Изобретение относится к оборудованию для изготовления изделий из композиционных волокнистых материалов различной, в том числе конической, формы.
Известно намоточное устройство по а.с. №1058787 для намотки на оправку ленты из композиционных материалов, содержащее оправку, самоходную тележку с опорными на оправку роликами и установленными на ней бобинодержателем и прикаточным роликом. Удержание тележки на оправке в данном устройстве производится за счет магнитов, а опирание тележки в осевом направлении производится на наматываемый материал.
Данное устройство предназначено для геликоидной намотки и является узкоспециализированным. Оно не имеет возможности изменения положения прикатывающего ролика относительно наматываемого материала.
Известно также устройство по а.с. 861083, содержащее оправку, прикаточное приспособление с роликом и механизмы его перемещения вдоль оправки и перпендикулярно ей, лентопротяжный тракт. Оно касается прикаточного ролика, который выполнен изменяющим ширину по размеру канавок на оправке и в соответствии с шириной наматываемой ленты, и способа создания давления прижатия. Но положение прикаточного ролика в данном устройстве является жестко ориентированным, не допускающим возможности самоустановки его по наматываемому материалу, обеспечивающей максимальную приспосабливаемость к меняющимся условиям прикатки, что влечет за собой ухудшение ее качества.
Задачей изобретения является улучшение качества намотки композиционной ленты.
Это достигается за счет технического решения станка с прикаточным устройством, обеспечивающим практически постоянное и поддерживаемое в процессе намотки положение точки контакта с оправкой через наматываемую ленту края прикаточного ролика и поворота ролика относительно этой точки при изменении угла укладки ленты на поверхность оправки, что позволяет производить уплотнение наматываемого материала начиная непосредственно с кромки первого слоя ленты.
