Изобретение относится к области литейного производства, а именно к устройствам, предназначенным для простановки стержней в литейную форму [B22C 7/04, B22C 9/10, B22C 17/04, B22C 21/04, B22D 17/22, B22D 47/00, B22D 47/02].
Из уровня техники известен СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА [RU2725927 C2, опубл.: 07.07.2020], заключающийся в том, что стержни устанавливают в сборочном кондукторе, посредством простановочного кондуктора стержни захватывают, фиксируют, перемещают и устанавливают в литейную форму, отличающийся тем, что осуществляют установку стержней и/или групп стержней независимо друг от друга на ложементах, расположение базовых поверхностей которых в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы. Для перемещения стержней и/или групп стержней и их установки в литейную форму используют простановочный кондуктор, включающий нижнюю и верхнюю рамы, связанные между собой посредством гибких связей, и захваты, установленные на нижней раме. Установку стержней и/или групп стержней в литейную форму осуществляют независимо друг от друга, при этом захват и фиксацию каждого стержня и/или группы стержней осуществляют посредством, по меньшей мере, двух захватов, установленных на нижней раме с возможностью регулировки их положения в вертикальном и горизонтальном направлениях, а также угла наклона, при этом захват и фиксацию стержней и/или групп стержней осуществляют путем размещения захватов в пазах, образованных в знаковых частях стержней и/или на их поверхностях, не являющихся формообразующими для отливки.
Система для простановки стержней в литейную форму, содержащая сборочный кондуктор и простановочный кондуктор, сборочный кондуктор включает корпус с устройствами для точного ориентирования сопряжения с простановочным кондуктором, простановочный кондуктор включает корпус с захватами и устройствами для точного ориентирования сопряжения со сборочным кондуктором и литейной формой, характеризующаяся тем, что сборочный кондуктор имеет ложементы для независимой установки стержней и/или групп стержней, причем расположение базовых поверхностей ложементов в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы, корпус простановочного кондуктора выполнен в виде связанных гибкими связями верхней и нижней рам, при этом каждый захват установлен на нижней раме с возможностью регулировки положения захвата в вертикальном и горизонтальном направлениях, а также угла его наклона. Ложементы установлены на опорах, закрепленных на корпусе сборочного кондуктора. Гибкие связи между верхней и нижней рамами простановочного кондуктора представляют собой гибкие стержни с ограничителями. Верхняя рама имеет устройства для центрирования положения на верхней каретке стержнеукладчика.
Недостатком аналога является то, что он не обеспечивает точность позиционирования простановочных кондукторов на сборочном кондукторе и в литейной форме. Позиционирование простановочных кондукторов на сборочном кондукторе и в литейной форме осуществляется втулочно-штыревой системой. На простановочных кондукторах устанавливаются штыри с заходными конусами, а на сборочном кондукторе и в литейной форме устанавливаются направляющие втулки. Такая система требует высокой точности всех элементов и высокой точности механизма перемещения кондукторов (простановщика автоматизированной линии) и конвейера литейных форм. Так как достичь требуемой точности на всех элементах невозможно, зазор в соединении втулка-штырь делают значительным для обеспечения работоспособности линии.
Наиболее близкой по технической сущности является МОДЕЛЬНАЯ ПЛИТА [SU1178530 (A1), опубл.: 15.09.1985], содержащая модель, плиту и центрирующие штыри, отличающаяся тем, что с целью увеличения эксплуатационной надежности, она снабжена расположенной снизу дополнительной плитой, упорами, попарно и соосно закрепленными по периферии на обращенных друг к другу поверхностях плит, упругими и высокотвердыми прокладками, попарно и соосно установленными на указанных поверхностях плит, шарами, свободно размещенными между прокладками и ограничителями горизонтального перемещения шаров.
Основной технической проблемой прототипа является низкая точность позиционирования головной части модельной плиты с опокой, обусловленная тем, что в данной конструкции подвижной является и головная часть и опока, что затрудняет из взаимное позиционирование, при этом позиционирование головной части относительно основания осуществляется вручную, что требует дополнительных усилий как со стороны необходимости применения силы для перемещении модельной плиты, так и сосредоточения при их взаимном позиционировании, что в итоге приводит к снижению точности позиционирования, а это в свою очередь приводит к возникновению в месте контакта силы трения, препятствующей вхождению штырей во втулки, при этом чем больше отклонение от соосности штырь-втулка, тем большее усилие сопротивления и вероятность заклинивания. Возникновение указанных проблем приводит к снижению точности отливок и надежности кондуктора в целом.
