(54) УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ ВЫВОДОВ
ИНТЕГРАЛЬНЫХ МИКРОСХЕМ И ПОЛУПРОВОДНИКОВБ1Х ПРИБОРОВ
1
Изобретение относится к электронной технике и может быть использовано, в частности, для присоединения выводов в полупроводниковых приборах - интегральных микросхемах, транзисторах, диодах и т. д.
Известно устройство для присоединения .проводочных выводов, содержащее корпус, рычажный держатель сварочного инструмента, шарнирно закрепленный в корпусе и взаи1у1одействующий с шатунно-кривошипным приводом и механизмом давления, управляемым от кулачкового привода 1.
Однако конструкция такого устройства не позволяет с достаточной точностью и быстродействием совмещать свариваемые элементы.
Известна установка для присоединения выводов полупроводниковых приборов, содержащая сварочную головку с инструментом, привод подъема и опускания сварочной головки, манипулятор для совмещения свариваемых элементов 2.
Однако привод установки, состоящий из двух электромагнитов с манипулятором не обеспечивает плавного совмещения сварочного инструмента с контактными площадками кристалла и вносит погрещности в
перемещение за счет люфтов, что снижает точность работы.
Известно также устройство, содержащее головку со сварочным инструментом, механизм перемещения сварочного инструмента, электромагнит, планку с отверстием для сварочного инструмента и воронкообразным отверстием для траверс и ножки, а также толкатель для подачи кристаллов 3.
Недостаткамиэтого устройства является сложность конструкции и больщая инер10ционность механизмов привода.