Существенным признаком, обеспечивающим достижение этой цели, является выполнение прикаточного устройства станка в виде двух шарнирно сочлененных С-образных скоб, одна из которых (внутренняя) охватывает установленный на ней свободно вращающийся обогреваемый ролик по образующей, а вторая (наружная) - в диаметральном направлении и установлена на суппорте станка с возможностью дополнительного корректирующего перемещения вдоль оси ролика (оправки).
Другим существенным признаком является то, что поворот первой скобы с роликом и корректирующее перемещение их совместно со второй скобой кинематически связаны между собой посредством конической и реечной зубчатых передач, а ось поворота первой скобы расположена на таком расстоянии от края прикаточного ролика, которое обеспечивает равномерную прикатку ленты по всей ширине.
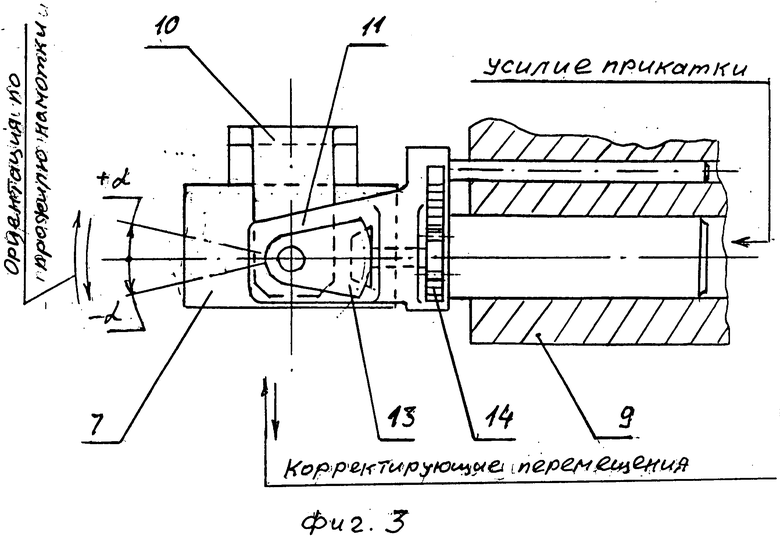
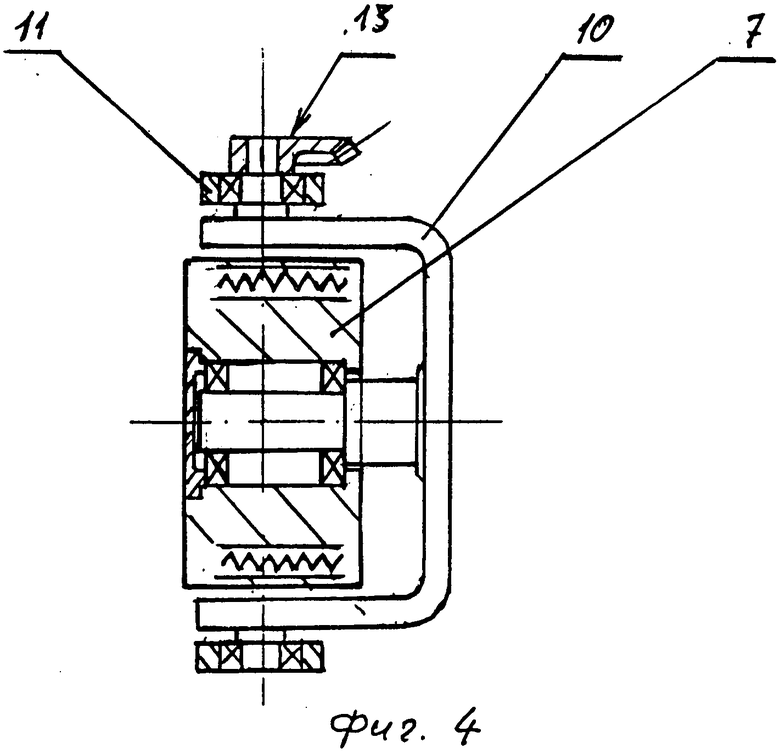
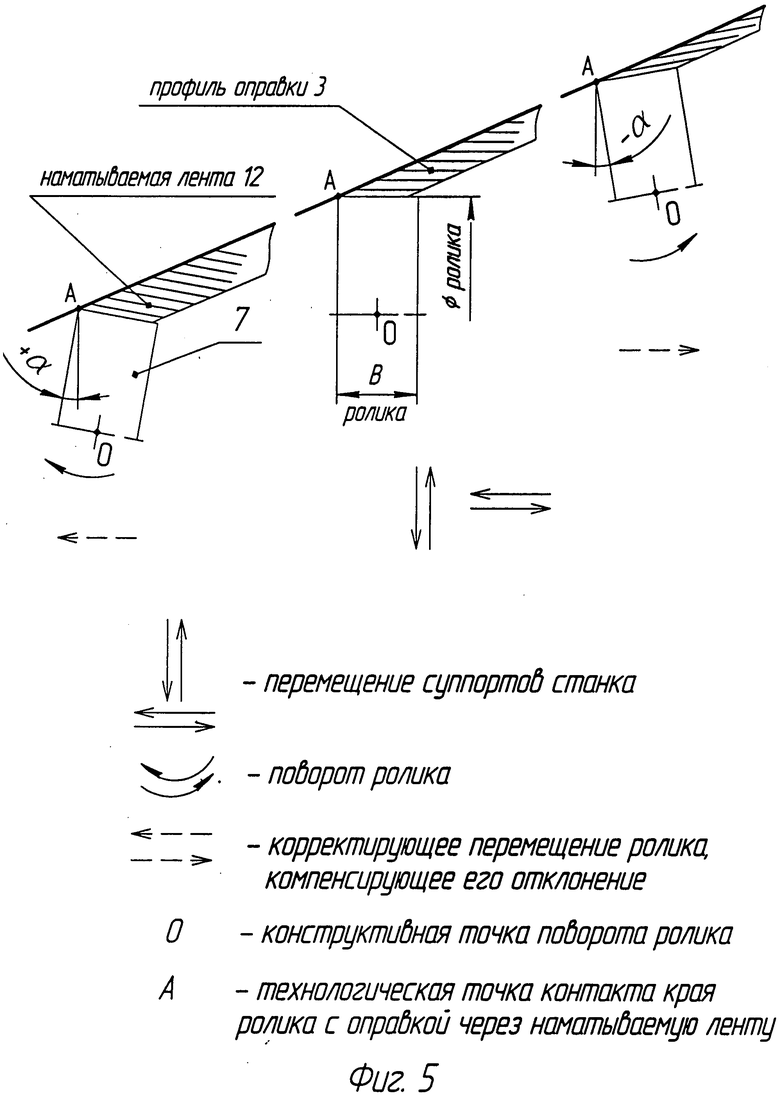
На фиг.1 изображен намоточный станок (общий вид); на фиг.2 представлено прикаточное устройство (главный вид); на фиг.3 - вид сверху; на фиг.4 - в сечении А-А; на фиг.5 - возможные положения прикаточного ролика при различных углах ориентации наматываемого материала с указанием характера перемещений ролика.
Основными составными частями намоточного станка (фиг.1) является приводная 1 и опорная 2 бабки с закрепленной в них оправкой 3, установленные на станине 4, лентопротяжный тракт 5 и прикаточное устройство 6 с обогреваемым свободно вращающимся роликом 7, смонтированные на суппортах продольного 8 и поперечного 9 перемещения.
Прикаточное устройство 6 выполнено в виде двух шарнирно-сочлененных С-образных скоб 10 и 11 (фиг.2), одна из которых, 10, охватывает установленный на ней обогреваемый свободно вращающийся ролик 7 (фиг.4) по образующей, а вторая, 11, (фиг.2, 4) - в диаметральном направлении.