Задачей изобретения является устранение недостатков прототипа
Технический результат изобретения заключается в обеспечении возможности точности позиционирования и ориентирования простановочного кондуктора со сборочным кондуктором и стержней в литейную форму, размещенную на ложементах сборочного кондуктора.
Указанный технический результат достигается за счет того, что способ простановки стержней в литейную форму, включающий размещение стержней на сборочном кондукторе, захват, фиксацию, перемещение и установку стержней в литейную форму посредством простановочного кондуктора, отличающийся тем, что простановочный кондуктор выполнен в виде нижней рамы со взаимодействующими со сборочным кондуктором элементами для их соединения и верхней рамы стыковки с перегрузчиком, связанных управляемыми скользящими центрирующими узлами.
В частности, центрирующий узел выполнен в виде шариковой опоры, размещенной между фланцами, смонтированными к раме простановочного кондуктора и раме стыковки с перегрузчиком с возможностью перемещения упомянутых рам в горизонтальной плоскости при фиксированном положении в вертикальной плоскости, при этом фиксация шариковой опоры в горизонтальной плоскости осуществляется приводами.
В частности, приводы выполнены в виде пневмоцилиндров.
Краткое описание чертежей.
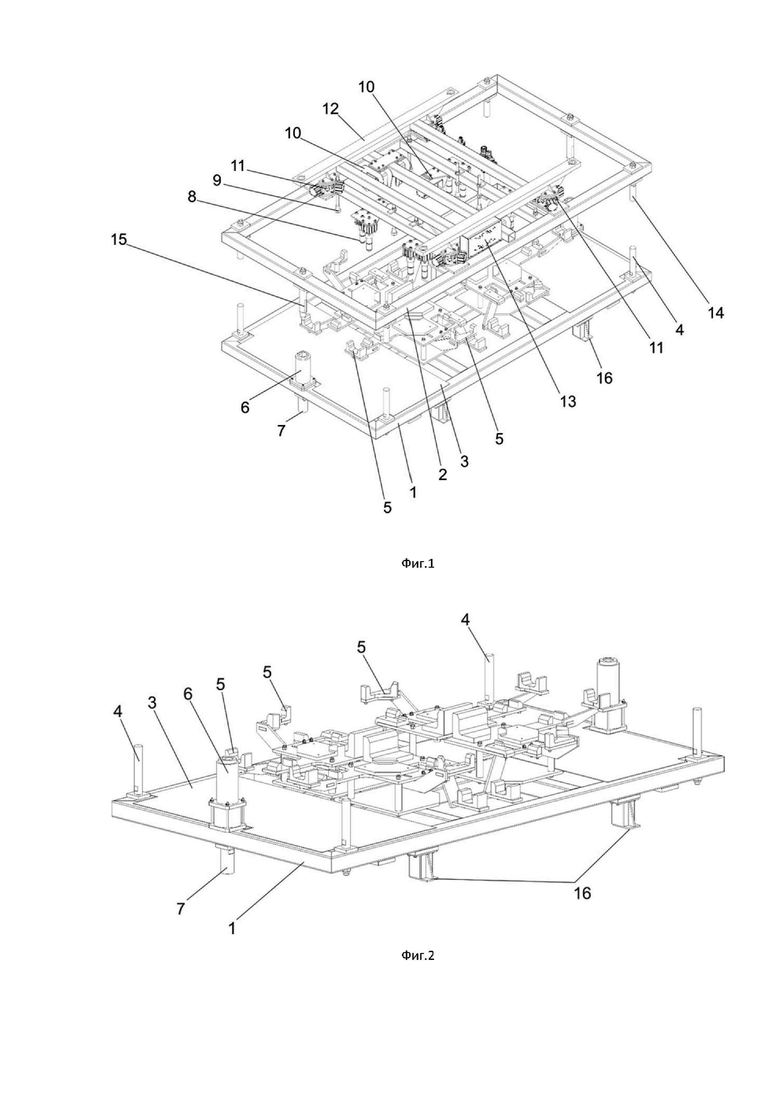
На фиг. 1 показан общий вид кондуктора рамы.
