t
(21)4335984/25-27
(22)01.12.87
(46) 07.04.90. Бюл. № 13
(72) П.А.Рогозников, В.А.Цепулин,
А.А.Шерюуков, А.В.Богачкин
и В.Н.Дворников
(53) 621.791.77 (088.8)
(56) Авторское свидетельство СССР
№ 354966, кл. В 23 К 13/00, 1971.
Авторское свидетельство СССР № 610636, кл. В 23 К 13/00, 1976.
(54) ЛИНИЯ ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННОЙ НАПЛАВКИ
(57) Изобретение относится к сварке, в частности к индукционной наплавке твердым сплавом режущих инструментов сельскохозяйственных орудий. Цель изобретения - повышение качества, упрощение конструкции и повышение производительности при наплавке лап культиваторов. Линия состоит из загрузочного устройства, выполненного в виде платформы 1 для кассет и портального перекладчика 3, устройства
6насыпки шихты, содержащего дозатор
7с подвижной запирающей отверстие дозатора плитой, смонтированной под


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Способ индукционной наплавки | 1986 |
|
SU1449282A2 |
| Способ индукционной наплавки | 1986 |
|
SU1433689A2 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Способ изготовления лап культиваторов | 1987 |
|
SU1433608A2 |

Изобретение относится к сварке, в частности к индукционной наплавке твердым сплавом режущих инструментов сельскохозяйственных орудий. Цель изобретения - повышение качества, упрощение конструкции и повышение производительности при наплавке лап культиваторов. Линия состоит из загрузочного устройства, выполненного в виде платформы 1 для кассет и портального перекладчика 3, устройства 6 насыпки шихты, содержащего дозатор 7 с подвижной запирающей отверстие дозатора плитой, смонтированной под углом. Имеются также индуктор для предварительного спекания и окончательного расплавления шихты, механизм 10 транспортировки изделия, выполненный в виде перекладчика, оснащенного двузахватным приспособлением для удержания заготовок с двумя подвижными губками, управляемыми от одного привода, и подъемника с вычесывателем, охлаждающее устройство 11, оснащенное механизмом переворота, и разгрузочное устройство 13, аналогичное загрузочному устройству. Четкая фиксация заготовок обеспечивает прогрев шихты по всей длине наплавляемого участка. Медленное охлаждение заготовок обеспечивает условия, при которых не появляются трещины. Качество наплавки гарантируется двустадийной наплавкой. Использование охлаждающего устройства с механизмом переворота обеспечивает подачу заготовок на дальнейшую обработку в нужном положении. 6 ил.
углом. Имеются также индуктор для предварительного спекания и окончательного расплавления шихты, механизм 10 транспортировки изделия, выполненный в виде перекладчика, оснащенного двухзахватным приспособлением для удержания заготовок с двумя подвижными губками, управляемыми от одного привода, и подъемника с вычесы- вателем, охлаждающее устройство 11, оснащенное механизмом переворота, и разгрузочное устройство 13, аналогичИзобретение относится к сварке, в частности к индукционной Наплавке твердым сплавом режущих .инструментов сельскохозяйственных орудий.
Цель изобретения - повышение качества наплавки, упрощение конструкции и повышение производительности изго- товления лап культиваторов.
