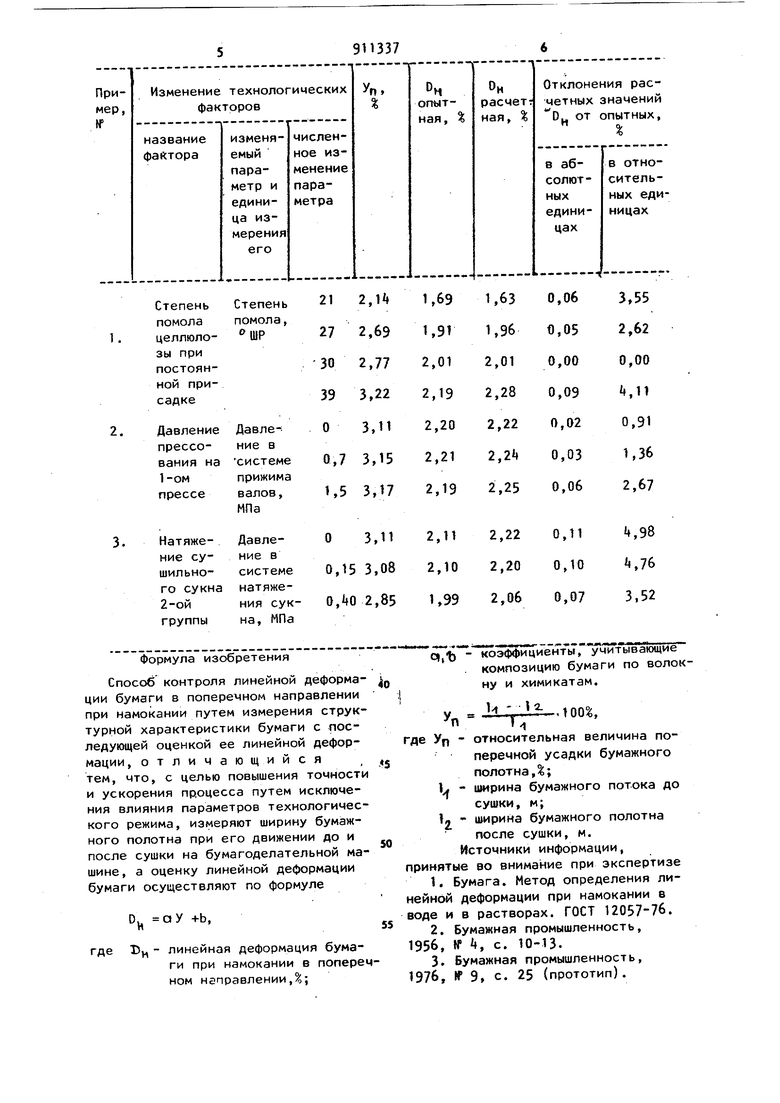
(З) СПОСОБ КОНТРОЛЯ ЛИНЕЙНОЙ ДЕФОРМАЦИИ БУМАГИ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ ПРИ НАМОКАНИИ Изобретение относится к способам контроля показателей качества бумаги и может быть использовано в целлюлоз но-бумажной промышленности для контроля линейной деформации бумаги, являющейся одним из основных показателей бумаги, в частности бумаги для офсетной печати. Известен способ контроля линейной деформации бумаги при намокании (Oj) путем нанесения на периодически отбираемые образцы бумаги фиксированно го расстояния (LQ), замачивания об-, разцов в воде, измерения расстояния между проколами для намоченных образ цов (L.. ) и расчета по формуле п н Однако такой способ является длительным, периодическим и требует отбора образцов для испытаний. Известен способ регулирования линейной деформации бумаги при намокаНИИ путем изменения усадк1 бумаги во i время сушки, например натяжением сушильных сукон и полотна бумаги в мокрой и сушильной частях 2. Однако указанный способ, во-первых, не предназначен для контроля линейной деформации бумаги, поскольку не предусматривает определение показателя деформации, во-вторых, практически не может быть использован, так как учитывает многие важные факторы, такие как качество исходных материалов, режимы приготовления бумажной массы, композицию бумаги и некоторые другие. Наиболее близким к предлагаемому является способ контроля линейной деформации бумаги при намокании путем измерения структурной характеристики бумаги с последующей оценкой ее линейной деформации . Согласно этому способу, в качестве структурной характеристики используют пористость бумаги по методу Гарлей-Хилл и определение линейной деформации (Оу,) проводят путем изме рения указанной структурной характе ристики для периодически отбираемых образцов бумаги по формуле Оц ах +Ьх + с, где а, в, с - структурные коэффициенты;X - пористость бумаги, с. Однако этот способ обладает мало точностью из-за недостаточно высокой степени корреляции между параметрами 0, и X, равной 0,89, является периодическим и также требует отбора проб бумаги. Кроме трго, коэффициенты в расчетной формуле зависят от изменений технологического режима работы оборудования, что в значительной степе ни затрудняет практическое использо вание способа, принимая во внимание специфику бумажного производства. Цель изобретения - повышение точ ности и ускорение процесса определе ния линейной деформации бумаги при намокании путем исключения влияния параметров технологического режима. Поставленная цель достигается тем, что согласно способу контроля линейной деформации бумаги при намокании в поперечном направлении пу тем измерения структурной характери тики бумаги с последующей оценкой ее линейной деформации, измеряют ширину бумажного полотна при его дв жении до и после сушки на бумагоделательной машине, а оценку линейной