Скоба 11 (фиг.2) установлена на суппорте 9 с возможностью дополнительного корректирующего перемещения ролика 7 вдоль оси оправки, которое осуществляется за счет кинематической связи скобы 10 посредством конической 13 и реечной 14 зубчатых передач.
Принцип действия станка заключается в следующем. При заправке наматываемая лента 12 (фиг.5) проводится через весь лентопротяжный тракт 5 (фиг.1) и закрепляется на оправке 3. Затем прикаточное устройство 6 посредством перемещения суппортов 8 и 9 выводится в точку контакта торца ролика 7 с оправкой 3 через ленту 12 и включается станок.
При перемещении суппорта 8 продольного перемещения лента укладывается на поверхности оправки с расчетным шагом, обеспечивающим требуемую толщину наматываемого изделия (количество слоев). Ролик 7 прикаточного устройства, начиная с момента соприкосновения ленты с оправкой, непрерывно прижимает ленту с первого слоя (технологическая точка А на фиг.5), положение которой по кромке ленты выдерживается на всем протяжении процесса намотки: при отклонении ролика в какую-либо сторону по профилю наматываемого материала (при изменении его толщины) уводится и его край от технологической точки А в сторону, обратную повороту. Но вместе с роликом поворачивается и скоба 11 относительно конструктивной точки О, вызывая тем самым через кинематическую связь 13 и компенсирующее перемещение прикаточного устройства, возвращая край ролика в исходную точку.
Таким образом обеспечивается стабильное поддержание процесса прикатки каждого слоя ленты с самого начала наложения ее на оправку. Скоба 11 (фиг.2) установлена на суппорте 9 с возможностью дополнительного корректирующего перемещения ролика 7 вдоль оси оправки, которое осуществляется за счет кинематической связи скобы 10 посредством конической 13 и реечной 14 зубчатых передач.