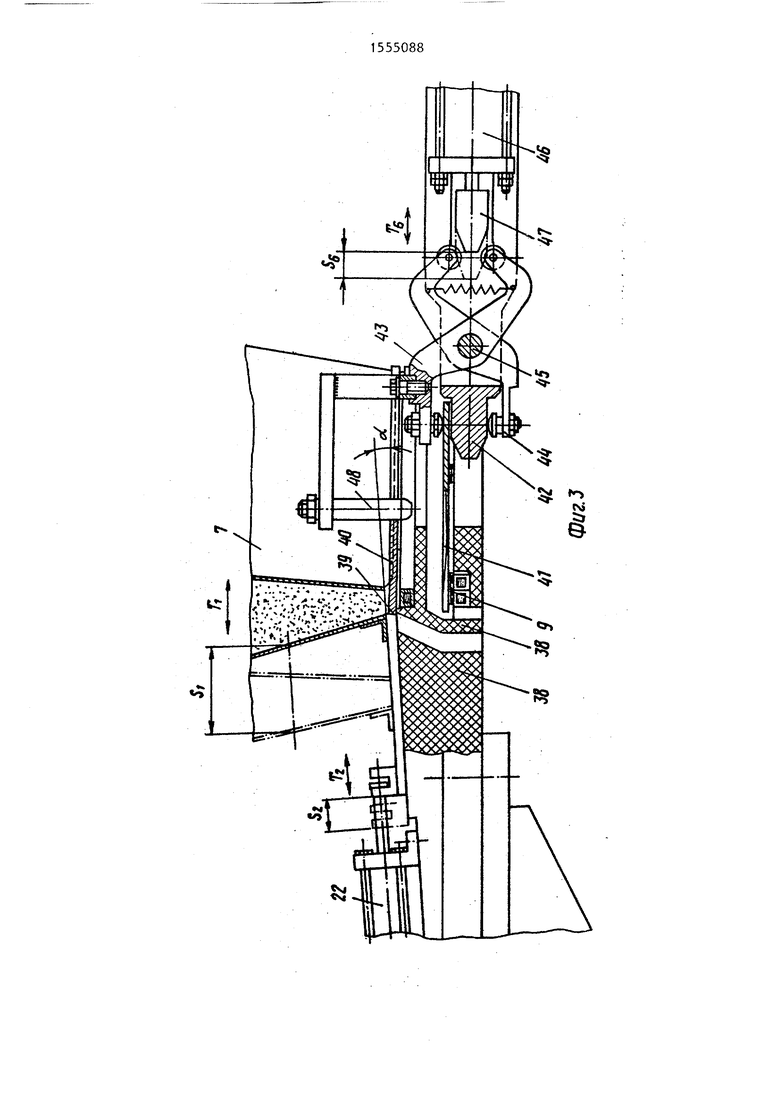
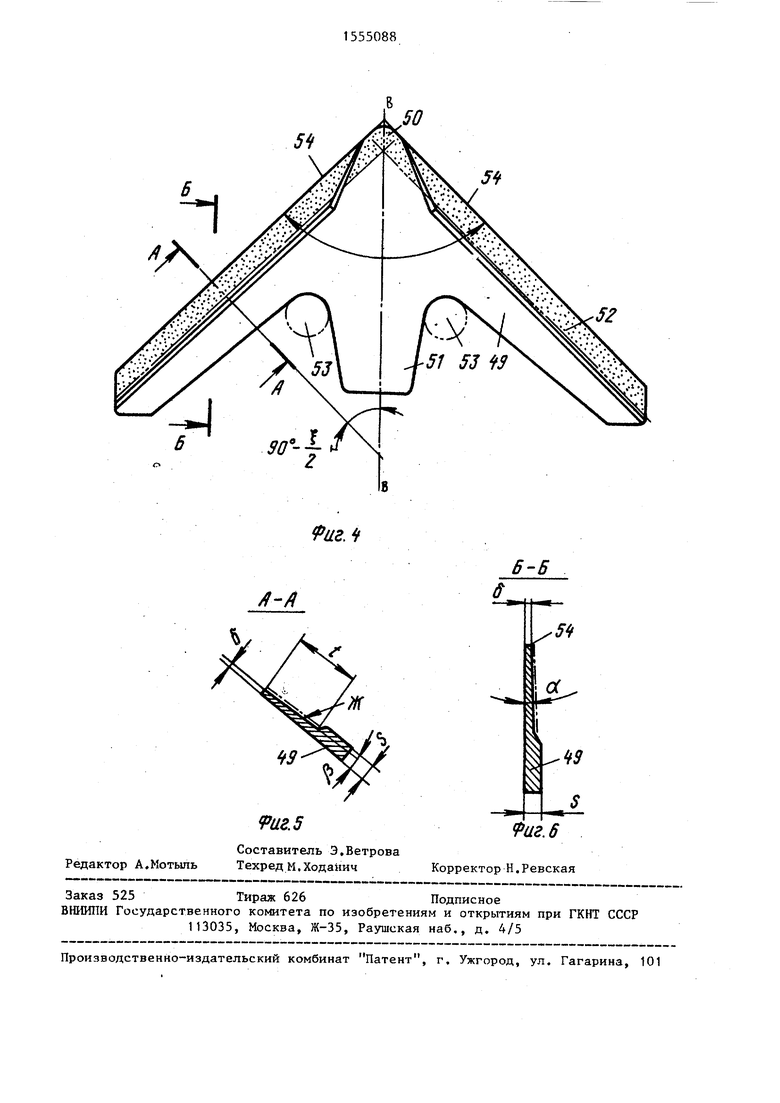
На фиг.1 изображена линия для автоматической наплавки лап культиваторов, общий вид; на фиг.2 - то же, вид спереди; на фиг.З - индуктор нап- лавки с подвижной запирающей отверстие дозатора плитой и двухзахватным приспособлением для удержания заготовок; на фиг.4 - заготовка стрельчатой лапы, вид в плане; на фиг.5 - сечение А-А на фиг.4; на фиг.6 - сечение Б-Б на фиг.4.
