1
Изобр-етение относится к области измерительной техники .и может быть использовано в машиностроении и прибо.ростроени,и при изготовлении точных резьбовых изделий.
Извест1ны лневматические устройства для измерения собственно среднего диаметра резьбы, содержащие две резьбовые губки для бази.рова-ния по ним измеряемого резьбового изделия, несущие направляющие, установленные с возможностью регулировочных перемещений в направляющих базирующих губок, две резьбовые измерительные губки, каждая из которых несет щелевое измерительнюе сопло, и две пары шторок, расположенных в каждой ларе по обеим сторонам измерительных сопел ,и самоустанавливающихся по вершинам выступов измеряемой резьбы.
Однако эти устройства невозможно применять для измерения резьбовых отверстий малого диаметра.
С целью устранения этого недостатка в предлагаемо.м устройстве на каждой базирующей губке посредством цилиндрического шарнира установлена вилка, на каждом из двух пальцев которой щарнирно установлена шторкау прижатая к боковой поверхности измерительного сопла за счет сил упругости пальца вилки, при этом вилки связаны между собой пружиной, обеспечивающей -прижатие шторок к вершинам резьбы.
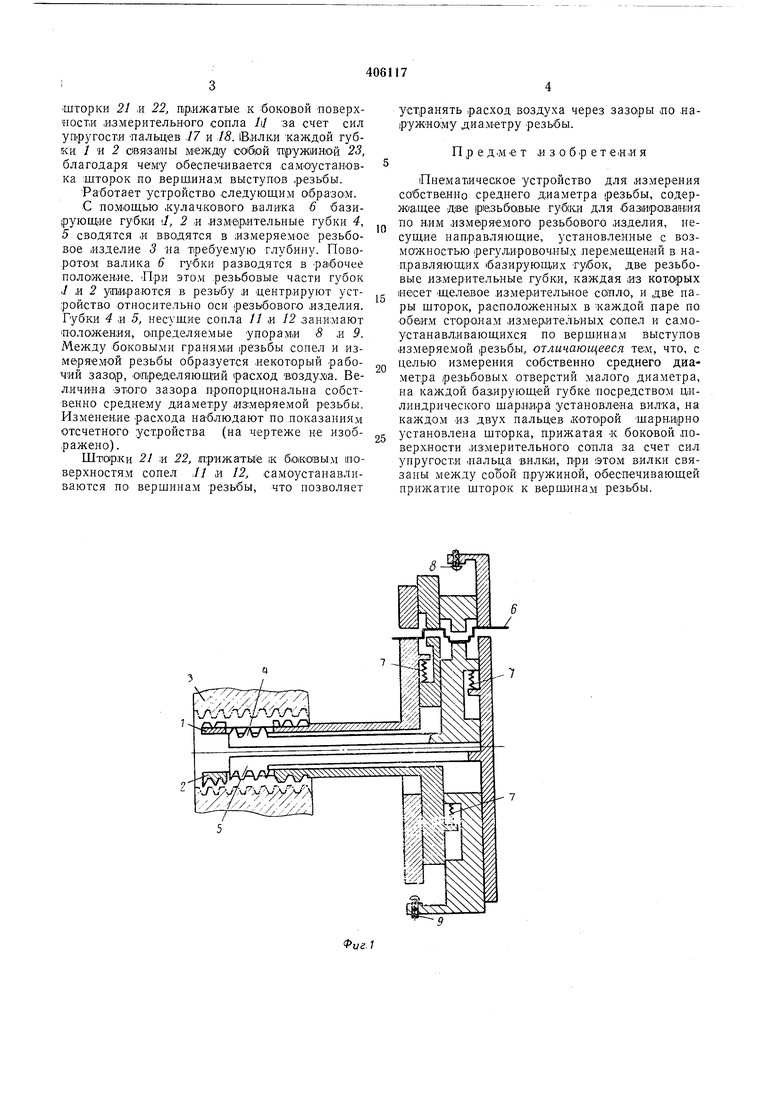
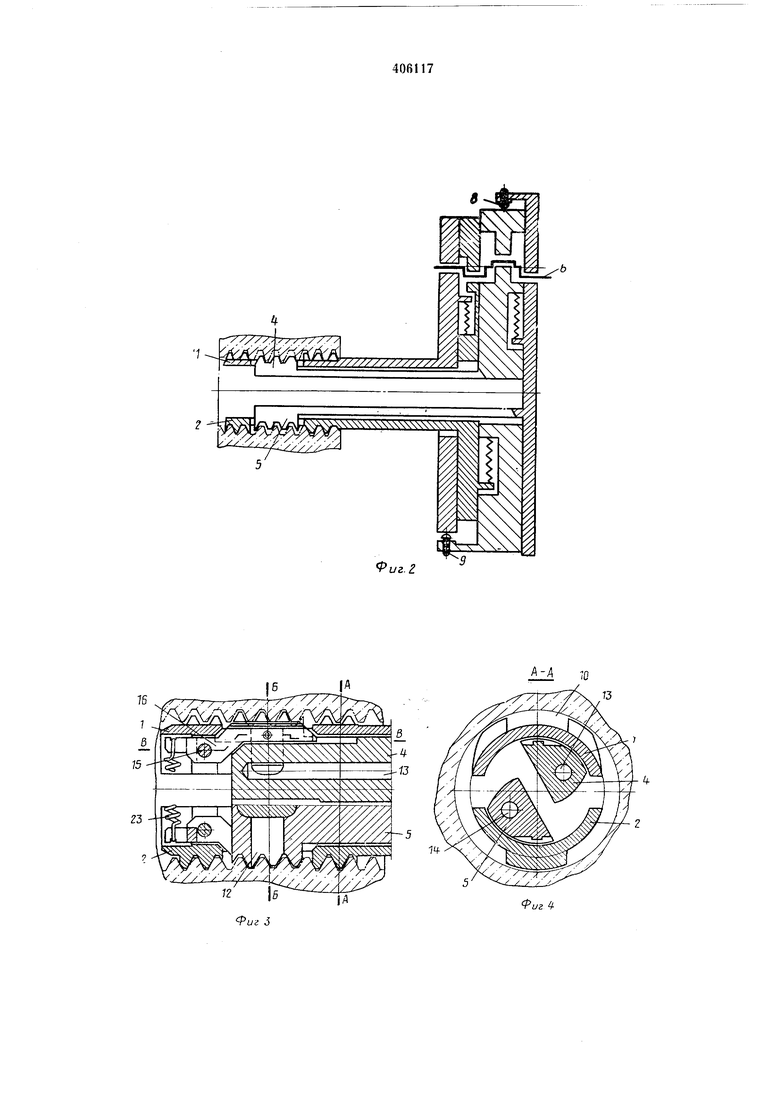
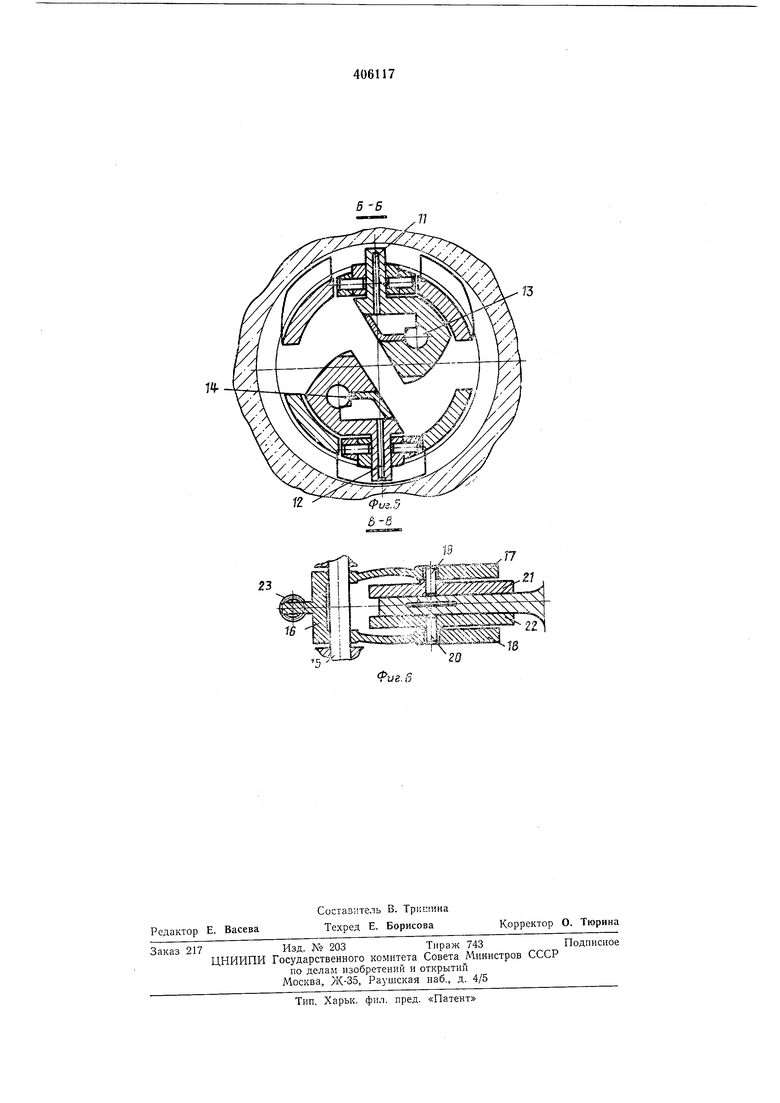
На фиг. 1 схематически изображено предлагаемое устройство; иа фиг. 2 - то же, в положении из;мерения; «а фиг. 3 - расположение губок устройства в резьбовом отверстии; на фиг. 4 - р-азрез по А-А на фиг. 3; на фиг. 5 - разрез по Б-Б на фиг. 3; на фкг. 6 - р.азрез по В-В на фиг. 3.
