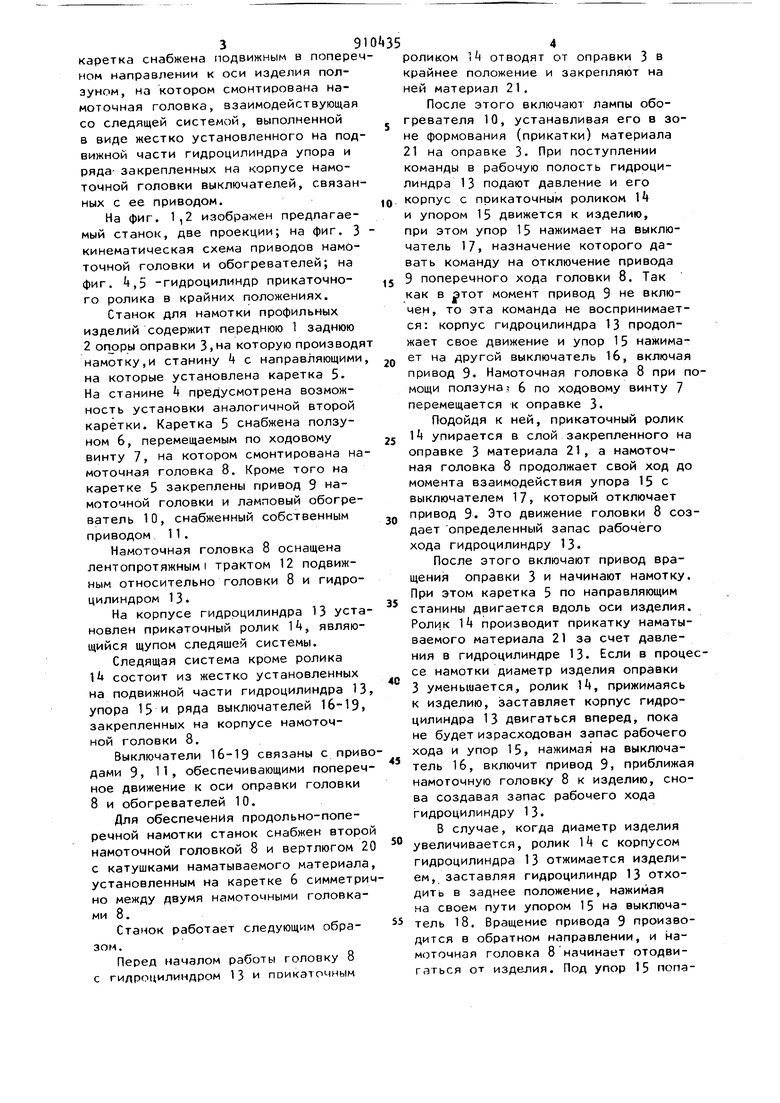
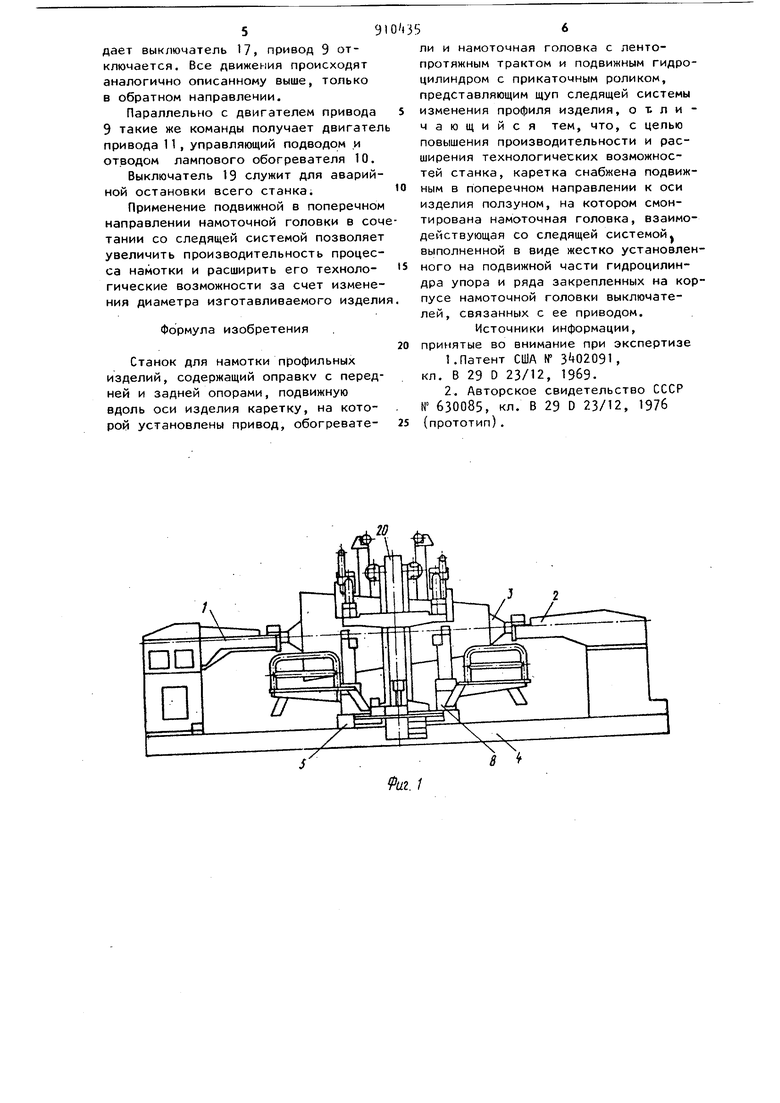
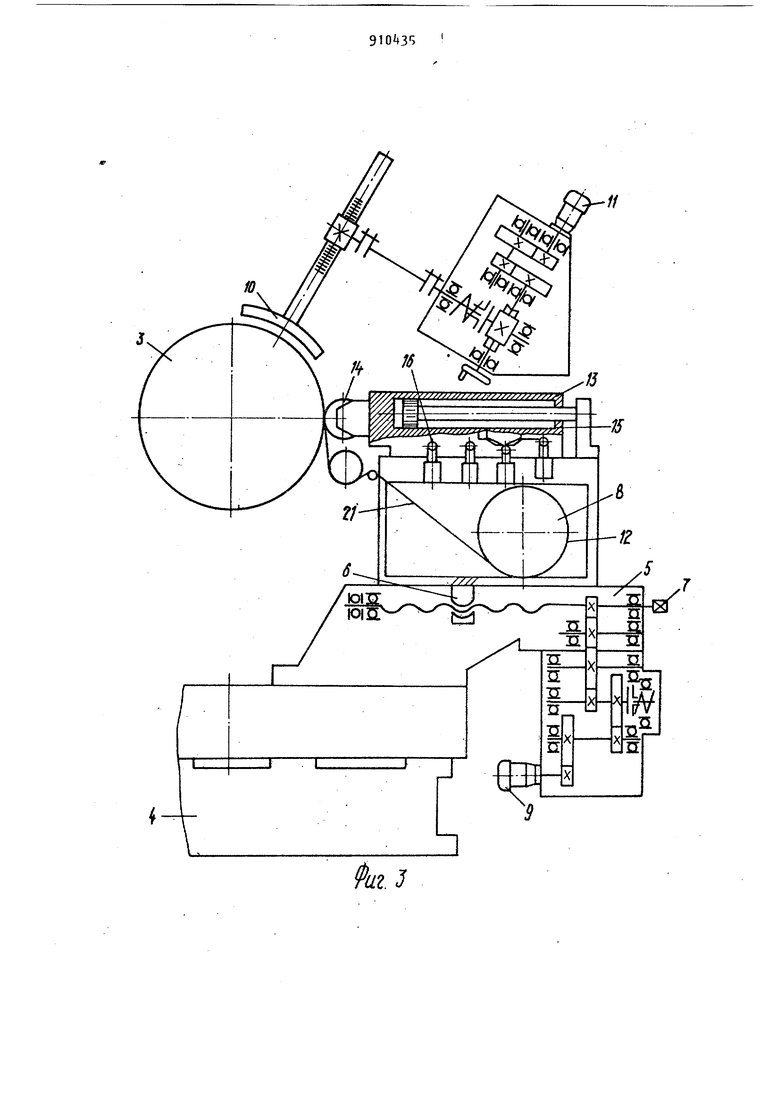
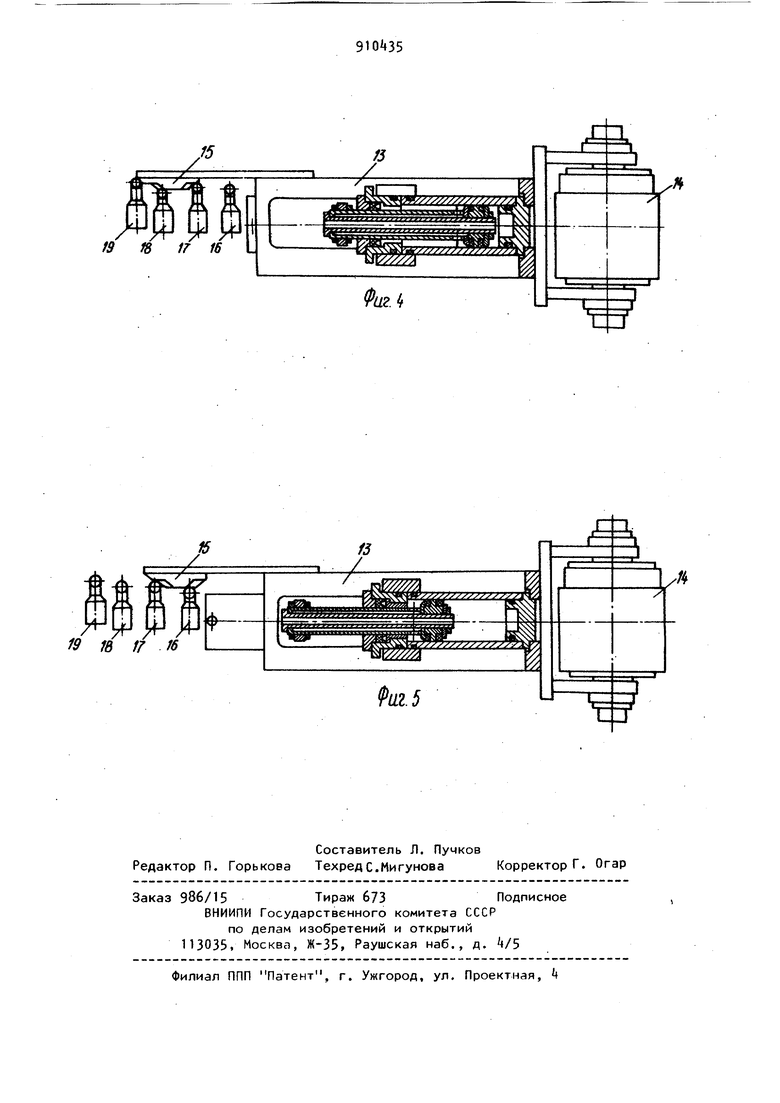
.Изобретение относится к области п реработки композиционных материалов методом намотки и может быть использовано в различных отраслях народног хозяйства при производстве профильных изделий. Известно устройство для намотки профильных изделий, содержащаее прижимной узел, установленный на подвиж ной опоре, закрепленной на каретке, совершающей поступательное перемещение вдоль оправки ГП. Однако применение данного устрой ства позволяет получить ограниченный тип изделий с невысокой степенью уплотнения наматываемого материала. Известен станок для намотки профильных изделий, содержащий оправку .с передней и задней опорами, подвижную вдоль оси изделия каретку, на которой установлены привод,обогреватели и намоточная головка с лентопротяжным трактом и подвижным гидроцилиндром с прокаточным роликом. представляющим щуп следящей системыизменения профиля изделия 2. Однако станок малопроизводителен и ограничен в своих технологических возможностях, так как позволяет изготавливать изделия одного размера. Последнее из рассмотренных технических решений наиболее близко к изобретению. Целью изобретения является повышение производительности и расширение технологических возможностей станка. Это достигается тем, что в станке для намотки профильных изделий, содержащем оправку с передней и задней опорами, подвижную вдоль оси изделия