Линия для автоматической наплавки лап культиваторов (фиг.1) состоит из загрузочного устройства, содержащего платформу 1 с двумя поворотными столами 2 и 3, на которые установлены пятисекционные кассеты с заготовками стрельчатых лап культиваторов и портальный перекладчик 4, установленный с возможностью перемещения по трассе 5 и имеющий средства захвата заготовки в виде магнитных головок (не показаны) , устройства 6 насыпки шихты со стреловидным дозатором 7, индукци- онной ламповой нагревательной установкой 8, питающей токами высокой частоты двухвитковый индуктор 9, механизма 10 транспортировки заготовок, охлаждающего устройства,11, разгрузочного устройства, содержащего портальный перекладчик 12, установленный с возможностью перемещения по трассе 13, и платформу 14 с двумя
ное загрузочному устройству. Четкая фиксация заготовок обеспечивает прогрев шихты по всей длине направляемого участка. Медленное охлаждение заготовок обеспечивает условия, при которых не появляются трещины. Качество наплавки гарантируется двуста- дийной наплавкой. Использование охлаждающего устройства с механизмом переворота обеспечивает подачу заготовок на дальнейшую обработку в нужном положении 6 ил.
поворотными столами 15 и 16, на которые устанавливают пятисекционные кассеты для загрузки их направленными заготовками. Линия также включает в себя гидростанцию 17 для питания механизма 10 перемещения заготовок и охлаждающего устройства 11, электрошкафы 18 и пульт 19 управления.
Устройство 6 насыпки шихты (фиг.2) смонтировано под углом в плоскости установки заготовки, равным углу наклона наплавляемой поверхности в направлении, параллельном оси симметрии заготовки лезвия. Оно содержит дозатор 7, гидроцилиндр 20 для перемещения дозатора 7 по стрелке Т, подвижную запирающую отверстие дозатора плиту 21, гидроцилиндр 22 для перемещения запирающей плиты 21 по стрелке Т2.
Механизм 10 транспортировки изделия состоит из перекладчика 23, подъ- .емника 24, гидроцилиндра 25 для перемещения наплавленной заготовки в охлаждающее устройство 11, направляющих 26. Перекладчик 23 содержит станину 27, двухзахватное приспособление 28 для удержания заготовок, гидроцилиндр 29 для горизонтального перемещения захватного приспособления 28 по стрелке Т3, гидроцилиндр 30 для вертикального перемещения захватного приспособления 28 по стрелке Т.. Подъемник 24 содержит стол 31 с выче- сывателем 32 и гидроцилиндр 33 для вертикального перемещения стола 31 по стрелке Т5. Вычесыватель 32 представляет собой два штыря, смонтированные на подъемном столе 31.
Охлаждающее устройство 11 состоит из станины 34, на которой смонтирован
многопозиционный барабан 35 с возможностью вращения по стрелке N с помощью гидропривода (не показан), кожуха 36 и бункера 37 для сбора окалины .