Устройство содерж1ит базирующие губки / и 2 для установки на них измеряемого резьбового изделия 3, резьбовые измерительные губки 4 и 5, установленные в направляющих базирующих губок с возмож)гостью регулировочных перемещений. Перемещение базируюищх и измерительных губок осуществляется с помощью кулачкового валика 6 и пружин 7, а регулировка взаимного расположения измерительных губок и регулировка положения .измерительной губки 4 относительно базирующей губки / - с помощью упоров 8 и 9. Для ловышения точности базирования базирующая губка / имеет паз 10 (фиг. 4), а губка 2 выполнена малой ширины.
Измерительные губки 4 и 5 несут щелевые измерительные сопла 11 и 12, подача сжатого воздуха к которым осуществляется ло каналам 13 и 14 в теле измерительных губо.к.
На каждой губке / и 2 иосредство м цилиндрического шарнира 15 установлена вилка 16 с двумя -пальцами 17 и 18. На пальцах с помощью шарниров 19 и 20 установле;1Ы
шторки 21 я 22, П|р,иж-атые к боковой Поверхности измерительного сопла LI за счет сил уп|ругост.и Пальцев 17 w. 18. 1В,илки каждой губки 7 и 2 связанны между ообюй пружиной 23, благодаря чему Обеспечявается самоустановка шторок по верш,инам выступов .резьбы.
Работает устройство следующим oi6pa3o;M.
С помощью .кулачкового валика 6 бази)рующ«е губки /, 2 .и .изме|р.ительпые губки 4, 5 сводятся .и вводятся в измеряемое резьбовое изделие 3 на требуемую глубину. Пово. валика 6 губки разводятся в рабочее положение. (При этом резьбовые части губок J У1 2 уии.раются в резьбу и центрируют устройство относительно оси резьбового изделия. Губки 4 а 5, несущие сопла // и 12 ,зани:мают положения, оиределяемые упорами 8 .и 9. Между боковыми гранями резьбы сопел и измеряемОЙ резьбы образуется .некоторый рабочий зазор, оиределяюший расход воздух1а. Величина ЭТОГО зазора пропорциональна собственно среднему диаметру измеряемой резьбы. Изменение расхода наблюдают по показаниям отсчетного устройства (на чертеже не изображено).
Шторки 2J и 22, прижатые к боковым поверхностям сопел ,1} и 12, самоустанавливаются по верщипам резьбы, что позволяет
устранять .расход воздуха через зазоры по наружному диаметру резьбы.
П р е д .м е т .изобретения
Пнематическое устройство для .измерения собственно среднего диаметра резьбы, содерЖ1ащее две резьбавые губки для |баз1ироваН|ия по ним измеряемого резьбового изделия, несущие направляющие, установленные с возможностью регулировочных перемещений в направляющих базирующих Губок, две резьбовые измерительные губки, каждая аз которых
несет щелевое из.мерительное сопло, и две пары щторок, расположенных в каждой паре по обеим сторонам измер.ительных сопел и самоустанавливающихся по верщинам выступов измеряемой резьбьь отличающееся тем, что, с целью измерения собственно среднего диаметра резьбовых отверстий малого диаметра, на каждой базирующей губке посредством цилиндрического щарни.ра установЛбна вилка, на каждом из двух пальцев которой щарнирно
установлена щторка, прижатая « боковой .поверхности .измерительного сопла за счет сил упругости пальца ВИлки, при этом вилки связаны между собой Пружиной, обеспечивающей прижатие щторок к верщ.инам резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический калибр для контроля собственно среднего диаметра резьбы | 1969 |
|
SU341345A1 |
| Пневматическое устройство для контроля среднего диаметра резьбы | 1980 |
|
SU911154A1 |
| Пневматический калибр для контроляСРЕдНЕгО диАМЕТРА РЕзьбы | 1979 |
|
SU807056A1 |
| Устройство для снятия изоляции сКАбЕлЕй | 1979 |
|
SU851587A1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Устройство для снятия изоляции с кабелей | 1981 |
|
SU1101940A2 |
| Устройство для измерения шлифуемых ступенчатых валов на ходу станка | 1938 |
|
SU54502A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ ЧАСТИ РОГУЛЬКИ ШЕЛКОКРУТИЛЬНОЙ МАШИНЫ | 1964 |
|
SU164549A1 |
| МНОГОДОЗОВЫЙ БЕЗЫГОЛЬНЫЙ «НЪЕКТОР | 1969 |
|
SU257697A1 |
| Устройство для правки концовСОРТОВОгО пРОКАТА | 1979 |
|
SU837459A1 |
Риг.2.
ие. 6
