РАСКРОЯ РУЛОНА
мя роликами, а также корректирующими устройствами в виде ратников и самоустанавпивающего упора,
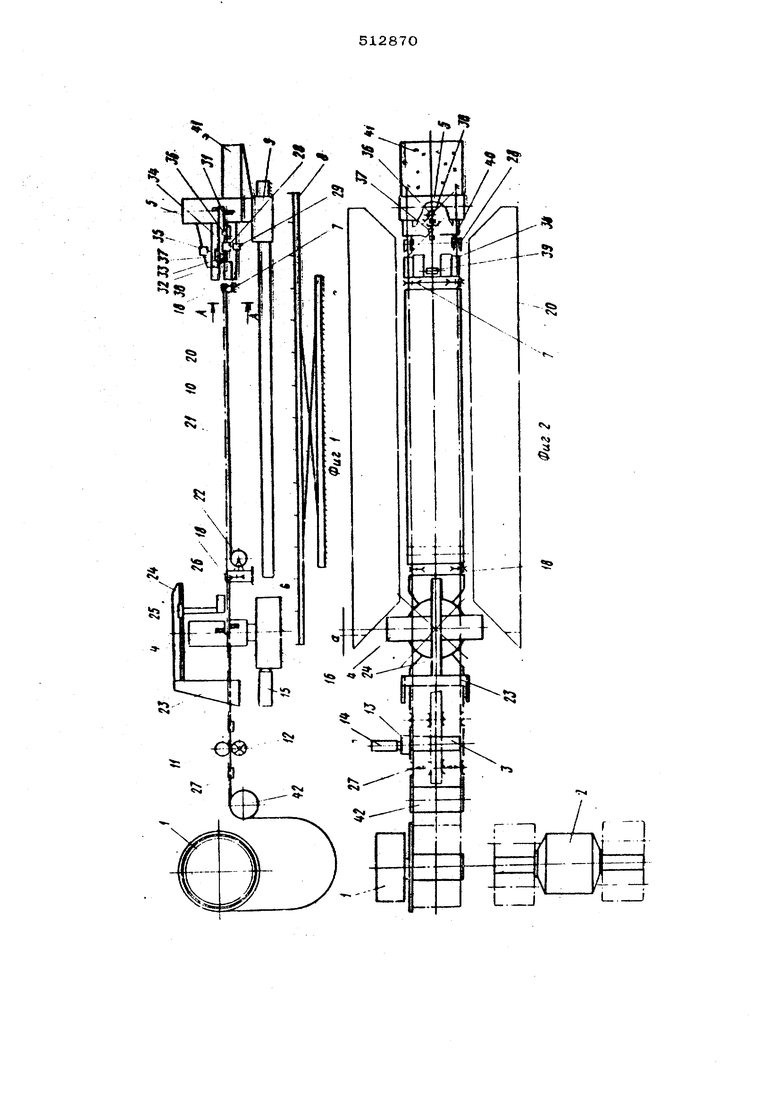
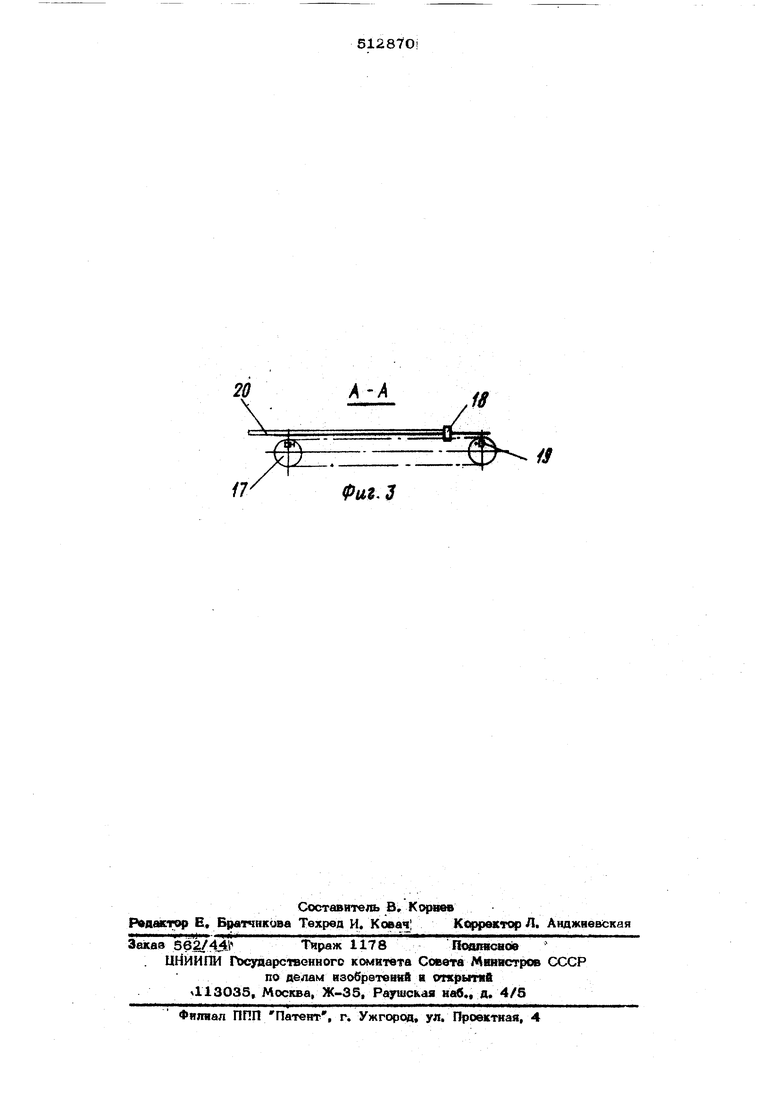
На фиг. 1 -изображена предложенная автоматическая линия, общий вид; на фиг. 2 то же, вид сверху, на фиг, 3 - разрез по А-А на фиг. 1. i
Автоматическая линия поперечного рас крОя рулона содержит разматывающее уо тройство 1 с загрузочной 2, предназначенной для установки рулона на раэматывающее устройство, механизм подачи поросы 3, поворотные 4 и неповоротные 5 гильотинные ножницы, механизм 6 и 7 сброса отрезанных пластин, стопы 8 для их приема и стапелирования.
Неповоротные ножницы, предназначенные для обрезкивуса, распсиожены за поворотными ножницами на ползуне 9, который может перемещаться по направляющим 10 Механизм подачи состоит из прижимного валка 111 и ведущего волка 12) который вращается через редуктор 13 шаговым электрогидроприводом. 14. Аналогичным приводом 15 поворачиваются через редуктор 16 поворотные ножницы.
Устройство сброса отрезанных пластин состоит из двух механизмов, расположенных между ножницами. Механизм сброса установлен на неповоротных ножницах, второй аналогичный механизм смонтирован стационарно у поворотных ножниц. Ка. механизм выполнен в виде ценной передачи 17, на верхней ветви которой закреплен упор 18, движение которого ограничивается путевыми переключателями 19. С помощью упоров 18 отрезанная пластина20 сбрасывается в поперечном направлении поочередно по обе стороны Линии,
Между механизмами сброса натянута лента 21, поддерживающая подаваемую полосу Один конец ленты 21 закреплен на фартуке неповоротных ножниц, а втсрой на барабан 22, расположенном на стационарном механизме сброса.
Перед поворотными ножницами находит ся механизм продольного смешения отрвзанной пластины, вьшопненньгй: в виде портала 23 с консолью 24. По этой консоян может перемещаться ползун 25, который несет захват для края отрезанной полосы, выполненный, например, в виде алектромагнита 26.
