1
Изобретение относится к измерению температур, преимущественно, в нагревательных печах с двухсторонним отоплением.
Известен способ установки термопар для измерения температуры среды в нагревательных печах, содержащих нижнюю и верхнюю зоны, систему отопительных устройств. Термопары расположены в верхних зонах в своде ив нижних зонах в боковой стене печи. При указанном расположении термопар в нижних зонах печи фиксируется температура .среды вблизи боковой кладки печи, а получить достоверньт замер температуры в объеме зоны, особенно на печах с шириной пода более 6 м, невозможно из-за больших размеров зоны 11.,
Недостатком известного способа установки термопар в нагревательной печи с шагающими балками является то, что термопары для измерения температуры среды в нижних зонах, расположенные в кладке боковых стен со Стороны горелок, не обеспечивают точности замера температуры среды и, следовательно, качественного регулирования температурного режима в зонах из-за малой их чувствительности к изменению температуры газов в объеме зоны при изменении расхода топлива. Это объясняется непосредственным влиянием на термопару фа.кела
10 ближайшей горелки и охлаждающего воздействия воздуха, поступающего в рабочее пространство печи по периферии горелки. Кроме того, при такой установке термопар в йижних зонах
5 и шахматном расположении металла.на опорных балках имеет место влияние уровня температур верхних зон на боковые термопары, установленные в смежных нижних зонах.:
20
Вследствие указанных недостатков при автоматическом регулировании температуры в печи происходит недогрев
391
или перегрев металла, что требует перехода на ручное управление .
Цель изобретения - повышение точности измерения температуры среды и оаеспечение контроля необходимого перепада температур по длине сляба.
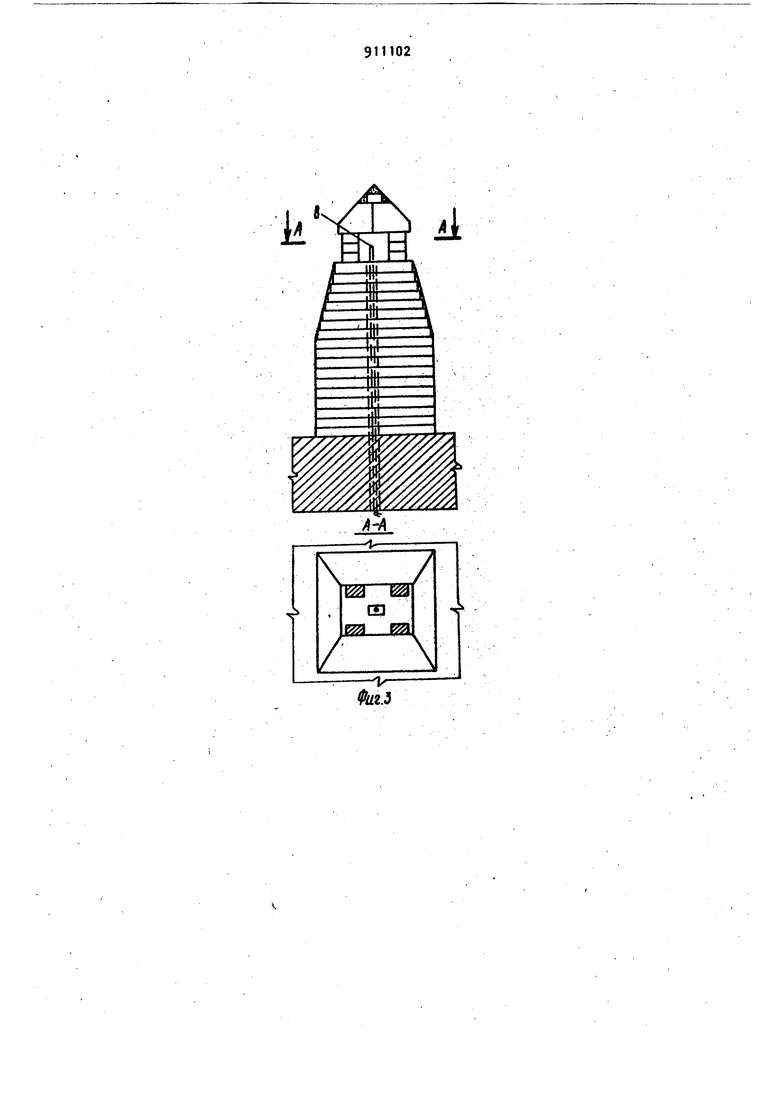
Поставленная цель достигается тем что согласно способу установки термопар в нагревательной печи в верхних, и нижних зонах предварительного и .окончательного нагревов печи, термопары заключают в футерованные термоблоки и устанавливают их в нижних зонах предварительного и окончательного нагревов на подине по оси,печи, при этом спай термопары располагают на уровне 0,,8 высоты нижней зоны
