И:«)б|) относится к области изготовления дренажных полимерных труб, а именно к устано1(кам для изготовления гофрированных полимерных труб нерфоранией.
Цель изобретения 1овыи1ение качест- ва труб.
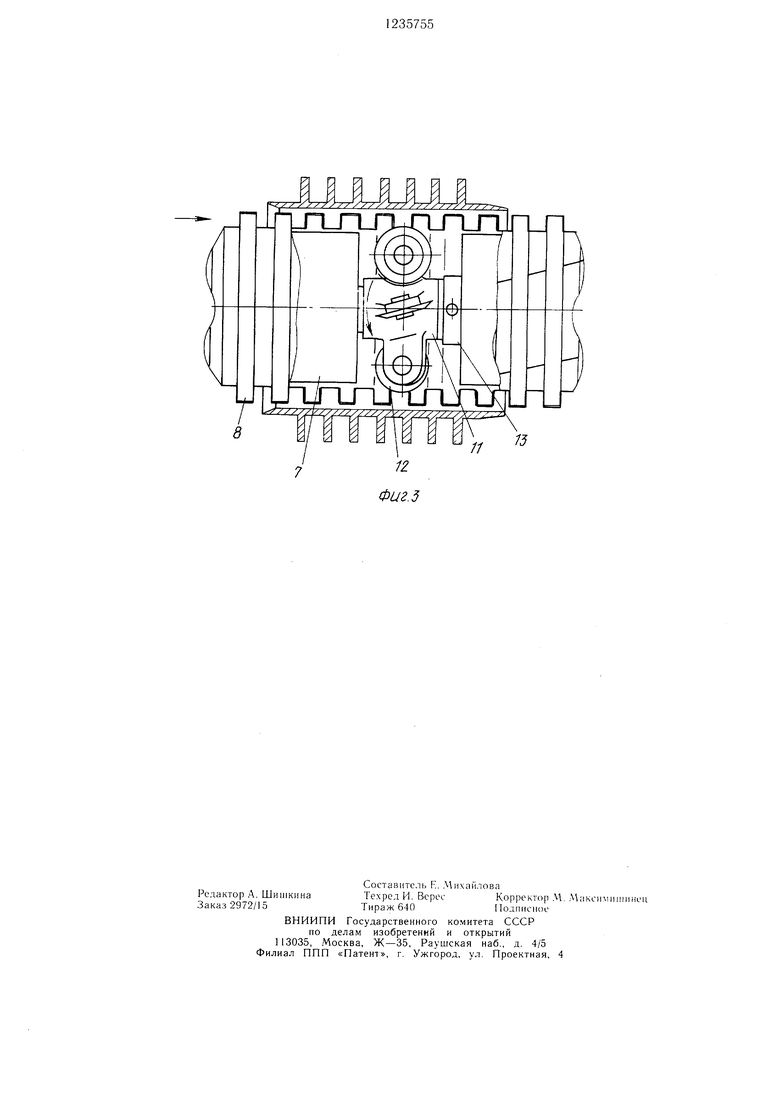
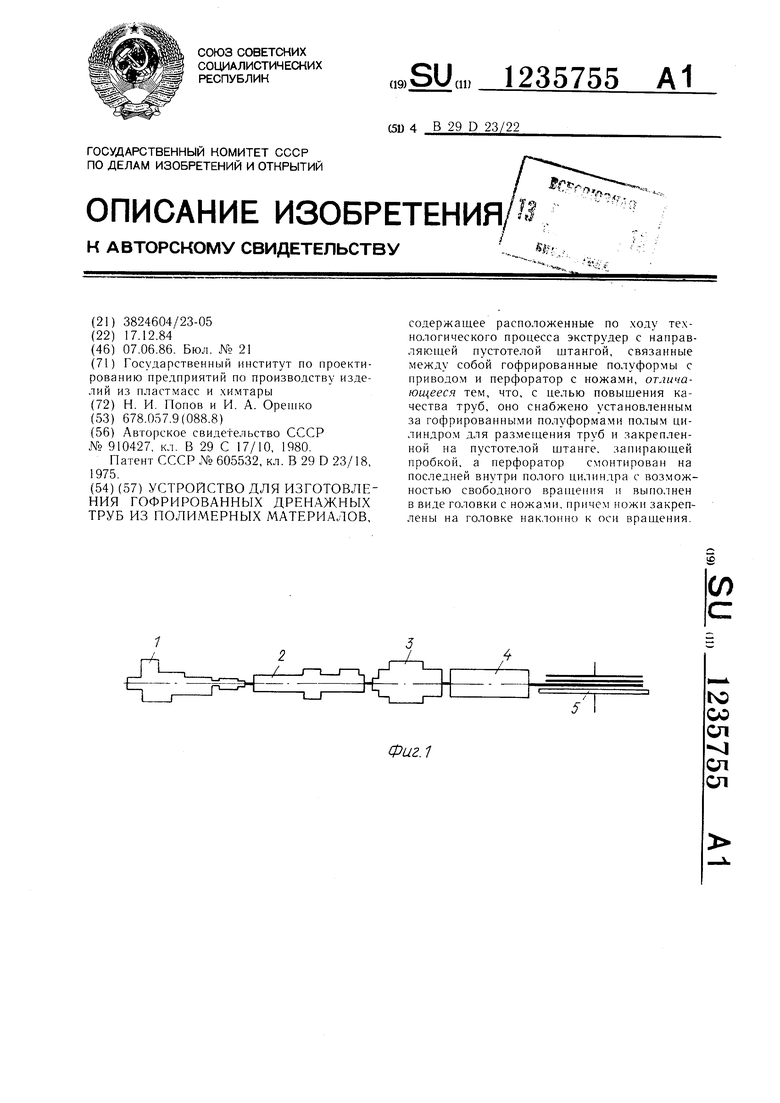
На фиг. 1 изображено устройство для изготовления дреиаж П)1х труб из нолимерны.х материалов; общий вид; на фиг. 2 - участок гофрирования и перфорирования, разрез; на фиг. 3 вариант исполнения режущей головки с дисковыми ножами.
Предлагаемое устройство содержит экс- трудер 1, гофратор 2, перфоратор 3, охлаждающее устройство 4 и устройство 5 для наматывания трубы в бухты.
Экструдер 1 снабжен нанравляюн1.ей пустотелой П1тангой 6 с занирающей пробкой 7 для предотвращения выхода воздуха из внутренней полости формуемой трубы 8. Гофратор 2 BKjnoMaeT пару бесконечных пе- пей с полуформами 9 для образования гофров на экструдируемой трубе. К гофрато- ру примыкает сооспый с ним полый ци,тиндр
10для охвата трубы, выходяп1,ей из гофра- тора с минимальным зазором.
Внутри цилиндра 10 непосредственно на запирающей пробке 7 устаповлен перфоратор 3, вы11рлнепнь)|й в виде свободпо вра- пхаюп1ейся па штанге 6 режущей головки
11с ножами или резпами 12, режущие кромки или плоскости которых расположены под уг. юм к оеи движения гофрированной трубы. Для нредотврапхепия продольного CMenie ния режущей головки 11 па штанге закрен- лепо упорное кольцо 13. Ножи или резцы
12установлеиы в головке с возможностью регулировапия 1;еличипы выступающей ре- жуп1,ей части.
Устройство работает следуюпи1м образом.