Двухвитковый индуктор 9 (фиг.З) смонтирован на магнитонепроницаемой плите 38. Выше индуктора 9 размещена подвижная запирающая отверстие дозатора 7 плита 21, имеющая базирующие поверхности 39, повторяющие конфигурацию лезвий заготовки 10 стрельчатой лапы. Над верхним витком индуктора 9 расположена заготовка АО, а между витками индуктора 9 помещена вторая заготовка 41.
Захватное приспособление 28 для удержания заготовок состоит из корпуса 42, верхней 43 и нижней 44 зажимных губок, смонтированных с возможностью поворота на оси 45, гидроцилиндра 46 для перемещения клинового сердечника 47 по стрелке Т и фиксирующего упора 48, закрепленного на верхней зажимной губке 43.
Форма заготовки лапы стреловидная, угол стреловидности Ј, который у разных лап может быть разным и, как правило, меняется от 60 до 80° .
Крылья 49 сходятся в носовой части 50 на оси симметрии В-В. Для крепления лапы на стойке культиватора с противоположной стороны носовой части 50 расположен хвостовик 51. Вдоль крыльев по передней кромке размещены лезвия 52, которые имеют меньшую толщину, чем толщина крыльев S. На фиг.5 представлена конфигурация лезвия 52, как ее обычно показывают в чертежах лапы. На ширине лезвия t толщина разная. Позицией 53 обозначена зона, образованная хвостовиком 51 и крыльями 49. На передней кромке 54 лезвия толщина 8 обычно находится в пределах 1,5т2,5 мм, а затем она увеличивается. Поверхность Ж лезвия образует с нижней поверхностью лапы угол Э, который равен 0°.
Линия для автоматической наплавки лап культиваторов работает следующим образом.
Кассета с заготовками стрельчатой лапы устанавливается на платформу 1 (фиг.1) на позиции I. Платформу 1 с кассетой на столе 3 передвигают по стрелке Г в крайнее левое положение, кассета с заготовками попадает под перекладчик 4, на вертикальном штоке
0
которого смонтированы средства захвата заготовки в виде магнитных головок. Магнитные головки перекладчика 4 притягивают одну заготовку, находящуюся в стопке кассеты, после чего перекладчик поднимает ее на уровень транспортировки, перемещаясь по трассе 5, переносит ее к индуктору 9 и укладывает на верхний виток индуктора. Магниты отключают и пустой перекладчик возвращается к кассете за следующей заготовкой. Так продолжается до последней заготовки в стопке.
r После того, как последняя заготовка в стопке будет передана на индуктор, 3 платформы 1 пово- и другая стопка заготовок попадает под перекладчик 4. Когда последняя пятая стопка будет перенесена на индуктор, платформу 1 перемещают в крайнее правое положение, а другая кассета, установленная на позиции II поворотного стола 2,
5 Попадает под перекладчик 4. За время опустошения кассеты на столе 2 на столе 3 снимают пустую кассету и устанавливают кассету, заполненную заготовками стрельчатых лап.
Когда заготовка 40 (фиг.З) установлена перекладчиком 4 на верхний виток индуктором 9, захватное устройство 28 находится в нижнем положении и с помощью гидроцилиндра 29 соверша0
поворотный стол рачивают на 72°
0
ет ход 83 по стрелке Т3, При этом фиксирующий упор 48 занимает положение, показанное на фиг.З. Подвижная запирающая отверстие дозатора плита 21 с помощью гидроцилиндра 22 совершает ход Se вправо по стрелке Т2 и
своей базирующей поверхностью 39, повторяющей форму стрельчатой заготовки со стороны передней кромки 54, поджимает заготовку 40 к фиксирующему упору 48. Последние располагаются в зонах 53, образованных хвостовиком 51 и крыльями 49 (фиг.4). Происходит фиксация наплавляемой заготовки на индукторе 9. Заготовка зажата между фиксирующим упором 48 и базовой поверхностью 39 подвижной плиты 21. Стреловидный дозатор 7 от действия гидроцилиндра 20 совершает ход S вперед по стрелке Т. Шихта в виде порошка, находящаяся в дозаторе 7, наносится ровным слоем на лезвия стрельчатой лапы. Равномерность слоя обеспечивается расположением дозатора 7 и подвижной плиты 21 под углом
10
15
20
25
71555088
/. относительно плоскости установки аготовки.