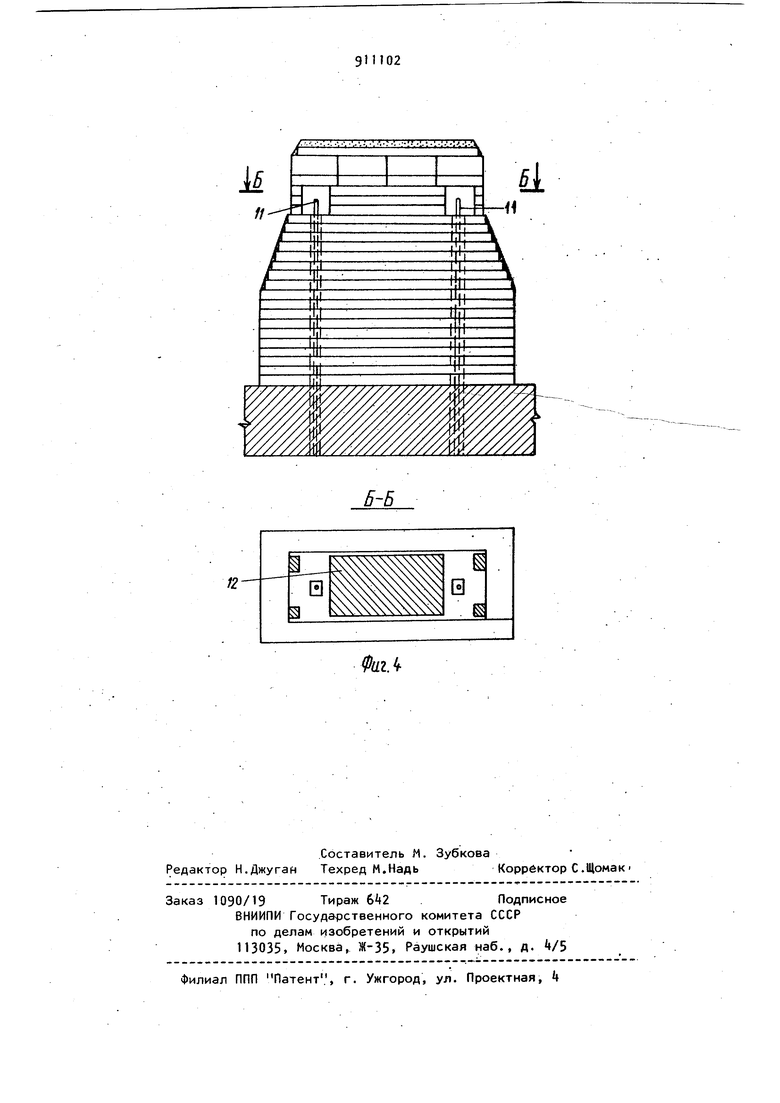
Кроме того, термопарь в зоне окончательного нагрева располагают поперек печи на расстояний, равном 3,,5% от ширины пода относительно оси печи, а рабочие спаи их изолируют друг от друга.
Спаи термопар размещаются на уровне 0, высоты нижней зоны . Это обусловлено тем, что при высоте меньше 0,3 высоты нижней зоны на показание термопар оказывает воздействие температура кладки подины. При высоте более 0.8 высоты нижней зонь на показание термопар оказывает воздействие нагреваемый металл. Для получения равномерного нагрева слябов по длине термопары для измерения температуры среды в нижних нагревательных зонах печи расположены на подине по оси печи. Тем самым исключается воздействие на показания термопары факела горелок и поступающего по пери(1)ерии горелок воздуха и термопара замеряет усредненную температуру в зонах печи.
Для обеспечения заданного перепада температур по длине сляба в зоне окончательного нагрева независимого измерения температуры одновременно В двух точках по ширине печи и возможности раздельного регулирования различных температурных режимов по ширине печи термопары расположены на подине на расстоянии друг от друга равном от ширины пода печи,а рабочие спаи их отделены друг от друга огнеупорной перегородкой и обращены в противоположные стороны в на,..-1а правлении установки соответствующих боковых отопительных устройств. Боковая перегородка исключает воздействие
4
на термопару горелок противоположной . стороны. Если термопары в этой камере установить на расстоянии, большем, чем 15% ширины пода, термопара попадает в район влияния факела горелки. При расположении термопар на расстоянии, меньшем °/o ширины пода печи,замеряется температура среды не соответствующей зоны по ширине печи, а
некоторая средняя температура двух зон, что исключает возможность нагрева сляба с заданным перепадом температур по длине.
