(St) ПОЛИРОВАЛЬНО-ДОВОДОЧНАЯ ПАСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ДОВОДКИ СТАЛЬНЫХ ШАРИКОВ | 2005 |
|
RU2297432C1 |
| Паста для абразивно-доводочной обработки металлических поверхностей | 1989 |
|
SU1655966A1 |
| ПАСТА ПОЛИРОВАЛЬНАЯ ЖИДКАЯ | 2005 |
|
RU2293097C1 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2112000C1 |
| Концентрат смазочно-охлаждающей жидкости для холодной обработки металлов давлением | 1988 |
|
SU1595888A1 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов | 1976 |
|
SU687110A1 |
| Доводочная паста для стальных шариков | 1982 |
|
SU1113394A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2103332C1 |
| Моющее средство для ультразвуковой очистки металлической поверхности | 1977 |
|
SU653292A1 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МАТЕРИАЛОВ | 2015 |
|
RU2615408C2 |
Изобретение относится к составам жидких абразивных паст и может быть использовано и машиностроении в процессах полирования и доводки поверхности металлических деталей. Известна паста 13 для окончатель ной доводки шариков подшипников на масляной основе, в составе которой использугот синтетические жирные кислоты фракции C -j-CijQ при следующем соотношении компонентов, вес. %: Масло машинное 83 Синтетические жирные кислоты фракции C T-C/io8,5 Окись хрома8,5 Паста обладает рядом недостатков: нарушение однородности пасты в процессе эксплуатации, коррозионное дей ствие пасты на обрабатываемые- изделия , трудное удаление пасты с, обраба тываемой поверхности. Ближайшим к изобретению является полировально-доводочная паста, содер жащая окись хрома, связующее - жировой компонент и воду 2. Недостатком пасты является относительно невысокое качество обрабатываемой поверхности металлических деталей и низкая интенсивность процесса полирования и доводки. Целью изобретения является повышение производительности и качества обрабатываемой поверхности металла. Цель достигается тем, что известная полировально-доводочная паста, содержащая окись хрома, связующее и воду, в качестве связующего содержит продукт конденсации полифункциональных, кислородсодержащих соединений с триэтаноламином с кислотным числом 60-85 мг КОН/Г при следующем соотношении компонентов, вес. %: Окись хрома3 70 Продукт конденсации полифункциональных кислородсодержащих соединений с триэтанол391амином с кислотным числом 60-85 мг КОН/Г . 10-60 ВодаОстальное Конденсацию полифункциональных кис лородсодержащих соединений с триэтаноламином проводят при 135-1 0°С до кислотного числа 135-1 0 мг КОН/г с последующей нейтрализацией триэтанол амином при 50-60 С до кислотного .числа 60-85 мг КОН/Г. Основные физико-химические показатели продукта конденсации триэтаноламина и полифункциональных кислородсодержащих соединений даны в табл. 1 Исходные полифункциональные кисло родсодержащие соединения выпускаются Бер/;янским опытным нефтемаслозаводом по стандарту предприятия СТП07-18-78 и имеют следующий состав, вес. : Монокарбоновые кислоты 10-11 Дикарбоновые кислоты 30-33 Оксикислоты7-10 Сложные эфиры 1- 7 СпиртыЗ- Эпоксисоединения 1-3 Наличие в составе предложенного связующего триэтаноламиновых производ ных монокарбоновых кислот придает ему высокие поверхностно-активные свойст ва, способствующие диспергированию обрабатываемой поверхности, т.