После насыпки шихты сначала соершает ход назад дозатор 7, затем одвижная плита 21 и последним ход азад совершает зажимное приспособение 28.
Индуктор 9 может быть подключен ламповой индукционной установке 8 любой момент после фиксации загоовки 40 на верхнем витке индуктора 9, так как практически время насыпки ихты на лезвия заготовки 40 нажимого меньше, чем время нахождения наплавляемых заголовок в индукторе в процессе расплавления, отчего высокочастотное магнитное поле индуктора фактически не оказывает существенного влияния на металлические части дозатора 7 и зажимного приспособления 28.
После определенной выдержки индуктор 9 отключается. Механизм 10 совершает следующие движения. После отхода назад зажимное приспособление 28 с помощью гидроцилиндра 30 совершает ход S4 вверх по стрелке Т4, клиновой сердечник 47 с помощью гидроцилиндра
46совершает ход S6 вперед по стрелке Tg и разводит клещи зажимного приспособления 28. После этого механизм 10 совершает ход S3 вперед, сердечник
47уходит назад, верхняя заготовка 40 зажимается между корпусом 42 и верхней губкой 43, механизм 10 отходит назад и опускается вниз на S4. Перекладчик 4 устанавливает новую заготовку на верхний виток индуктора
9, механизм 10 совершает ход вперед и устанавливает первую заготовку в индуктор 9 между витками, а фиксирующий упор 48 - в положение для фиксации новой заготовки 40 на верхнем витке индуктора 9. Насыпка шихты на лезвия лапы происходит по описанной последовательности.
Как только подвижная запирающая отверстие дозатора плита 21 отойдет назад, губки 43 и 44 раскрываются от хода клинового сердечника 47 вперед, механизм 10 возвращается назад„ На индукторе 9 находятся две заготовки (на верхнем витке заготовка 40, между витками заготовка 41). При включенном индукторе 9 на верхней заготовке 40 за счет внешнего поля происходит расплавление флюса, шихта спекается, а
30
35
40
45
50
55
8
5
0
5
0
5
0
5
0
5
за счет внутреннего поля индуктора на заготовке 41 шихта расплавляется.
После окончания цикла наплавки и отключении индуктора 9 механизм 10 транспортировки в своем верхнем положении совершает ход вперед с раскрытыми губками. Захватывает две заготовки сразу (верхнюю зажимает между корпусом 42 и верхней губкой 43, нижнюю между корпусом 42 и нижней губкой 44). В это время подъемный стол 31 с помощью гидроцилиндра 33 совершает ход S5 вверх по стрелке Т5. Механизм 10 транспортировки возвращается назад, при этом движении два штыря вычесывателя 32 оказываются в зонах 53 заготовки. Заготовка освобождается от захватов в приспособлении 28 и остается на столе 31 подъемника 24. Стол 41 опускается, а наплавленная заготовка 41 остается на направляющих 26. Совершает ход вперед гидроцилиндр 25, он проталкивает наплавленную заготовку по направляющим 26 под механизмом 10 в паз многопозиционного барабана 35 охлаждающей установки 11, которая подключена к вытяжной системе цеха. После возвращения гидроцилиндра 25 назад барабан 35 поворачивают на один шаг по стрелке N. Таким образом, от позиции загрузки до позиции разгрузки барабан 35 загружен нагретыми наплавленными заготовками.
В процессе своего охлаждения с позиции загрузки до позиции разгрузки заготовка переворачивается наплавленной поверхностью вниз, что необходимо для ее дальнейшей обработки.
Охлажденная заготовка выводится на на позицию разгрузки, где ее захватывает портальный перекладчик 12, конструкция которого аналогична конструкции перекладчика 4, и передает ее в кассету, установленную на поворотном столе 16 платформы 14 разгрузочного устройства линии. Разгрузочное устройство линии работает аналогично загрузочному устройству линии.