Принцип действия станка заключается в следующем. При заправке наматываемая лента 12 (фиг.5) проводится через весь лентопротяжный тракт 5 (фиг.1) и закрепляется на оправке 3. Затем прикаточное устройство 6 посредством перемещения суппортов 8 и 9 выводится в точку контакта торца ролика 7 с оправкой 3 через ленту 12 и включается станок.
При перемещении суппорта 8 продольного перемещения лента укладывается на поверхности оправки с расчетным шагом, обеспечивающим требуемую толщину наматываемого изделия (количество слоев). Ролик 7 прикаточного устройства, начиная с момента соприкосновения ленты с оправкой, непрерывно прижимает ленту с первого слоя (технологическая точка А на фиг.5), положение которой по кромке ленты выдерживается на всем протяжении процесса намотки: при отклонении ролика в какую-либо сторону по профилю наматываемого материала (при изменении его толщины) уводится и его край от технологической точки А в сторону, обратную повороту. Но вместе с роликом поворачивается и скоба 11 относительно конструктивной точки О, вызывая тем самым через кинематическую связь 13 и компенсирующее перемещение прикаточного устройства, возвращая край ролика в исходную точку.
Таким образом обеспечивается стабильное поддержание процесса прикатки каждого слоя ленты с самого начала наложения ее на оправку.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАМОТОЧНЫЙ СТАНОК | 2015 |
|
RU2591125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ С НЕБОЛЬШОЙ КОНУСНОСТЬЮ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577354C1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| НАМОТОЧНЫЙ СТАНОК | 2012 |
|
RU2488541C1 |
| Станок для изготовления труб из композиционного длинномерного материала | 1989 |
|
SU1706885A1 |
| Станок для намотки профильных изделий | 1979 |
|
SU910435A1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |


Изобретение относится к области намоточного оборудования и может применяться для изготовления конических изделий из композиционно-волокнистых материалов. Намоточный станок содержит суппорты продольного и поперечного перемещения. На суппортах размещены приводная и опорная бабки, лентопротяжный тракт и прикаточное устройство с подогреваемым свободно вращающимся роликом. В бабках закреплена оправка. Прикаточное устройство выполнено в виде двух шарнирно сочлененных С-образных скоб. Первая скоба охватывает ролик по образующей. Вторая скоба охватывает ролик в диаметральном направлении. Вторая скоба установлена на суппорте с возможностью перемещения вдоль оси ролика или оправки. Обеспечивается постоянное положение точки контакта с оправкой через наматываемую ленту края прикаточного ролика и поворот ролика относительно этой точки при изменении угла укладки ленты на оправку. Достигается возможность уплотнения наматываемого материала начиная с кромки первого слоя ленты. 1 з.п. ф-лы, 5 ил.
1. Намоточный станок для изготовления конических изделий из композиционных материалов, содержащий приводную и опорную бабки с установленной в них оправкой, лентопротяжный тракт и прикаточное устройство с подогреваемым свободно вращающимся роликом, смонтированные на суппортах продольного и поперечного перемещения, отличающийся тем, что прикаточное устройство выполнено в виде двух шарнирно сочлененных С-образных скоб, одна из которых охватывает установленный на ней свободно вращающийся обогреваемый ролик по образующей, а вторая - в диаметральном направлении и установлена на суппорте с возможностью дополнительного корректирующего перемещения вдоль оси ролика или оправки.
2. Намоточный станок по п.1, отличающийся тем, что поворот первой скобы с роликом и корректирующее перемещение их совместно со второй скобой кинематически связаны между собой посредством конической и реечной зубчатых передач, а ось поворота первой скобы расположена на таком расстоянии от края прикаточного ролика, которое обеспечивает равномерную прикатку ленты по всей ширине.
| Устройство для намотки ленточного материала на оправку | 1977 |
|
SU612883A1 |
| Устройство для намотки нити на коническую бобину | 1987 |
|
SU1442492A1 |
| US 3610545 A, 05.10.1971 | |||