е. более интенсивному ее разрушению и съему металла. В результате взаимодействия триэтаноламина с другой составляющей полифункциональных кислородсодержащих соединений (ПФКС)-дикарбоновыми кисло тами происходит образование высокомолекулярных продуктов поликонденсации Последние обеспечивают высокие смазочные свойства связующего, создающего эффективный смазывающий слой, предохраняющий поверхность металлических деталей от непосредственного контакта с прижимным диском и образования на ней рисок, царапин и т.д. Благодаря этому повышается класс чистоты поверхности, обработанной предложенной пастой. Кроме того, продукты деструкции указанных высокомолекулярных продуктов Поликонденсации активизируют,причем в большей степени, чем низкомолекулярные поверхностно-активные вещест ва, процесс деформирования и диспергирования поверхности обрабатываемых деталей, способствуя интенсификации процесса обработки. 4 Кислородсодержащие соединения, присутствующие в составе триэтаноламиновых производных полифункциональных кислородсодержащих соединений, усиливают диспергирующие и смазывающие свойства связующего. При выбранном соотношении компонентов предложенная паста стабильна и обеспечивает получение высокого качества обработанной поверхности при высокой интенсивности полирования и доводки. Содержание компонентов в пасте может колебаться в указанных пределах в зависимости от времени года (зимнее и летнее), порядкового номера доводочной операции (первая, вторая, предварительная, чистовая или окончательная доводка), степени точности обрабатываемых деталей и используемых средств подачи пасты. При предложенном соотношении компонентов отпадает необходимость во введении загущающих и тиксотропных веществ для придания гомогенности и требуемой вязкости смеси. Паста легко смывается водой с обрабатываемых деталей. Предложенная паста не оказывает корродирующего действия на изготовление детали и оборудование, поскольку триэтаноламиновые производные полифункциональных кислородсодержащих соединений обладают ингибирующими свойствами. В емкости, снабженной подогревателем и мешалкой, подогревают воду до температуры 60°С, затем в ней растворяют, при перемешивании трйэтаноламинойые производные полифункциональных кислородсодержащих соединений со следующими физико-химическими показателями:Внешний вид Однородный продукт темно-коричневого цвета Запах Специфический, не раздражающий Кислотное число, мг КОН/Г 69 Число омыления, мг КОН/Г 309 Вязкость кинематическаяпри ЮООС, ест 550 Температура каплепадания, °С 37
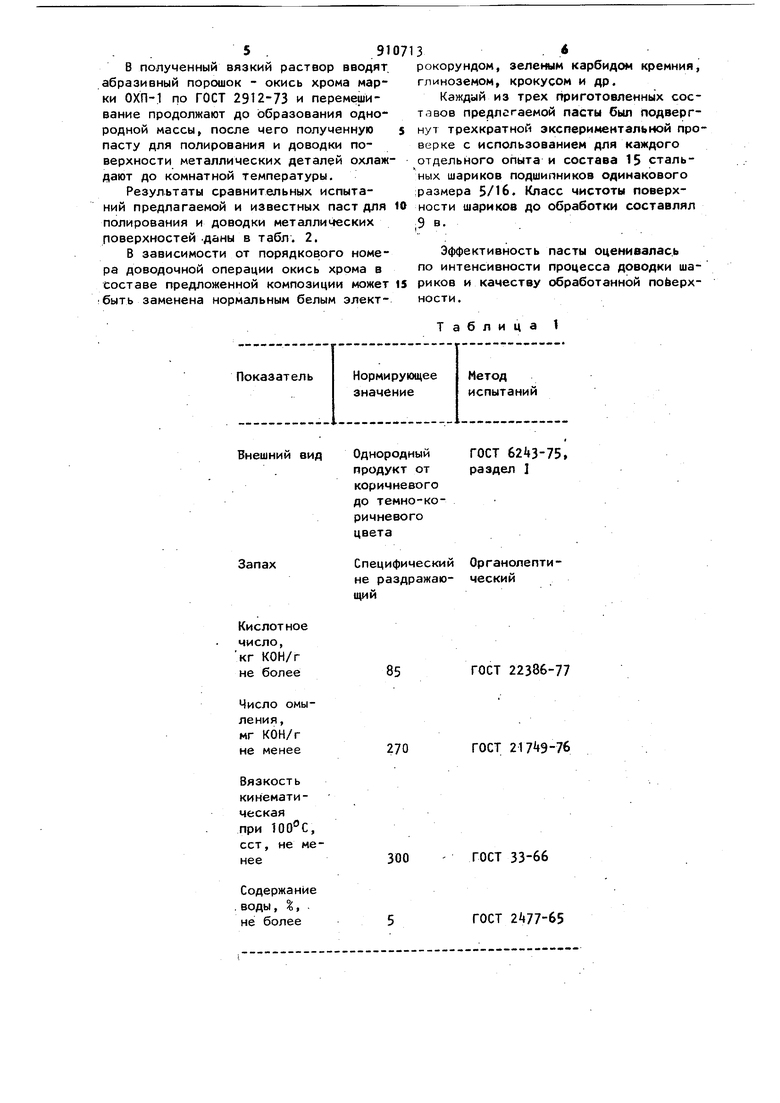
В полученный вязкий раствор вводят абразивный порошок - окись хрома мар ки ОХП-1 по ГОСТ 2912-73 и перемешивание продолжают до образования однородной массы, после чего полученную пасту для полирования и доводки поверхности металлических деталей охлаждают до комнатной температуры.