каретку, на которой установлены привод, обогреватели и намоточная головка с лентропротяжным трактом и подвижным гидроцилиндром с прикаточным роликом, представляющим щуп следящей системы изменения профиля изделия, согласно изобретению 39 каретка снабжена подвижным в попере ном направлении к оси изделия ползуном, на котором смонтирована намоточная головка, взаимодействующая со следящей системой, выполненной в виде жестко установленного на под вижной части гидроцилиндра упора и ряда- закрепленных на корпусе намоточной головки выключателей, связан ных с ее приводом. На фиг. 1,2 изобрамен предлагаемый станок, две проекции; на фиг. 3 кинематическая схема приводов намоточной головки и обогревателей; на фиг. ,5 -гидроцилиндр прикаточного ролика в крайних положениях. Станок для намотки профильных изделий содержит переднюю 1 заднюю 2 огюры оправки 3,на которую производя намотку,и станину k с направляющими на которые установлена каретка 5. На станине предусмотрена возможность установки аналогичной второй каретки. Каретка 5 снабжена ползуном 6, перемещаемым по ходовому винту 7, на котором смонтирована на моточная головка 8. Кроме того на каретке 5 закреплены привод 9 намоточной головки и ламповый обогреватель 10, снабженный собственным приводом 11. Намоточная головка 8 оснащена лентопротяжным трактом 12 подвижным относительно головки 8 и гидроцилиндром 13. На корпусе гидррцилиндра 13 уста новлен прикаточный ролик Tt, являющийся щупом следящей системы. Следящая система кроме