деформации бумаги осуществляют по формуле ,аУп+ b Н ГП где DU - линейная деформация бумаги при намокании в поперечном Направлении, %, коэффициенты, учитывающие а, в композицию бумаги по волок ну и химикатам. « - i У. - относительная величина поперечной усадки бумажного полотна, %; ширина бумажного полотна до сушки, м; ширина бумажного полотна после сушки, м. Сочетание описанных операций позволяет непрерывно, достаточно точно и быстро определять линейную деформацию бумаги без отбора проб в практически любой точке движущегося бумажного полотна, причем независимо от изменений параметров технологического режима для бумаги постоянной композиции по волокну и химикатам. Способ осуществляют следующим образом. Измеряют ширину бумажного полотна при его движении до и после сушильной части с точностью до 0,5 мм (Ц и Ij.) и на основании измеренных значений по описанным формулам определяют величину поперечной усадки бумаги ( а затем величину линейной деформации ее при намокании в поперечном направлении (О). Условия проведения и результаты опыта по контролю линейной деформации при намокании в поперечном направлении при изготовлении бумаги для офсетной печати №1 приведены в таблице. Как видно из таблицы, предлагаемый способ позволяет осуществить контроль линейной деформации бумаги в поперечном направлении с достаточной точностью. По сравнению с известным способом он обеспечивает повышение точности и скорости определения линейной деформации за счет повышения коэффициента корреляции с 0,89 в известном до 0,97 в предлагаемом способе и возможности непрерывного определения этого показателя. Это дает возможность осуществить оперативный технологический контроль линейной деформации при намокании бумаги для офсетной печати.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИПОГРАФСКОЙ БУМАГИ | 1997 |
|
RU2132425C1 |
| АДДИТИВНЫЕ КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАЗЛИЧНЫХ ОСНОВ | 2006 |
|
RU2409303C9 |
| САЛФЕТОЧНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ПОЛИМЕРНУЮ ДИСПЕРСИЮ | 2006 |
|
RU2409720C2 |
| Бумага-основа для пигментной бумаги | 1978 |
|
SU777134A1 |
| Способ автоматического контроля натяжения бумажного полотна | 1977 |
|
SU725024A1 |
| МАШИНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕГО ПОЛОТНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕЙ ОБЕРТОЧНОЙ БУМАГИ, ИСПОЛЬЗУЕМОЙ ДЛЯ СИГАРЕТ | 2010 |
|
RU2511391C1 |
| МНОГОСЛОЙНОЕ БУМАЖНОЕ ПОЛОТЕНЦЕ С ВНУТРЕННИМ ВПИТЫВАЮЩИМ СЛОЕМ | 2006 |
|
RU2393286C2 |
| БУМАЖНЫЕ ОСНОВЫ С ПОВЫШЕННОЙ ПРОКЛЕЙКОЙ ПОВЕРХНОСТИ И НИЗКОЙ ПРОКЛЕЙКОЙ ПОЛОТНА, ОБЛАДАЮЩИЕ ВЫСОКОЙ СТАБИЛЬНОСТЬЮ РАЗМЕРОВ | 2007 |
|
RU2418903C2 |
| БУМАЖНЫЕ ОСНОВЫ С ПОВЫШЕННОЙ ПРОКЛЕЙКОЙ ПОВЕРХНОСТИ И НИЗКОЙ ПРОКЛЕЙКОЙ ПОЛОТНА, ОБЛАДАЮЩИЕ ВЫСОКОЙ СТАБИЛЬНОСТЬЮ РАЗМЕРОВ | 2007 |
|
RU2449070C1 |
| БУМАЖНЫЕ ПРОДУКТЫ С УПРАВЛЯЕМЫМИ СВОЙСТВАМИ ВОРСИСТОСТИ | 2007 |
|
RU2430709C2 |