Экструдируемая труба 8 из экструдера 1 попадает в зопу гофратора 2 и охватывается с двух сторон матрпца.ми 9 для гофрирования. Гофры па трубе образуются посред- ством матрип 9 и сжатого воздуха, посту- паюнхего через полую пггангу и раздувающего трубу изнутри. При этом для запирания воздуха внутри полости гофрированной
0
5
о
0
5
трубы предназначена запираюпхая пробка 7. Zia.iee уже гофрированная труба, скользя по запирающей пробке 7, попадает в зону охлаждаемого цилиндра 10, охватывающего трубу. Режущая головка 1 1 с ножами 12 оказывается внутри трубы в зоне цилиндра 10, который является опорой для резания и образует, таким образом, вместе с режущей головкой перфоратор 3. При перемещении трубы но ходу ее движения внутренние гофры встречаются с выступающими ножами режущей головки 11. Поскольку режущая головка не может перемещаться вдоль оси вместе с трубой, так как упирается в упорное кольцо 13, она может только поворачиваться на щтанге, так как свободно насажена на нее..
Поворот этот начинает осунхествляться, как только внутренний гофр трубы встречается с ножом режущей головки, в силу того, что нож установлен под уг;1ом к оси трубы. Так как труба пере.мещается непрерыв но, то следующий гофр надрезается следующим ножом, а надрез получается на другом уровне. Таким образом, надрезы образуются на внутренних гофрах и располагаются по винтовой .линии, т. с. равномерно но внутренней поверхности трубы. Опорой для резапия нри этом является полый цилиндр 10, охватывающий 1-офрированпую грубу в зоне резания. При выходе трубы из зоны резапия она попадает в охлаждаюнхую ванну для окончательного ох.лаждения, а затем идет в камотку.
