изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец подшипников. Цель изобретения - повышение пр изводительности процесса, снижение расхода металла и Цй.вышение качеств получае1:1Ы1ХИЗдё1лий устранения дафектов. ppniLJ ажим на поверхност и|а,елий. f, .1 1§.1 черЛжё. схема йа чер-Лже . предфтаэ:: 1Щ| c.j jf t f Kofi ам Л npi Jnoco6 1ЛЯЮТ следующим o6pk30M. ..,Г« ч-««- 4, -вНВ осадки получают заготовку 1, из которой на втором переходе формуют комплектную поковку с наруж элементом 2, промежуточным элементом 3 и донной частью 4. На третьем переходе инструментом 5 и 6 осуществляют изгиб донной части 4, затем инструментом 5 и 7 производят одновременно осадку донной части 4 и её прямое выдавливание в полость, образованную инструментом 6-8, после чего выполняют калибровку поковки. Затем комплексную поковку разделяют на кольцевые заготовки 9 и 10, размещая ее в инструменте с упором по нижним торцам наружного 2 и промелсуточного 3 элементов на матрицу 11 и выталкиватель 12 соответственно с помощью пуансонов 13 и 14, а перемычку 15 удаляют с помощью пуансона 16. Пример. Проводят изготовлен заготовки наружного кольца подшипника 7611 из наружного элемента ком плектной поковки, заготовки наружного кольца подшипника 260805 - из промежуточного элемента комплектной поковки и заготовки наружного кольца подшип ника 922205 - из внутреннего элемента комплектной поковки. Комплектную поковку изготавливают на четырехпозиционном горячештамповочном автомате А0341.Для этого от прутка диаметром 60 мм из стали ШХ15 при температуре 1150 1170 С отрубают заготовку длиной 110 мм, затем на первом переходе ее осаживают до высоты 35 мм и диаметра 110 мм, на втором и третьем переходах осуществляют формовку, а на четвертом - прошивку отверстия внутреннего элемента и разделение поковки на кольцевые заготовки. 1 4 При этом на втором переходе получают промежуточную комплектную поковку, у которой наружный элемент 2 и промежуточный элемент 3 по диаметральным размерам отличаются от кольцевых заготовок 9 и 10 на 1 мм, что обеспечивает возможность размещения промежуточной комплектной поковки в штампе третьего перехода. Расстояние от нижнего торца наружного элемента 2 до верхнего торца промежуточного элемента 3 составляет 8 мм, причем на третьем переходе эту величину оставляют неизменной. Глубину внутренней полости на втором переходе получают на 3 мм больше высоты наружного элемента 2, а толщину донной части 4 определяют из условия равенства объема этой донной части сумме незаполненного объема 17 промежуточного элемента 3, объема внутреннего элемента 18 и объема перемычки 15, высота которой из условия сохранения стойкости штамповочного инструмента назначается равной 5 мм. Выполнение заданных условий обеспечивается при высоте донной части 4, равной 12 мм. На третьем переходе (о() производят изгиб донной части 4, а затем ее осадку одновременно с прямым выдавливанием (S), Это позволяет сформировать комплектную поковку, содержащую три кольцевых элемента 2,3 и 18 с перемычкой 15, причем перемычка расположена вблизи верхнего торца внутреннего элемента 18. Расстояние от этого торца до нижнего торца промежуточного элемента 3 составляет 8 мм. Это позволяет на четвертом переходе (о|) использовать матрицу-выталкиватель в качестве опоры для последовательного отделения пуансона и перемычки 15 от внутреннего элемента 18 и последнего от промежуточного элемента 3, Затем с опорой торца наружного элемента 2 на матрицу 11 пуансоном 14 промежуточный элемент 3 отделяют от наружного элемента 2 (&). Таким образом, за один переход осуществляют три акта разделения, в то время как при штамповке комплектной поковки согласно известному способу с внутренним элементом типа стакана невозможно осуществить за один переход более двух актов разделения.