На фиг. 2 показан общий вид кондуктора рамы сборочного.
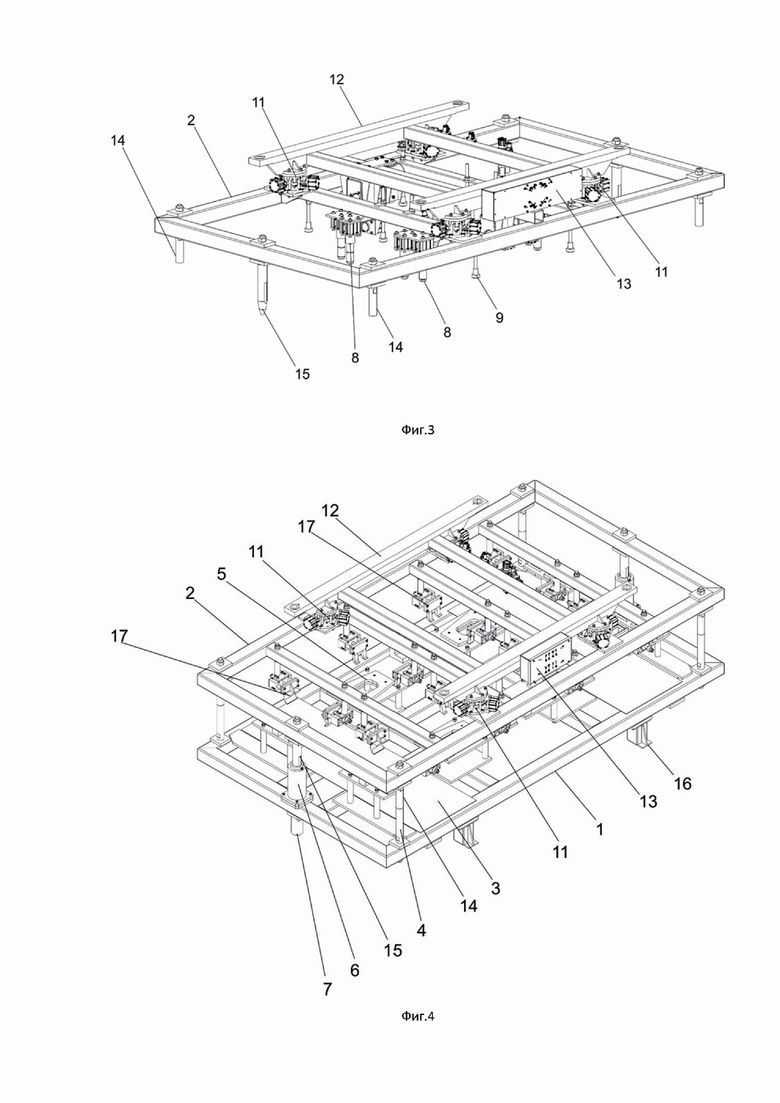
На фиг. 3 показан общий вид кондуктора рамы простановочного.
На фиг. 4 показан общий вид кондуктора балки.