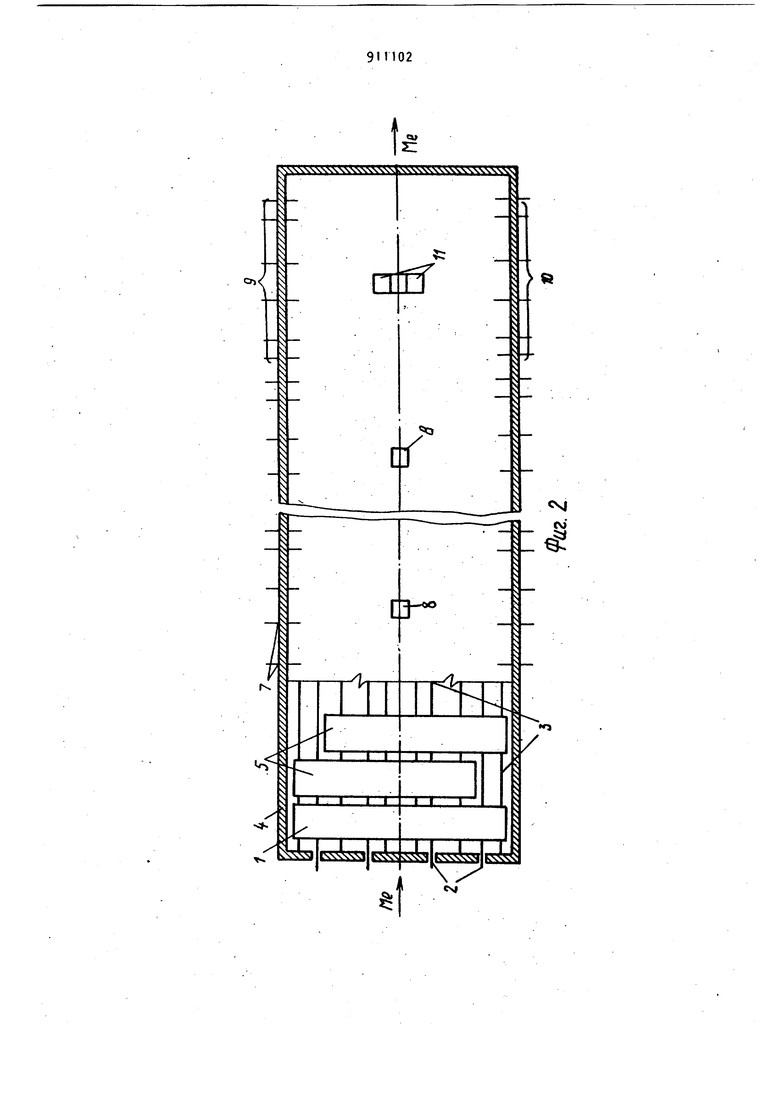
На фиг. 1 изображена нагревательная печь с установкой термопар, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 заключенная в термоблок термопара для контроля и регулирования температуры
среды в нижних нагревательных, зонах печи; на фиг. l - заключенные в термоблок термопары, разделенные перегородко.й, для контроля и регулирования температуры в зоне окончательного
нагрева.
Способ осуществляется следующим образом.
По ширине печи 1 (фиг. 1 и 2) расположено несколько подвижных 2 и
неподвижных 3 (фиг. 2) продольных опорных балок. Нагреваемые слябы 4 и 5 расположены на неподвижных балках, перпендикулярно к ним. Транспортировка слябов в печи осуществляется с помощью подвижных (шагающих) балок 2..
При работе печи с автоматическим управлением теплового режима металл, передвигаясь от окна 6 посадка до зон VII и VI11 окончательного нагрева, равномерно нагревается в нагревательных зонах I-VI до заданной температуры. Равномерный нагрев металла обеспечивается сжиганием топлива в топливосжигающих устройствах
7,установленных в нижних зонах II, IV, V и VI в боковых стенах, и достоверными показателями термопар
8,регулирующих на изменение теплового состояниязон. Достоверность
показаний теплового состояния зон достигается за счет установки термопар на подине по оси печи, восприятия ими усредненного теплового потоКЗ газов, двигающихся по центр/ печи, и устранения влияния на показания термопар отдельных топливосжигающих устройств 7.
.59
При поступлении металла в зоны VI I.-VI I I окончательного нагрева допустимый перепад температур по длине нагреваемого сляба достигается путем подачи различного количества топлива в левую 9 и правую 10 части зоны и.независимых замеров температуры левой -и правой частей зоны термопары 11, установленными на подине печи и разделенными между собой огнеупорной перегородкой 12, исключающей взаимовлияние левой 9 и правой 10 частей зоны. Это позволяет автоматически поддерживать заданный уровень перепада температур по длине сляба.