Изобретение позволяет увеличить производительность штамповки по сравнению с известным способом на 15-50% в зависимости от веса заготовок. Кроме того, предлагаемый способ обеспечивает получение трех заготовок колец с одной перемычкой вместо двух заготовок колец с перемычкой, что позволяет экономить на каждой поковке около 15% от веса перемычки.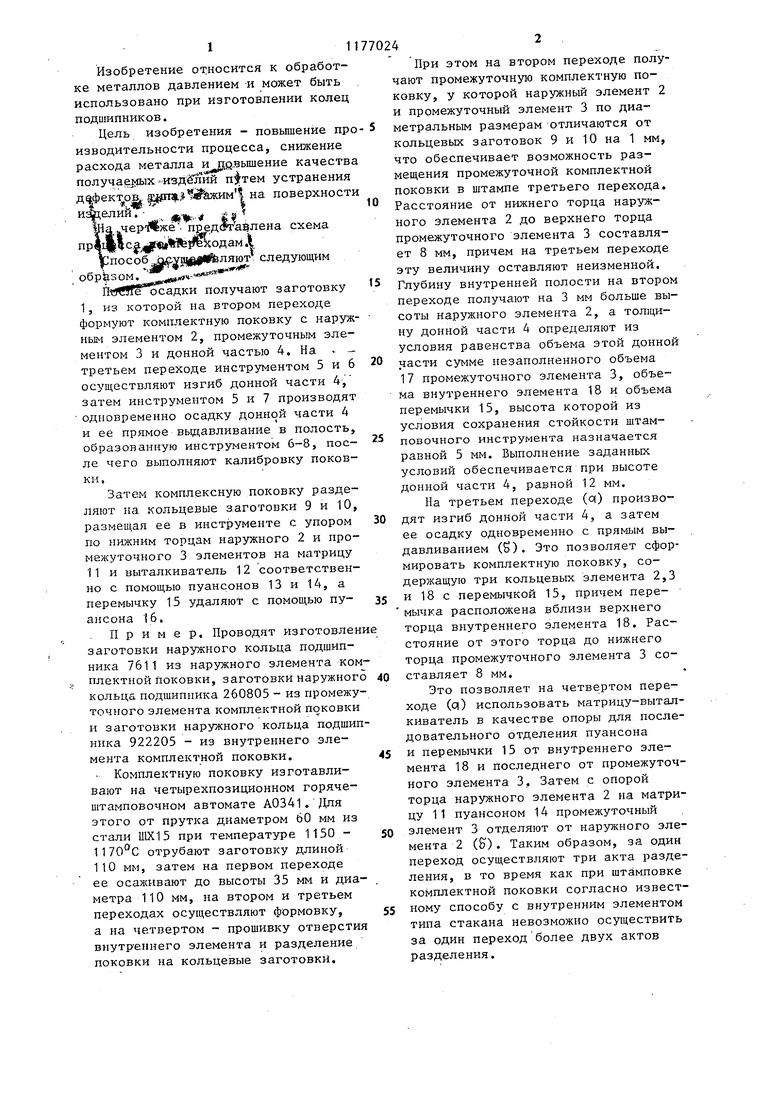

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок колец подшипников | 1982 |
|
SU1074652A1 |
| Способ изготовления полых изделий на многопозиционных автоматах | 1982 |
|
SU1072976A1 |
| Способ изготовления деталей | 1990 |
|
SU1750844A1 |
| Способ получения заготовок колец подшипников | 1983 |
|
SU1184599A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОЛЕЦ ПОДШИПНИКОВ, заключающийся в осадке цилиндрической заготовки, предварительном формообразовании комплектной поковки, состоящей из концентрично расположенных один внутри друго.го наружного и промежуточного кольцевых элементов, смещенных между собой по вертикальной оси поковки, и имеющей полость с глубиной не менее высоты наружного элемента, окончательном формообразовании с осадкой донной части и калибровкой поковки, а также в разделении отштампованной поковки на отдельные кольцевые заготовки, отличающийс я тем, что, с целью повышения производительности процесса, снижения расхода металла и повышения качества получаемых изделий, в процессе предварительного формообразования промежуточный элемент поковки получают высотой, меньшей высоты промежуточного элемента после окончательного формообразования на величину, не превышающую расстояние от верхнего торца внутреннего элемента, образованной, при окончательном формообразовании комплектной поковки до нижнего торца сопряженного с ним промежуточного i элемента, а в. процессе окончательного формообразования одновременно с (Л С осадкой донной части поковки осуществляют ее прямое.вьщавливание, при чем расстояние от верхнего торца внутреннего элемента до нижнего торца сопряженного с ним промежуточного элемента выполняют большим толщины сформированной после окончательного формообразования донной части компvl лектной поковки, а при разделении о to фь комплектную поковку размещают с упором по нижним торцам наружного и промежуточного элементов.
1-ii переход2-и переход
4-U перелод а 13 /б б
| Способ изготовления заготовок колец подшипников | 1982 |
|
SU1074652A1 |