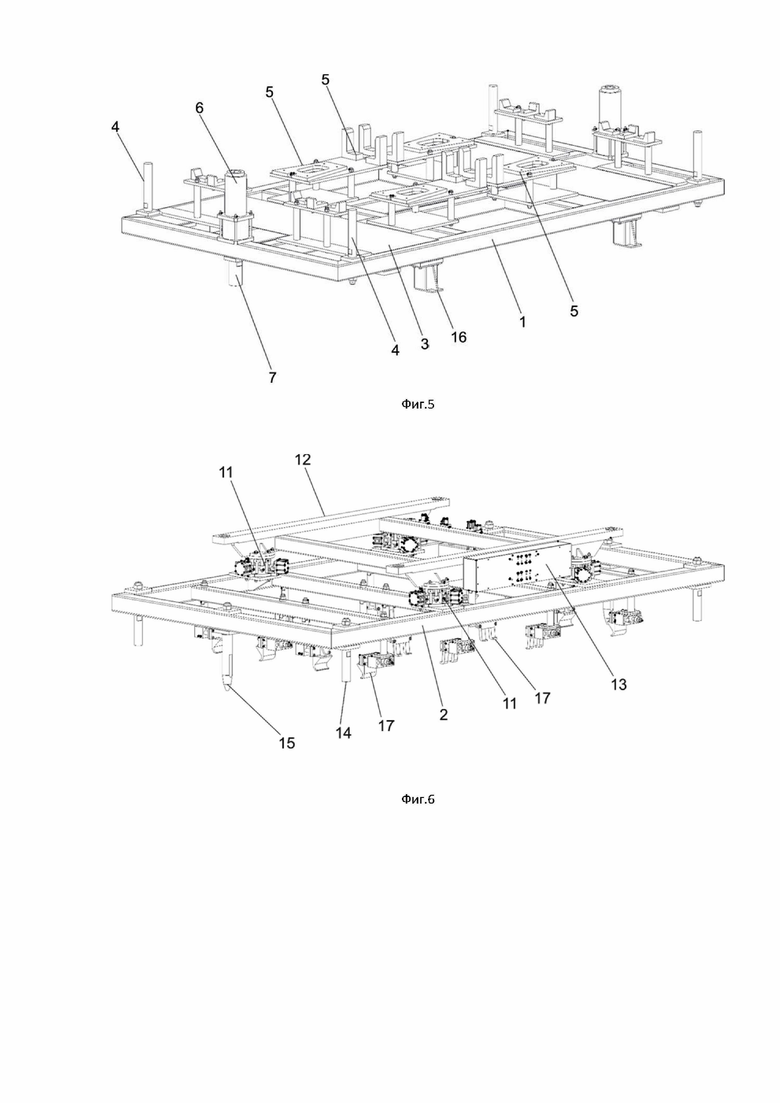
На фиг. 5 показан общий вид кондуктора балки сборочного.
На фиг. 6 показан общий вид кондуктора балки простановочного.
На фиг. 7 показан общий вид центрирующего узла.
На фиг. 8 показан вид сверху центрирующего узла.
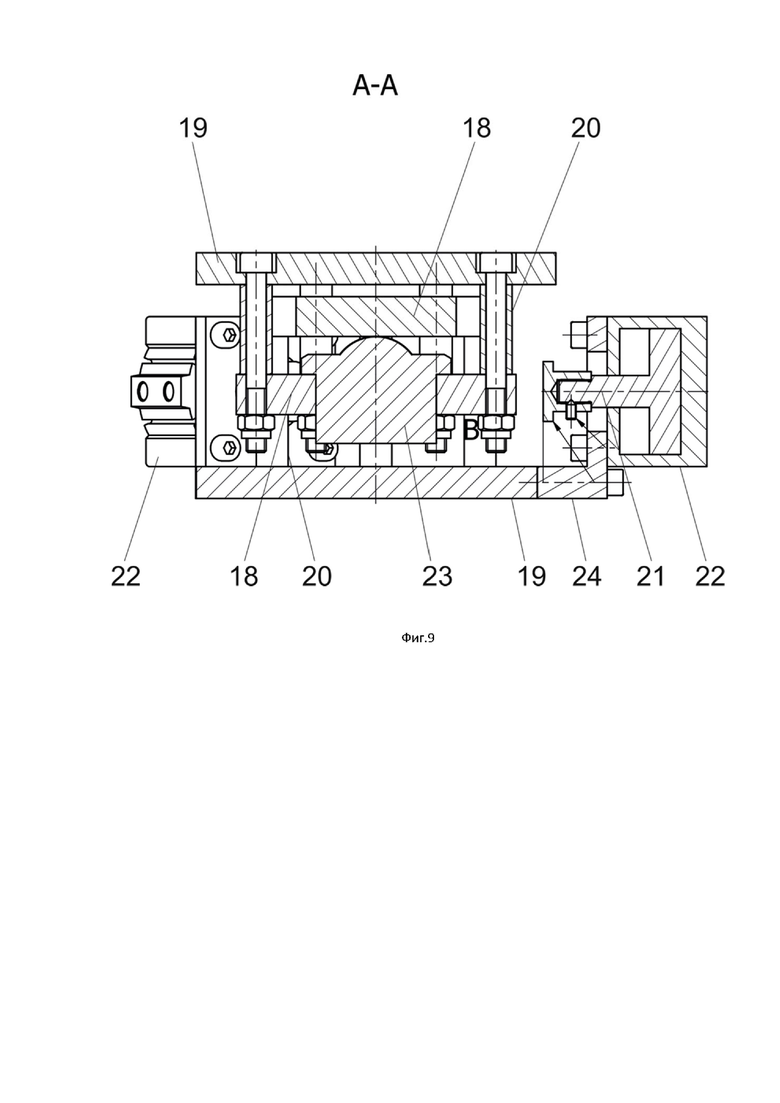
На фиг. 9 показан вид сбоку в разрезе центрирующего узла.