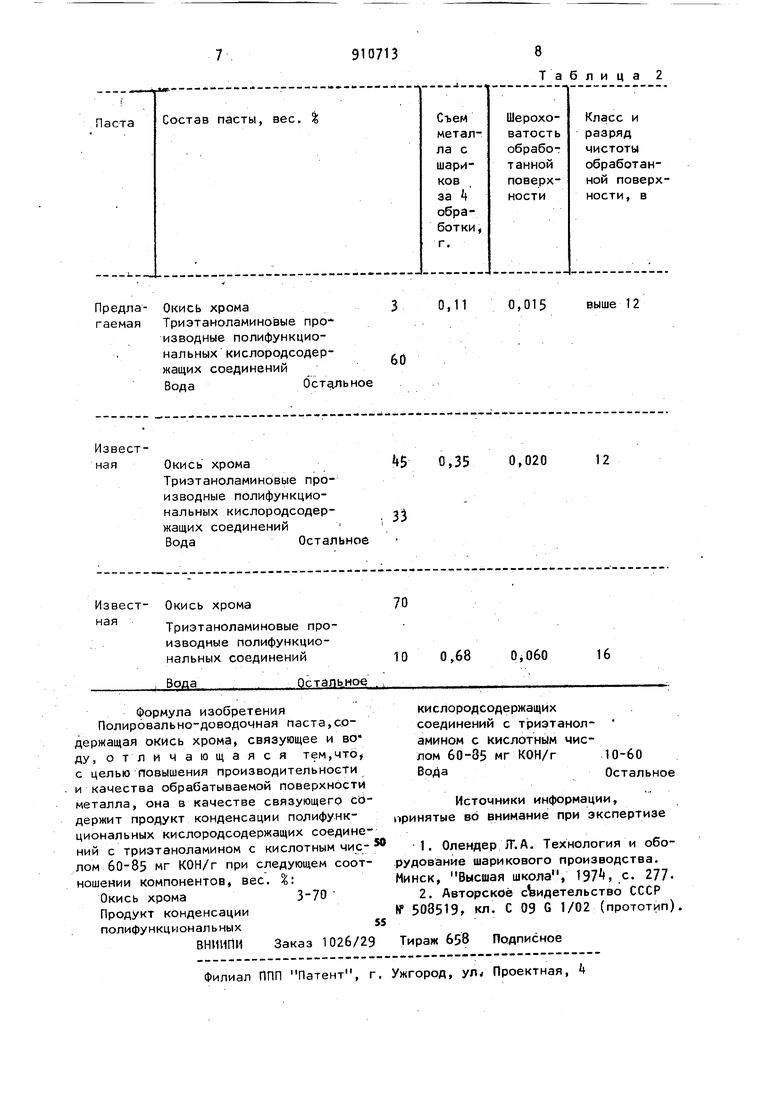
Результаты сравнительных испытаний предлагаемой и известных паст для полирования и доводки металлических поверхностей .даны в табл. 2.
В зависимости от порядкового номера доводочной операции окись хрома в составе предложенной композиции может быть заменена нормальным белым электВнешний вид
Запах
Кислот ное число, кг КОН/г не более
Число омыления, мг КОН/г не менее
Вязкость кинематическаяпри 100°С, ест, не менее
Содержание .воды, %, не более
3,4 рокорундом, зеленым карбидом кремния, глиноземом, крокусом и др.
Каждый из трех приготовленных составов предлагаемой пасты был подвергнут трехкратной экспериментальной проверке с использованием для каждого отдельного опыта и состава 15 стальных шариков подшипников одинакового размера 5/16. Класс чистоты поверхности шариков до обработки составлял
°Эффективностьпасты оценивалась по интенсивностипроцесса доводки шариков и качествуобработанной поёерхности.
Таблица 1
ГОСТ 6243-75, раздел I
Специфический Органолептине раздражаю- ческий щий
ГОСТ 22386-77
ГОСТ
270
ГОСТ 33-66
300
ГОСТ 2 77-65
Таблица 2