ролика 1 состоит из жестко установленных на подвижной части гидроцилиндра 13 упора 15 и ряда выключателей 16-19, закрепленных на корпусе намоточной головки В. Выключатели 16-19 связаны с прив дами 9, 11, обеспечивающими попереч ное движение к оси оправки головки 8 и обогревателей 10. Для обеспечения продольно-поперечной намотки станок снабжен второ намоточной головкой 8 и вертлюгом 2 с катушками наматываемого материала установленным на каретке 6 симметри но между двумя намоточными головками 8. Станок работает следующим образом. Перед началом работы головку 8 с гидроцилиндром 13 и поикатомным роликом ОТВОДЯТ от оправки 3 в крайнее положение и закрепляют на ней материал 21. После этого включают лампы обогревателя 10, устанавливая его в зоне формования (прикатки) материала 21 на оправке 3. При поступлении команды в рабочую полость гидроцилиндра 13 подают давление и его корпус с прикаточным роликом I и упором 15 движется к изделию, при этом упор 15 нажимает на выключатель 17, назначение которого давать команду на отключение привода 9 поперечного хода головки 8. Так как в ртот момент привод 9 не включен, то эта команда не воспринимается: корпус гидроцилиндра 13 продолжает свое движение и упор 15 нажимает на другой выключатель 16, включая привод 9. Намоточная головка 8 при помощи ползуна 6 по ходовому винту 7 перемещается к оправке 3. Подойдя к ней, прикаточный ролик It упирается в слой закрепленного на оправке 3 материала 21, а намоточная головка 8 продолжает свой ход до