Наиболее близким техническим рещением к предлагаемому является устройство, содержащее сборочный столик, головку со сварочным инструментом, механизмы перемещения сварочного инструмента и сборочного столика, блок управления и ультразвуковой генератор 4.
Недостатком такого устройства является низкая точность совмещения свариваемых элементов, что снижает производительность
20 процесса сборки приборов.
Цель изобретения - повыщение производительности сборочных операций за счет увеличения скорости и точности совмещения свариваемых элементов.
Поставленная цель достигается тем, что в устройстве, содержащем сборочный столик головку со сварочным инструментом, механизмы перемещения сварочного инструмента и сборочного столика, блок управления и ультразвуковой генератор, в блок управления введен фазовращатель, а механизм перемещения сборочного столика выполнен из четырех попарно соединенных тягами через отверстия в сборочном столике ультразвуковых микрощаговых устройств, расположенных в двух взаимно перпендикулярных направлениях, опирающихся на направляющие закрепленные на основании, и состоящих каждое из двух ультразвуковых узлов, выполненных в виде составных преобразователей, соединенных один с другим при помощи V-образного волновода и связанных с тягами через опору в узле колебаний, при этом плоскости скольжения направляющих расположены под углом к горизонтали и перпендкулярны к V-образным волноводам ультразвуковых микрощаговых устройств, а отверстия в сборочном столике расположены в разных плоскостях.
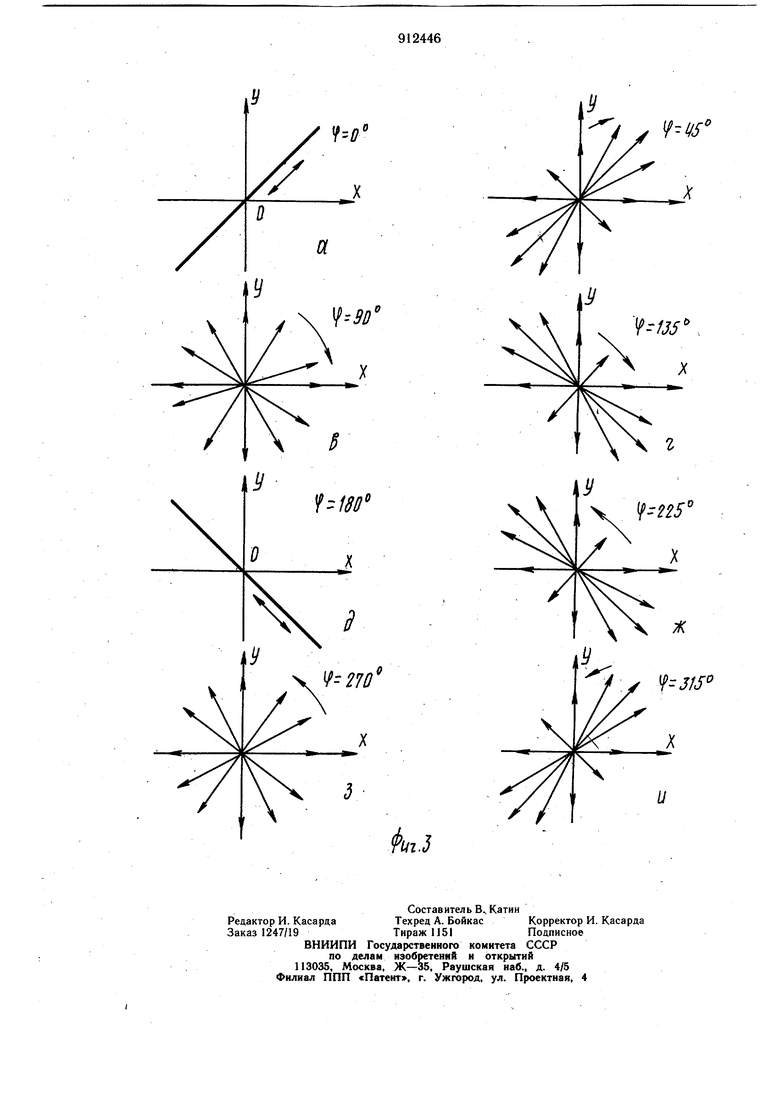
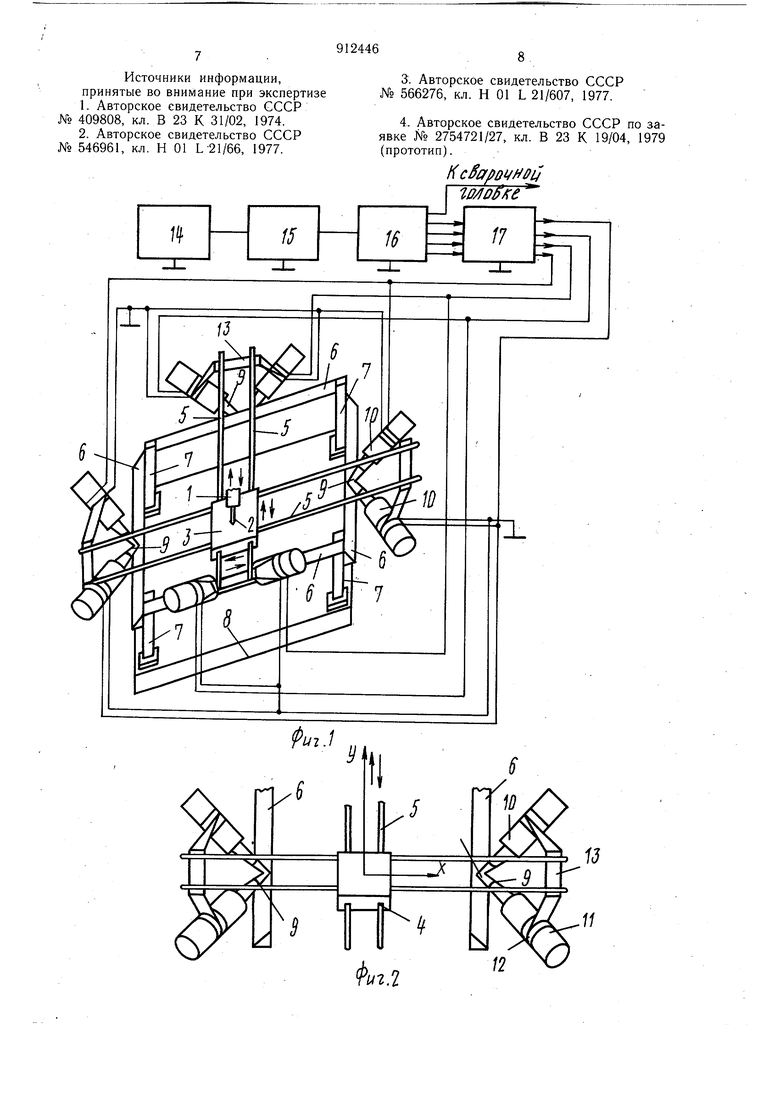
На фиг. 1 и 2 представлена схема устройства; на фиг. 3 - принцип возникновения тяговых усилий при изменении сдвига фаз электрических напряжений питания ультразвукового узла.