Предлагаемая линия обеспечивает повышение качества наплавки за счет использования в ней системы устройств, обеспечивающих четкую фиксацию заготовки на индукторе во время насыпки порошкообразной шихты на лезвие наплавляемой заготовки, а также во время стадии спекания шихты и расплавления шихты. Четкая фиксация наплавляемых заготовок на и в индукторе обеспечивает равномерный прогрев шихты по всей длине наплавляемого участка, а это значит, что гарантируется отсутствие участков, где шихта не проплавлена окончательно. Кроме того, сравнительно медленное охлаждение заготовок в охлаждающем устройстве обеспечивает условия, при которых не могут появляться термические трещины от высокой скорости охлаждения наплавленного участка.
Качество наплавки обеспечивается еще двустадийной схемой наплавки, при которой спекание шихты осуществляется на индукторе. Исключается условие прямого контактирования шихты с витком индуктора, а следовательно, проскакивание искры исключено.
Использование в предлагаемой линии -,д над другом витками для предварительзагрузочных и разгрузочных устройств в виде платформ с многосекционными кассетами и перекладчиками портального типа, механизма транспортировки заготовок с двухзахватным приспособ- 25 лением совместно с подъемником, имеющим вычесыватель, и охлаждающего устройства с механизмом переворота позволяет автоматизировать не только процесс наплавки лап твердым сплавом, зо но и последующую операцию заточки лезвий, так как на оборудование для заточки лезвий поступает кассета с четко уложенными и фиксированными в определенном положении заготовками, которые к тому же уже перевернуты в необходимое положение для заточки, за счет чего повышается производительность. /
35
ного спекания и расплавления шихты, подвижная запирающая отверстие дозатора шихты плита смонтирована под углом к плоскости установки заготовки и выполнена с базирующими поверхностя ми для фиксации заготовки над витком индуктора для предварительного спекания шихты, механизм транспортировки снабжен захватным приспособлением для удержания одновременно двух заготовок на позиции наплавки, установленным с возможностью перемещения параллельно плоскости установки заготовки и перпендикулярно ей и выполненным в виде корпуса с выступом и шарнирно смонтированных на корпусе имеющих общий привод поворота зажимных губок, рабочие плечи которых расположены симметрично относительно выступа корпуса, упором для фиксации заготовки над витком индуктора для предварительного спекания шихты, консольно установленным на одной из губок захватного приспособления, и подъемником с
Предлагаемая линия резко уменьшает количество бракованных наплавляемых лап, у которых за счет непроплавления шихты и проскакивания искры наплавлен4
ный слой либо отсутствует, либо имеет 45 вычесывателем заготовок, а охлаждающее устройство снабжено механизмом переворота заготовок.
низкие эксплуатационные характеристики.
Формула изобретения Линия для автоматической индукционной наплавки, содержащая загрузоч- ное устройство, устройство насыпки шихты, включающее дозатор шихты и подвижную запирающую отверстие дозатора плиту, индуктор, механизм транспортировки заготовок, охлаждающее
устройство и разгрузочное устройство, отличающаяся тем, что, с целью повышения качества наплавки, упрощения конструкции и повышения производительности при наплавке лап
культиваторов, загрузочное и разгрузочное устройства выполнены в виде портальных перекладчиков и платформ с кассетами для заготовок, индуктор выполнен с двумя расположенными друг
5 о
5
0
ного спекания и расплавления шихты, подвижная запирающая отверстие дозатора шихты плита смонтирована под углом к плоскости установки заготовки и выполнена с базирующими поверхностями для фиксации заготовки над витком индуктора для предварительного спекания шихты, механизм транспортировки снабжен захватным приспособлением для удержания одновременно двух заготовок на позиции наплавки, установленным с возможностью перемещения параллельно плоскости установки заготовки и перпендикулярно ей и выполненным в виде корпуса с выступом и шарнирно смонтированных на корпусе имеющих общий привод поворота зажимных губок, рабочие плечи которых расположены симметрично относительно выступа корпуса, упором для фиксации заготовки над витком индуктора для предварительного спекания шихты, консольно установленным на одной из губок захватного приспособления, и подъемником с
вычесывателем заготовок, а охлаждаю
щее устройство снабжено механизмом переворота заготовок.
esl
S
te.
W
М
Л
.
п