момента взаимодействия упора 15 с выключателем 17, который отключает привод 9. Это движение головки 8 создает определенный запас рабочего хода гидроцилиндру 13. После этого включают привод вращения оправки 3 и начинают намотку. При этом каретка 5 по направляющим станины двигается вдоль оси изделия. Роли.к k производит прикатку наматываемого материала 21 за счет давления в гидроцилиндре 13. Если в процессе намотки диаметр изделия оправки 3 уменьшается, ролик 1, прижимаясь к изделию, заставляет корпус гидроцилиндра 13 двигаться вперед, пока не будет израсходован запас рабочего хода и упор 15, нажимая на выключатель 16, включит привод 9, приближая намоточную головку 8 к изделию, снова создавая запас рабочего хода гидроцилиндру 13. в случае, когда диаметр изделия увеличивается, ролик 14 с корпусом гидроцилиндра 13 отжимается изделием, заставляя гидроцилиндр 13 отходить в заднее положение, нажимая на своем пути упором 15 на выключатель 18. Вращение привода 9 производится в обратном направлении, и намоточная головка 8 начинает отодвигаться от изделия. Под упор 15 попадает выключатель 17, привод 9 отключается. Все движения происходят аналогично описанному выше, только в обратном направлении. Параллельно с двигателем привода 9 такие же команды получает двигател привода 11 , управляющий подводом и отводом лампового обогревателя 10 Выключатель 19 служит для аварийной остановки всего станка. Применение подвижной в поперечном направлении намоточной головки в соч тании со следящей