Для ориентещии nonoci по оси линии С обеих с Topoi валковой подачи имеются раэдвижныэ боковые упоры 27„ Аналогичные боковые упоры 28 установлены на неповоротных ножницах. Эти упсры утапливаются перед сбросом пластины пнввмоццливдром 29.
С целью повышения точности резки пластин на неповоротных ножницах предусмотрено коррек- ирующее устройство, выпопненное в виде датчика 30, реагирующего на прохождение над ним края полосы и электрически связанного с шаговым электрогидроприводом 14. Датчик 30 установлен на ползуне 31. Аналогичный датчик 3 2 распеложен на верхнем ползуне 33, направля сяш{е34 ; которого могу т подниматься пневмоцилиндром j 35. Другой вариант предусматривает выполне- ; ние корректирующих устройств в видесамоустянавливающихся поворотных упоров 36 и 3 7, установленных на нижнем и верхнем nofi-) зунах (верхний упор 37 показан на фиг. 2 условно). Третий вариант предпола-гает совместное применение в корректирующих устройствах упоров 36 и 37 и дат.чиков 30,32.
Неповоротные ножницы снабжены также .магнитными плитами 38 для фиксации поло-сь перед натяжкой (при реверсе валковой подачи), продольным 39 и двумя боковыми магнитными роликами 40, служащими для улучшения условий ориентации полосы по упорам 36,37, и коробом 41, в котором накапливаются обрезки пластин, В линию включен также отклоняющий барабан 42.
Автоматическая линия работает следук щим образом,
Перед включением линии в работу гфоиэводятся следующие наладочные операции, С помощью тележки рулон устанавливается на разматывающее устройство. Конец полосы вводится через отклоняющий барабан в линию. По ширине полосы настраиваются боковые упоры валковой подачи (на фиг. 2 условнопсжазано также положение упоров при резкеузкой полосы). Неповоротные н(эжницы перемешаются по направляющим относительно поворотных ножниц и устанавливаются в соотв тствии с требуемой длиной пластины, а корректирующее устройство перемещается относительно линии реза неповоротных ножниц и настраивается на.величину уса. В систему управления вводятся данные о раэмерах и форме пластины,
, После указанных операций поворотные ножницы поворачиваются на угол скоса первой пластины, полоса вводится в эти ножницы и обрезается ее передш1Й край. Упоры механизмов сброса в наладочном режиме устанавливаются в одно из крайних положений, соответствующее направленшо сброса первой пластины.
На этом подготовка линии к работе закакчнэается, и ежа включается в автоматический режим.
Валковая подача отрабатывает заданный размер пластины, а поворотные нолсницы новорачиваются на требуемый угол скоса.
Затем эдновременно на обоих ножницах производится отрезка гшастнны и уса. Перемещаясь из одного крайнего положения в другое, упоры сбрасывакТ пластину на стол, и .занимают исходное положение для сброса следующей пластины в противоположную сторону. Во время сброса отрезанной пластины начинается отработка рпзмера следующей пластины и разворот поворотных ножниц. Упоры выполнены со скосом (фиг. 1) .таким образом, что они не препятствуют лодаче полосы во время сброса. Соответственно с целью совмещения движений увян аана работа механизмов сброса и привода поворота ножниц,
При резке прямоугольных пластин noBtv рот ножниц не требуется. Сброс пластий осуществляется через вьтеты ножниц.
Обрезка уса нужна только на одном крае пластины. Для пластин, имеющих одинаковый угол скоса с двух сторон, эт% операцию.
можно выполнять неповоротными НОЖНИЦ&MII. же пластина несимметрична, требуется обрезка уса со стороны повс отных ножниц. В этом случае после отрезки пластины ее крб1Й захватывйется магнитом, и она ползуном подается вперед на размер Л (фиг. 2); на этот же размер полоса отводится назад валковой подачей. Поворотные ножницы разворачиваются в перпендикулярное к оси линии положение и , отрезается сразу на двух пластинах. Другие ножницы в работу не вклкнаютЧ. ся.