При нагреве слябов 5 с шахматным расположением их на опорных балках иcключaetcя воздействие уровня температур верхних зон I, I И, V и Vlf на показания термопар 8 и 11 нижн1 х зон, так как последние, ..располагаясь на подине, постоянно перекрыты от верхних зон слябами. Следовательно, размещение термопар в нижних зонах на подине печи повышает точность замера, позволяет получить нёрбходимое качество нагрева слябов, автоматически управлять тепловым режимом и в нижних зонах, а также улучшить экономические показатели пеЧи.
1102
Формула изобретения
1.Способ установки термопар в нагревательной печи в верхних и нижних зонах предварительного и окончательного нагрева печи, о т л и -. чающийся тем, что, с целью повышения точности измерения темпера туры по зонам, термопары заключают
в футерованные термоблоки и устанав-ливают их в нижних зонах предварительного и окончательного нагревов на подине по оси печи, при этомспай термопары располагают на уровне 0,3
0,8 высоты нижней зона.
2.Способ по п. 1, о т h и а л|ц и и с я .тем, что, с целью контроля перепада температур по длине сля1ба, термопары в зоне окончательного
нагрева располагают поперек печи на расстоянии, равном ,5 от ширины пода относительно оси, при этом рабочие спаи изолируют друг от друга.
Источники информации, принятые во внимание При экспертизе
1. Иванов Н.И. и др. Эксплуатация и наладка металлургических . Металлургия, с. 267-271.
51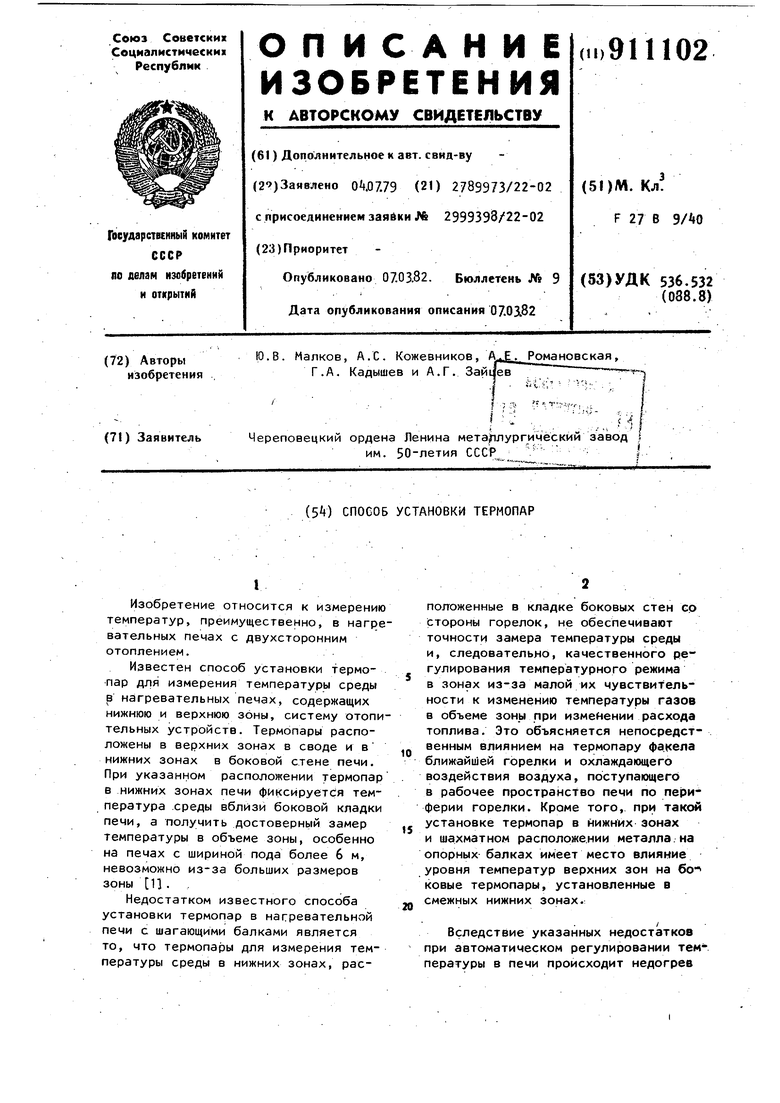
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Нагревательная печь | 1988 |
|
SU1508072A1 |
| СПОСОБ КОНТРОЛЯ ТЕМПЕРАТУРЫ ПО СЕЧЕНИЮ НЕПРЕРЫВНОЛИТОГО СЛЯБА ПРИ НАГРЕВЕ | 2002 |
|
RU2237730C2 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139944C1 |
| Методическая печь | 1987 |
|
SU1439372A1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ В ПЕЧАХ ПРЯМОЙ РЕКУПЕРАЦИИ ТЕПЛА | 1994 |
|
RU2073820C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
o
«3
r
C4J
CJ
I I 4;CM
L-Ж А
IIII -. -
6Ч
//--ffl
- - -rr
/2
Фаг. 4