системой позволяет увеличить производительность процесса намотки и расширить его технологические возможности за счет изменения диаметра изготавливаемого издели Формула изобретения Станок для намотки профильных изделий, содержащий оправку с передней и задней опорами, подвижную вдоль оси изделия каретку, на которой установлены привод, обогревате56ли и намоточная головка с лентопротяжным трактом и подвижным гидроЦилиндром с прикаточным роликом представляющим щуп следящей системы изменения профиля изделия, о г л и дающийся тем, что, с целью повышения производительности и расширения технологических возможностей станка, каретка снабжена подвижным в поперечном направлении к оси изделия ползуном, на котором смонтирована намоточная головка, взаимодействующая со следящей системой выполненной в виде жестко установленного на подвижной части гидроцилиндра упора и ряда закрепленных на корпусе намоточной головки выключателей, связанных с ее приводом. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3 102091 л. В 29 D 23/12, 1969. 2.Авторское свидетельство СССР 630085, кл. В 29 D 23/12, 1976 прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки нити | 1990 |
|
SU1756255A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| НАМОТОЧНЫЙ СТАНОК | 2012 |
|
RU2488541C1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| НАМОТОЧНЫЙ СТАНОК | 2013 |
|
RU2523840C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
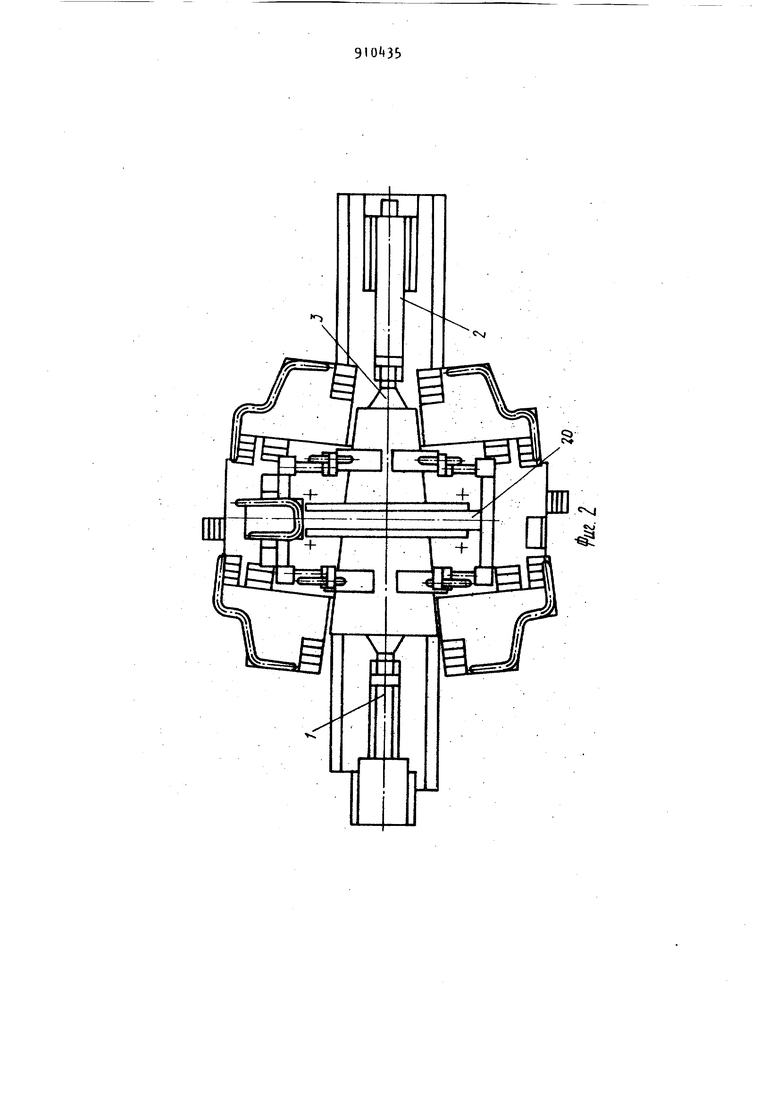
19 № 17 J6 Й/г.4 te t5 .5