Если валкЪвая подача не удовлетворяет Требуемой точности резки пластин, в работу вводится корректирующее, устройство. Ког да корректирующее устройство выполнено в виде датчика, цикл резки пластины остается без изменений. Отличается лишь работа системы управления приводом валк{ вой подачи; до момента пересечения датчи- ка она работает без отсчета размера, а затем отрабатывается размер, равный расстоянию от датчика до точки остановки полосы.
Если корректирующее устройство выполнено в виде упора, процесс подачи осуществляется следующим образом. Валковая подача отрабатывает размер пластины с некоторым превышением, которое зврДЙГся в систему управления заранее и равняется максимальной возможной погрешности подачи. Край полосы направляется в упор на нижнем ползуне. Так как этот упор имеет возможность поворота в горизонтальной плоскости, происходит самоориентация торца полосы по этому упору и одному из боковых упоров, а на полосе образуется вал на, величина которой равна превышению
отработан 1ого размера над заданным (заданный размер равен расстоянию от упора до поворотных ножниц). Включаются магниты, фиксирующие край полосы, и реверсируется валковая подача. Волна выбирает ся, и: включаются -. все ножницы. Магниты отключаются, боковые упоры опускаются, и пластина сбрасывается с линии.
Такой же цикл имеет мебто и при выполнении корректирующего устройства в виде самоустанавливающегося упора с дат«« чиком. Различие в том, что отсчет размера начинается во время прохождения полосы над датчиком.
Если требуется поочередная резка пластин различной длины, в работу включается верхнее корректирующее устройство, которое опускается пневмоцилиндром при подаче более короткой пластины и поднимается при подаче следующей. При работе без коррект№рующих устройств в этом случае изменяется лишь программа работы вапковой подачи, которая поочередно отрабатывает размеры короткой и длинной пластин.
Формула изобретения
1. Автоматическая линия поперечного ;раскроя рулона на прямоугольные и косоугольные пластины с о&резкой уса, включающая разматывающее устройство, механизм валковой подачи, поворотные и неповоротные гильотинные ножницы, устройство :сброса пластин, столы, для их приема и стагпелирования, отличающаяся тем, что, с целью повышения производктельности и уменьшения габаритов, механизм валковой подачи и поворотные ножницы снабжены .щаговьам электрогидроприводом,
неповоротные ножяищл выпапнены с возмож.ностью перемещения по оси линии, а устройство сброса пластин, расположенное между ножницами, выполнено в виде двух механизмов, один из которых устаноЕлен на непово«
ротных ножницах, а второй - стационарно У поворотных ножниц.
2. Автоматическая линия по п. 1, о т личающаяся тем, что, с целью обеспечения обрезки уса на несимметричных косоугольных пластинах, предусмотрен механизм продольного перемещения отрезанной пластины, выполненный в виде расположенного перед поворотными ножницами портала, несущего консоль, на которой установлен -ползун с захватом.
3. Автоматическая линия по п. т - личающаяся тем, что, с целью ориентации и фиксации полосы по оси ли7512870g
НИИ, a также йадежностн и точности резки,ми магнитными роликами, а также корректинеповоротные ножницы снабжены регулиру-рующим устройством в виде датчиков и
емыми упорами, продольными и поперечны-самоустанавлинающегося упора.
Фиг. 3
/(-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия поперечного раскроя рулона | 1983 |
|
SU1184626A1 |
| Линия поперечного раскроя рулонного материала на пластины | 1983 |
|
SU1118493A1 |
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ РАСКРОЯ ПЛАСТИН МАГНИТОПРОВОДОВ | 1970 |
|
SU265669A1 |
| Автоматическая линия резки рулонного материала | 1985 |
|
SU1360921A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Автоматическая линия поперечной резки рулонного материала | 1980 |
|
SU998020A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Автоматическая линия для изготовления косоугольных пластин магнитопроводов | 1980 |
|
SU955382A1 |