На фигурах обозначено: 1 - сборочный кондуктор, 2 - простановочный кондуктор, 3 - настил, 4 - опора кондуктора сборочного, 5 - ложементы, 6 - втулка стыковки с кондуктором простановочным, 7 - втулка стыковки с тележкой простановщика, 8 - разжимные захваты, 9 - упоры, 10 - клещевой зажим, 11 - центрирующие узлы, 12 - рама стыковки с перегрузчиком, 13 - щит индикации приводов, 14 - опора кондуктора простановочного, 15 - палец, 16 - опоры, 17 - захваты, 18 - крестовины, 19 - фланцы, 20 - втулки, 21 - штоки пневмоцилиндров, 22 - пневмоцилиндры, 23 - шариковая опора, 24 - кронштейны.
Осуществление изобретения.
Кондукторы входят в состав модельно-стержневого комплекта в массовом производстве сложных отливок (например, блоков цилиндров автомобильного двигателя), внутренняя полость которых оформляется стержнями, собранными (склеенными) из большого числа отдельно изготовляемых частей.
В качестве примеров реализации на фиг. 1, 4 показаны кондукторы для отливки рамы (см. Фиг. 1) и для отливки балок (см. Фиг. 4).
Кондуктор содержит сборочный кондуктор 1 (см. Фиг. 2, 5) и простановочный кондуктор 2 (см. Фиг. 3, 6). Каждый из упомянутых кондукторов 1, 2 включает в себя прямоугольную раму (на фигурах не показана), выполненную из прямоугольного в поперечном сечении металлического профиля.
Сборочный кондуктор 1 включает в себя устройства для точного ориентирования и сопряжения с простановочным кондуктором 2 и снабжен ложементами 5 для установки стержней, причем расположение базовых поверхностей ложементов 5 в сборочном кондукторе 1 соответствует расположению знаковых поверхностей литейной формы для отливок деталей (на фигурах не показаны), при этом функционально связанные стержни, образующие единый функциональный объем, устанавливаются в контакте взаимодействующих поверхностей.
На раме простановочного кондуктора 2 на центрирующих узлах 11 смонтирована рама стыковки с перегрузчиком 12. Новым в настоящем техническом решении является то, что рама стыковки с перегрузчиком 12 смонтирована на раме простановочного кондуктора 2 на центрирующих узлах 11, предназначенных для точной простановки стержней в литейную форму при совмещении сборочного 1 и простановочного 2 кондукторов.
Центрирующий узел 11 (см. Фиг. 7-9) представляет собой пару расположенных в параллельных плоскостях напротив друг друга фланцев 19, предназначенных для размещения между ними подвижно относительно друг друга в продольной плоскости параллельно расположенных пары крестовин 18. Верхняя крестовина 18 соединена с нижним фланцем 19, а нижняя крестовина 18 соединена с верхним фланцем 19 с помощью втулок 20, при этом втулки 20, соединяющие верхнюю крестовину 18 с нижним фланцем 19 расположены в вырезах нижней крестовины 18, а втулки 20, соединяющие нижнюю крестовину 18 с верхним фланцем 19, расположены в вырезах верхней крестовины 18. Размеры упомянутых вырезов (на фигурах не показаны) выполнены с возможностью перемещения в них втулок 20.
Верхняя крестовина 18 опирается своей поверхностью на шариковую опору 23, смонтированную по центру нижней крестовины 18.
Сбоку к нижнему фланцу 19 с помощью кронштейнов 24 смонтированы пневмоцилиндры 22, штоки 21 которых выполнены с возможностью взаимодействия с боковой поверхностью нижней крестовины 18. Оси пневмоцилиндров 22, совмещенные с продольными осями штоков пневмоцилиндров 21, смещены относительно друг друга под углом 120° с возможностью обеспечения движения верхней части центрирующего узла 11 относительно его нижней части по шариковой опоре 23.