Устройство содержит головку 1 с инструментом 2, сборочный столик 3 для размещения и закрепления полупроводниковых приборов, перемещаемый во взаимно перпендикулярных направлениях X и Y при помощи привода, состоящего из 4-х спаренных ультразвуковых микрощаговых устройств, соединенных между собой через отверстия 4 в сварочном столике 3 ведущими тягами 5, при этом столик 3 свободно скользит по ведущим тягам 5, расположенным параллельно осям X или Y, под действием других тяг, расположенных параллельно осям Y или X соответственно, отверстия для тяг 5 в сварочном столике 3 выполнены в различных плоскостях для возможности одновременного перемещения по осям X и Y. Каждый ультразвуковой механизм микрощаговых перемещений опирается на направляющие 6, укрепленные на стойках 7, вмонтированных, в основание 8, и состоит из двух ультразвуковых узлов под углом соединенных при помощи V-образного волновода 9, каждый КЗ которых содержит активную накладку 10 и пассивную 11, между которыми расположен пьезокерамический преобразователь 12 и опора 13 для крепления к тягам 5 ультразвуковых устройств в их узле механических колебаний. В состав устройства входят последовательно соединенные ультразвуковой задающий генератор 14, усилитель 15 мощности, блок 16 фазовращателей и блок 17 управления, выходы которого соединены с активными элементами составных преобразователей.
На фиг. не показаны механизмы вертикального подъема и опускания инструмента, а также механизм крепления интегральных схем.
Принцип действия ультразвуковых микрощаговых устройств заключается в следующем.
Электрическое напряжение с выхода блока 17 управления, сдвинутое по фазе, подается для возбуждения преобразователей 12 ультразвуковых узлов, соединенных с помощью V-образных волноводов.
В V-образных волноводах возникают знакопеременные механические колебания с пучностью смещений в конечной его выпуклой части:
и, AiSin(wti + «Pi), lJz A2sin(wt2+ 4-2),
где и, и U2 - смещения конца выступа V-образного волновода в направлении осей X и Y соответственно;
А1иА2 - амплитуды смещений по осям
X и Y соответственно; V/ - угловая частота;
tj и t - время;
ср-сдвиг фаз напряжений, подаваемых на преобразователи 12.
Угол соединения ультразвуковых узлов можно изменять в щироких пределах. Следует только,иметь ввиду, что с увеличением, угла повыщается скорость движения, но уменьщается тяговое усилие.
Для примера рассмотрим случай соединения акустических блоков под углом 90°.
Изменяя сдвиг фаз электрических напряжений питания одного ультразвукового узла по отнощению к другому, можно получить сложное движение конечной точки выпуклой части V-образного волновода 9, который является сумматором механических колебаний от двух ультразвуковых узлов.
Как видно из чертежей, в зависимости от угла сдвига фаз можно получить направление движения в одну сторону, например при угле 135°, и в противоположную сторону, например при угле 225°. Причем можно изменять не только направление движения, но и величину щага при движении в одну сторону, например при сдвиге ср 135° и т. д.
Устройство работает следующим образом.
В исходном положении сварочная головка 1 с инструментом 2 поднять. От генератора 14 через усилитель 15 мощности, блок 16 фазовращателей и блок 17 управления напряжение ультразвуковой частоты подается на преобразователи 12 соответствующей пары ультразвуковых механизмов микроперемещений, например, для перемещения по оси V.
Конец выпуклой части V-образного волновода начинает соверщать эллипсообразное
движение, в результате чего микрошаговые устройства движущихся по направляющим 6, увлекая за собой с помощью тяг 5 сборочный столик 3. Последний свободно скользит по тягам перпендикулярно расположенной пары ультразвуковых микрощаговых устройств. При работе обеих пар одновременно сборочный столик может совери ать сложное движение и кратчайщим путем выходить в точку совмещения контактной площадки со свариваемой проволокой и инструментом. Поскольку расстояние между выводами и их расположение известны в конкретном изделии (микросхема, транзистор и т. д.), то вывод сборочного столика, а вместе с ним и свариваемого изделия в заданную точку производится по программе, заложенной в блоке 17 управления. При подходе к заданной -точке по команде блока управления скорость перемещени.ч снижается, а затем падает до О при совмещении контактной площади со сварочной проволокой и инструментом 2, который опускается по команде блока 17 управления, на соединяемые элементы с определенным, статическим усилием. Затем на него подается энергетическое например, ультразвуковое воздействие для сварки. Инструмент 2 поднимается, горизонтальный привод выводит следующую контактную площадку изделия под сварочный инструмент и т. д.