Как вариант исполнения нож или резец в ре.жущ.ей головке может быть заменен дисковым ножом (фиг. 3).
Нарезание щелей по винтовой линии и именно на внутренних гофрах более рацио- lia. ibHO, так как приводит к экономии фильтрующего материала в процессе эксплуатации дренажных труб.
Перфорация на внутренних гофрах обеспечивает и паиболее максима.льный облаем приема воды.
Поперечная прочность трубы нри использовании. .лагаемой установки пе уменьнш- ется, а сама конструкция бо.лее нроста по сравнению с известными.
..р,..,
I r ;-- - jy-jL-t zii:ib, Г, i jnj T-JllJri-rT n ril.
- 1 : г ,
J U 1П1йг1г :ппг
11
/J
Фиг. 5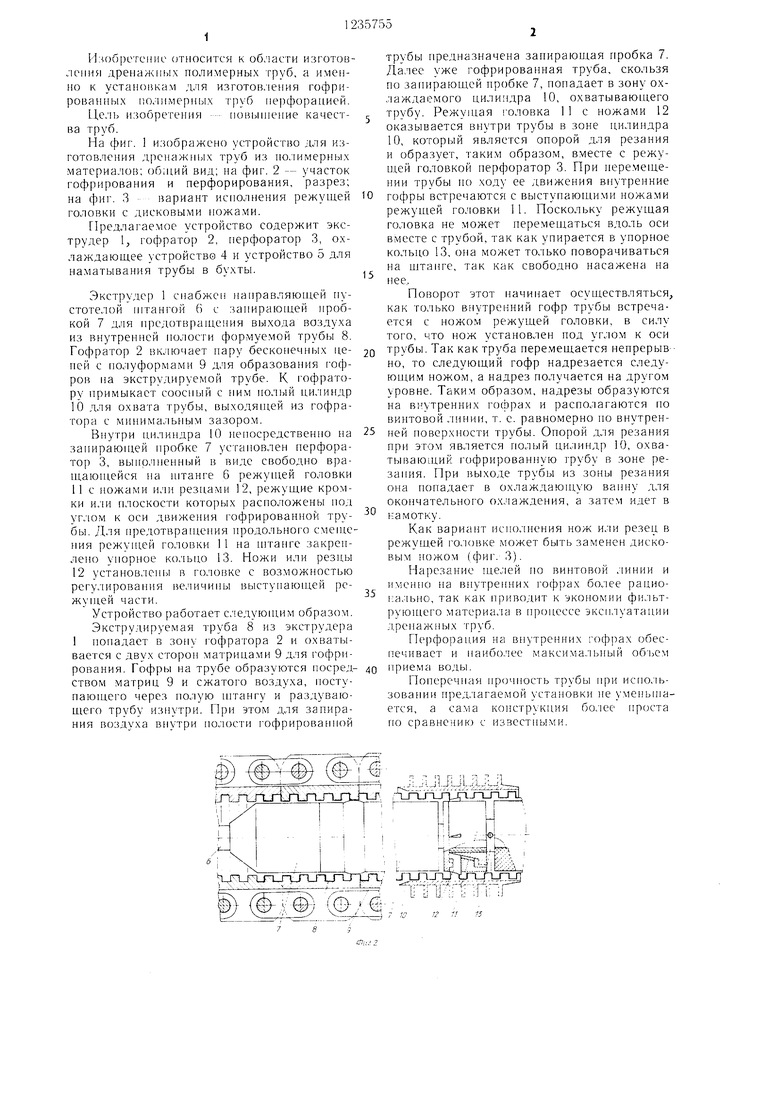
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных дренажных труб из полимерных материалов | 1985 |
|
SU1279840A1 |
| Установка для изготовления гофрированных перфорированных труб | 1980 |
|
SU910427A1 |
| Установка для изготовления гофрированных перфорированных труб | 1983 |
|
SU1171350A1 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1778011A1 |
| Комбинированный рабочий орган для обрезки и заделки пленочного покрытия | 1988 |
|
SU1561898A1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| Машина для товарной обработки зеленого лука | 1985 |
|
SU1284498A1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| Установка для изготовления гофрированных перфорированных труб | 1980 |
|
SU910427A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления гофрированных дренажных труб из полимерных материалов | 1975 |
|
SU605532A3 |
| Солесос | 1922 |
|
SU29A1 |