Центрирующие узлы 11 нижними фланцами 19 смонтированы по периметру сверху рамы простановочного кондуктора 2, а к их верхним фланцам 19 смонтирована рама стыковки с перегрузчиком 12.
На раме стыковки с перегрузчиком 12 простановочного кондуктора 2 смонтированы захваты, зажимы и устройства для точного ориентирования и сопряжения со сборочным кондуктором 1 и литейной формой.
В качестве захватов и зажимов в различных вариантах реализации могут использовать разжимные захваты 8 (см. Фиг. 1, 3), и/или клещевые зажимы 10 (см. Фиг. 1), и/или захваты 17 (см. Фиг .4, 6), базирующиеся в вертикальной плоскости по базовым поверхностям стержня.
Кроме этого, для ориентирования и сопряжения по крайней мере по двум противоположным сторонам рамы сборочного кондуктора 1 по центру вертикально вверх смонтированы втулки стыковки с кондуктором простановочным 6, а с противоположной стороны на раме простановочного кондуктора 2 смонтированы пальцы 15, выполненные в виде цилиндрических стержней с концы которых выполнены коническими с возможностью взаимодействия с отверстием упомянутой втулки стыковки 6.
По периметру рамы сборочного кондуктора 1 вертикально вверх смонтированы опоры кондуктора сборочного 4, выполненные в виде цилиндрических полых трубок или стержней. Симметрично упомянутым опорам 4 по периметру рамы простановочного кондуктора 2 вертикально вниз смонтированы опоры кондуктора простановочного 14, выполненные также в виде цилиндрических полых втулок или стержней. Упомянутые опоры 4, 14 выполнены с возможностью взаимодействия друг с другом торцами при соединении сборочного 1 и простановочного 2 кондукторов.
На раме сборочного кондуктора 1 снизу смонтированы втулки стыковки с тележкой простановщика 7 и площадные опоры 16.
Кроме того, для опоры простановочного кондуктора 2 в простановочном кондукторе 2, напротив расположения базовых поверхностей ложементов 5, соответствующих расположению знаковых поверхностей литейной формы для отливок деталей, смонтированы вертикально вниз упоры 9, которые опираются своими торцами на упомянутые ложементы 5.
На раме стыковки с перегрузчиком 12 смонтирован щит индикации приводов 13.
Кондуктор работает следующим образом.
Стержни и/или группы стержней устанавливают на сборочном кондукторе 1 независимо друг от друга на ложементах 5. Кондуктор переводят в транспортное положение, совмещая простановочный кондуктор 2 со стыковочным кондуктором, пневмоцилиндры 22 центрирующих узлов 11 включены для соосной фиксации верхнего и нижнего фланцев 19. Работа узлов центрирования 11 заключается в точном позиционировании и ориентировании кондуктора простановочного 2 и рамы стыковки с перегрузчиком 12 за счет скользящего с помощью шариковой опоры 23 соединения, позволяющие верхнему и нижнему фланцам 19 перемещаться в горизонтальной плоскости в пределах круга диаметром 25 мм.
В положении, когда простановочный кондуктор 2 находится над сборочным кондуктором 1 на расстоянии по вертикали, при котором конус пальца 15 простановочного кондуктора 2 начинает входить во втулку стыковки с кондуктором простановочным 6 выключают пневмоцилиндры 22 центрирующих узлов 11 и упомянутые узлы 11 переходят в состояние самоустановки при дальнейшем сближении пальца 15 простановочного кондуктора 2 и втулки стыковки с кондуктором простановочным 6. При отключении пневмоцилиндров 22 шариковые опоры 23 позволяют перемещаться раме стыковки с перегрузчиком 12 и сборочного кондуктора 1 без возникновения боковой составляющей силы, вызванной отклонением тяг, и с более низким значением боковой составляющей силы, вызванной силами трения в сопряжениях подвижных частей.
После окончательной установки кондуктора простановочного 2 на сборочном кондукторе 1 с помощью разжимных захваты 8, и/или клещевых зажимы 10 и/или захватов 17 захватывают стержни из сборочного кондуктора 1, фиксируют, перемещают и устанавливают их в литейную форму.