Вследствие того, что ультразвуковые микрощаговые устройства движутся по направляющим практически без трения (коэффициент трения между сборочным столиком 3 и ведущими тягами 5 при соответствующем подборе материалов незначительный) и движущиеся массы существенно меньще, значительно снижается мощность двигателя, а значит, повыщается КПД.
Отсутствие погрешностей из-за люфтов, растяжений тросовых, ленточных и т. д. передач, больщой коэффициент трения между направляющими 6 и V-образными волноводами 9 (при снятии управляющего напряжения с преобразователей 12), а также малая инерционность и относительно больщая (по отнощению к массе перемещаемых элементов) мощность ультразвуковых микрощаговых устройств позволяют в значительной степени улучшить старт-стопные характеристики, повысить точность и плавность совмещения контактной площадки со .сварочной проводкой и инструментом.
Наклонное расположение плоскостей скольжения направляющих 6 и ультразвуковых микрощаговых устройств исключает сдвиг выступов V-образных волноводов 9 в направлении перпендикулярном по отнощению к основному движению. Это существенно повышает жесткость конструкции, а следовательно, и точность устройства в целом.
Угол наклона сСможет изменяться в щироких пределах в зависимости от назначения конструкции и веса перемещаемого технологического объекта. Причем наклон можно осуществлять как с внешней стороны, так и с внутренней.
Однако надо иметь ввиду, что угол между плоскостью скольжения направляющей 6 и Y-образным волноводом 9 должен выбираться таким образом, чтобы волновод опирался на плоскость скольжения направляющей той выпуклой частью, где происходит наиболее интенсивное сложение механических колебаний.
Таким образом, существенно уменьщается время на выполнение такой сложной и трудоемкой операции, как совмещение контактных площадок кристалла со свариваемой- проволокой и инструментом. Это достигается улучшенными старт-стопными характеристиками, малой инерционностью движущихся частей, высокой точностью, которая, в свою очередь, в значительной мере улучшается из-за отсутствия зубчатых, ленточных, тросовых и т. п. передач, жесткостью и плавным, меняющимся по определенному закону, движением микрощаговых устройств, шаги которых меняются от сотых долей микрона до единиц, микрона и соверщаются с ультразвуковой частотой.
Формула изобретения
Устройство для присоединения выводов интегральных микросхем и полупроводниковых приборов, содержащее сборочный столик, головку со сварочным инструментом, механизмы п-еремещения сварочного инструмента и сборочного столика, блок управления и ультразвуковой генератор, отличающееся те.м, что, с целью повыщения производительности сборочных операций за счет
увеличения скорости и точности совмещения свариваемых элементов, Р блок управления введен фазовращатель, а механизм перем щения сборочного столика выполнен из четырех попарно соединенных тягами через отверстия в сборочном столике ультразвуковых микрошаговых устройств, расположенных в двух взаимно перпендикулярных направлениях, опирающихся на направляющие, закрепленные на основании, и состоящих каждое из двух ультразвуковых узлов, выполненных в виде составных преобразователей, соединенных один с другим при помощи V-образного волновода и связанных с тягами через опору в узле колебаний, при этом плоскости скольжения направляющих расположень под углом к горизонтали
и перпендикулярны к V-образным волноводам ультразвуковых микрощаговых устройств, а отверстия в сборочном столике расположены в разных плоскостях.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 409808, кл. В 23 К 31/02, 1974.
2.Авторское свидетельство СССР 546961, кл. Н 01 L-21/66, 1977.
3.Авторское свидетельство СССР № 566276, кл. Н 01 L 21/607, 1977.
4.Авторское свидетельство СССР по заявке № 2754721/27, кл. В 23 К 19/04, 1979 (прототип).
KcegpQL/Hin
I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1985 |
|
SU1303329A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Устройство для микросварки | 1990 |
|
SU1731543A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Устройство для ультразвуковой обработки | 1978 |
|
SU721285A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1706807A1 |