Отстыковку сборочного 1 и простановочного 2 кондукторов осуществляют в обратной последовательности.
За счет управляемых центрирующих узлов 11 простановочного кондуктора 2, обеспечивающих точное позиционирование и ориентирование простановочного кондуктора 2 со сборочным кондуктором 1 и, соответственно, стержней в литейную форму, размещенную на ложементах 5 сборочного кондуктора 1 и тем самым, обеспечивается повышение точности и снижение дефектов отливок, исключается разрушение литейной формы и взаимодействующих элементов упомянутых кондукторов 1 и 2, что в свою очередь влияет на надежность кондуктора в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 1973 |
|
SU383515A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Кондуктор | 1976 |
|
SU582884A1 |
| Кондуктор для захвата, транспортировки и простановки стержней в форму | 1988 |
|
SU1611552A1 |
| Сборочный кондуктор | 1980 |
|
SU876264A1 |
| Устройство для сборки форм и простановки стержней | 1973 |
|
SU466947A1 |


Изобретение относится к области литейного производства. Способ простановки стержней в литейную форму включает размещение стержней на сборочном кондукторе, захват, фиксацию, перемещение и установку стержней в литейную форму. Простановку стержней в литейную форму осуществляют посредством совмещения простановочного кондуктора, содержащего связанные верхнюю и нижнюю рамы, со сборочным кондуктором. Верхняя и нижняя рамы простановочного кондуктора связаны по периметру управляемыми скользящими центрирующими узлами, содержащими верхний и нижний фланцы, пару крестовин между ними, втулки и шариковую опору, установленную в центре нижней крестовины. Принудительное смещение верхней части центрирующего узла относительно его нижней части по шариковой опоре осуществляют посредством пневмоцилиндров, смонтированных к нижнему фланцу с обеспечением взаимодействия штоков пневмоцилиндров с боковой поверхностью нижней крестовины. Обеспечивается точное позиционирование и ориентирование простановочного кондуктора со сборочным кондуктором и точная простановка стержней в литейную форму. 1 з.п. ф-лы, 9 ил.
1. Способ простановки стержней в литейную форму, включающий размещение стержней на сборочном кондукторе, захват, фиксацию, перемещение и установку стержней в литейную форму, при этом простановку стержней в литейную форму осуществляют посредством совмещения простановочного кондуктора, содержащего связанные верхнюю и нижнюю рамы, со сборочным кондуктором, отличающийся тем, что верхнюю и нижнюю рамы простановочного кондуктора связывают посредством управляемых скользящих центрирующих узлов, которые устанавливают по периметру упомянутых рам, при этом нижние фланцы скользящих центрирующих узлов устанавливают на нижней раме, а верхние – на верхней раме, между верхними и нижними фланцами размещают пару крестовин, верхняя из которых соединена с нижним фланцем, а нижняя – с верхним фланцем посредством втулок, верхнюю крестовину опирают поверхностью на шариковую опору, смонтированную по центру нижней крестовины, причем втулки, соединяющие верхнюю крестовину с нижним фланцем располагают в вырезах нижней крестовины, а втулки, соединяющие нижнюю крестовину с верхним фланцем, располагают в вырезах верхней крестовины, при этом упомянутые вырезы выполняют размерами, обеспечивающими перемещение в них втулок, при этом принудительное смещение верхней части центрирующего узла относительно его нижней части по шариковой опоре осуществляют посредством пневмоцилиндров, смонтированных к нижнему фланцу с обеспечением взаимодействия штоков пневмоцилиндров с боковой поверхностью нижней крестовины.
2. Способ по п. 1, отличающийся тем, что пневмоцилиндры монтируют к нижнему фланцу с обеспечением размещения осей их штоков относительно друг друга под углом 120°.
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 0 |
|
SU383515A1 |
| Кондуктор для захвата, транспортировки и простановки стержней в форму | 1988 |
|
SU1611552A1 |
| Способ получения основной яри-медянки | 1923 |
|
SU1857A1 |
| DE 19722599 A1, 03.12.1998 | |||
| JP 9276987 A, 28.10.1997 | |||
| JP 58107249 A, 25.06.1983 | |||
| Машина для изготовления вертикальных стопок безопочных форм | 1976 |
|
SU605528A3 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
