11
Изобретение относится к ультразвуковой сварке и может быть использовано в электронной промьпиленности для присоединения тонких проволочных выводов навесных элементов к контактным площадкам плат гибридных интегральных микросхем (ГИС),
Целью изобретения является повышение производительности и качества сварки за счет автоматического совмещения вывода с -направляющей канавкой на рабочем торце инструмента.
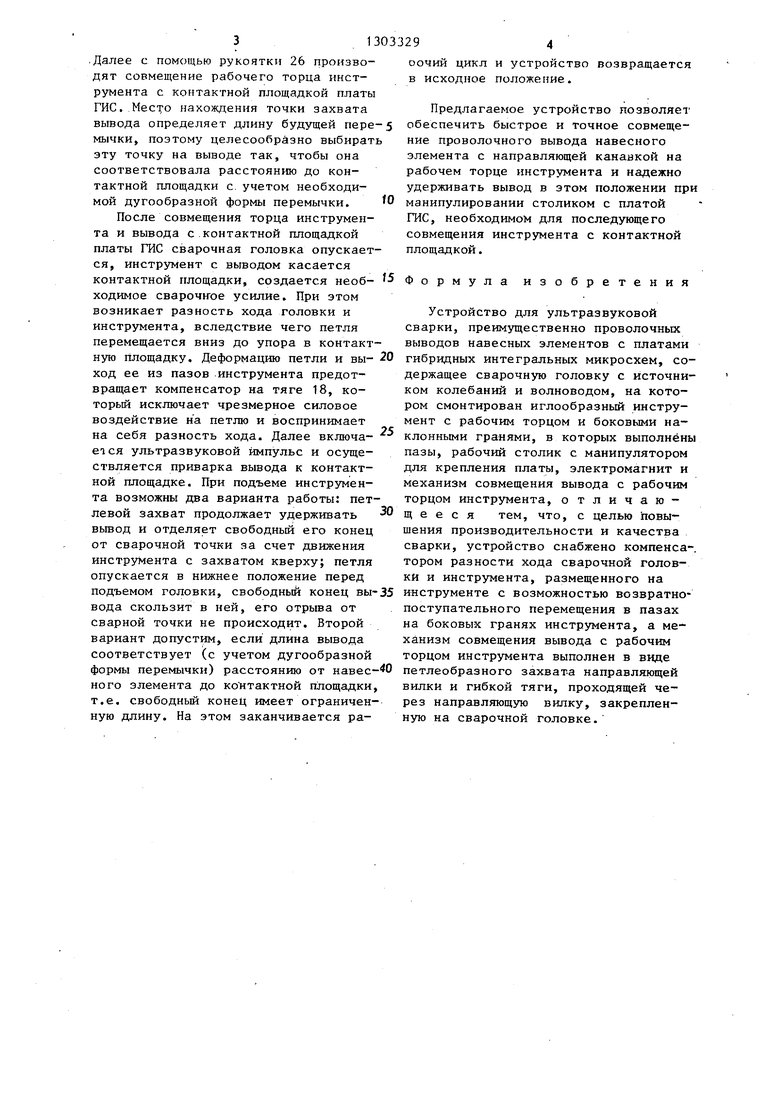
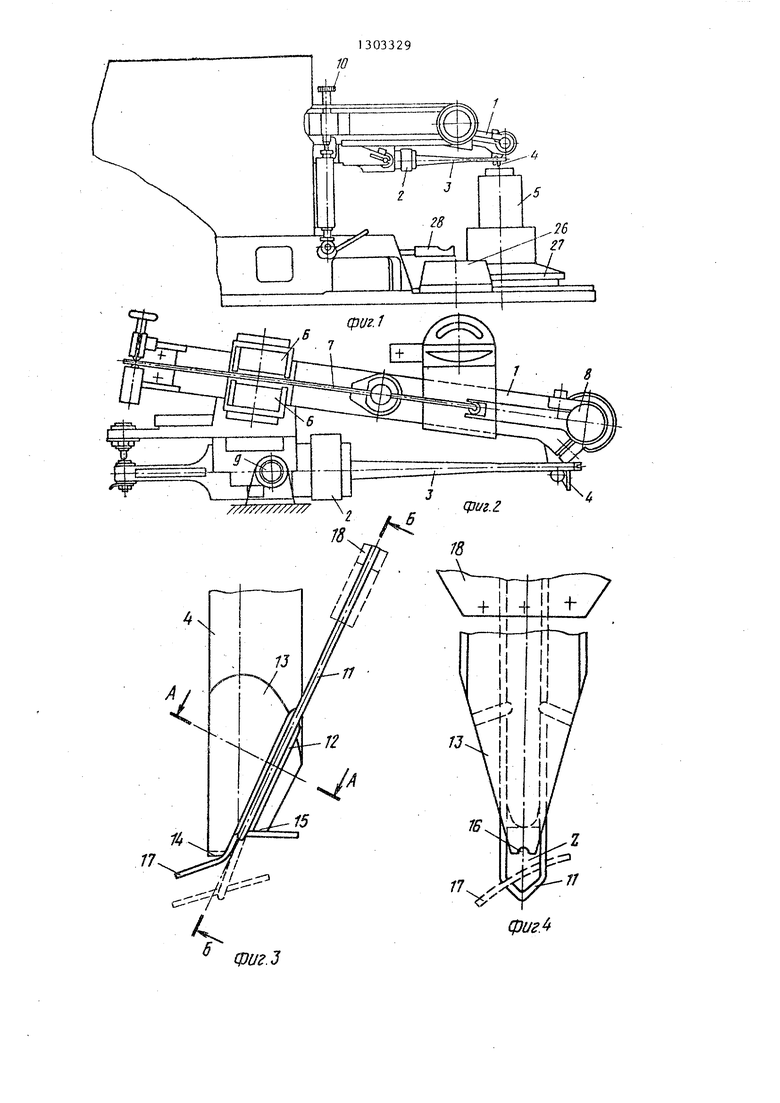
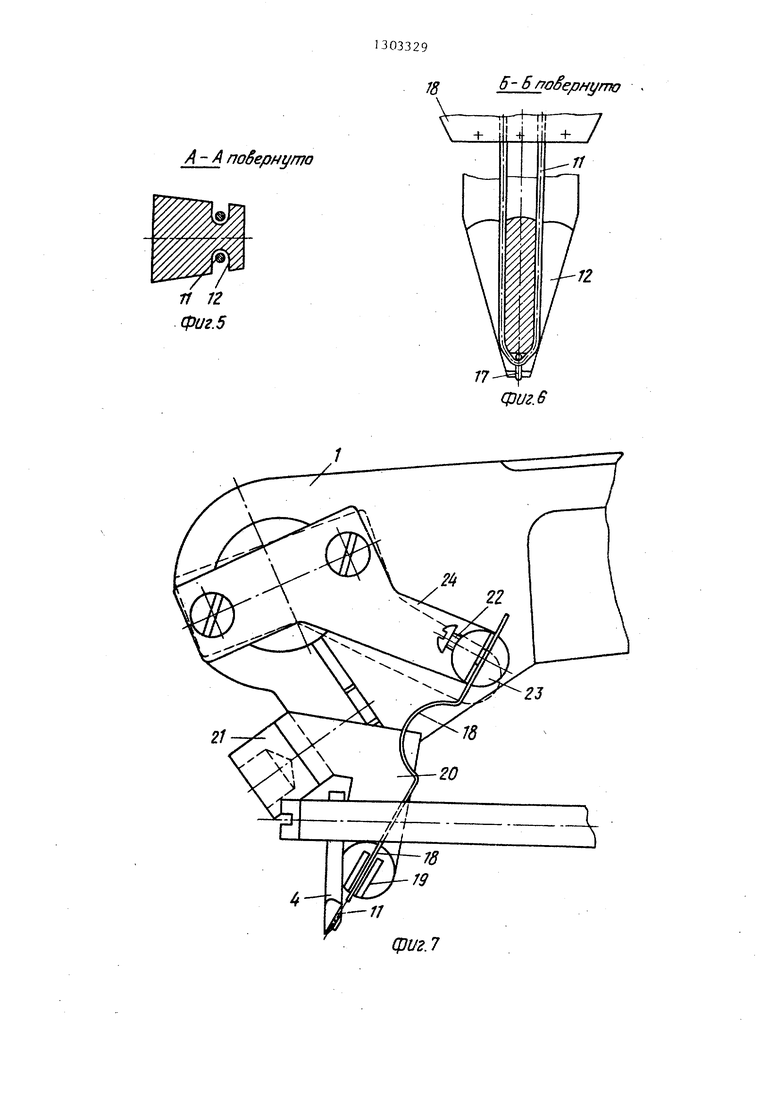
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сварочная головка; на фиг. 3 - инструмент с захватом, вид сбоку; на фиг. 4 - то же вид спереди; на фиг. 5 - сечение А-А на фиг. 3; на фиг. 6 - сечение Б-Б на фиг. 3; на фиг. 7 - механизм по
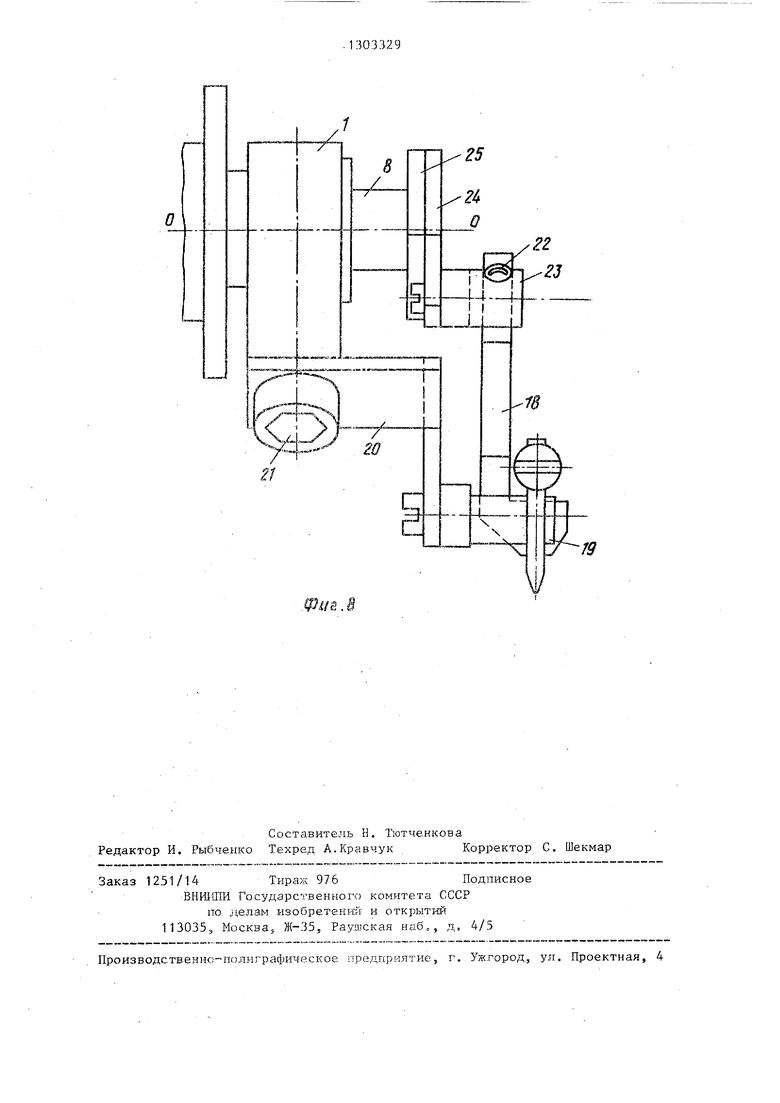
дачи петлеобразного захвата, вид сбо ку; на фиг. 8 - то же, вид спереди.
Устройство для ультразвуковой сварки содержит сварочную головку с источником
1
В исходном положении петлеобразный захват оп ущен ниже рабочего торца инструмента и образует с ним поле
2 колебаний, волноводом 25 захвата вывода 17. Попадание выводом, 3 и иглообразным инструментом 4, рабочий столик 5. Сварочная головка снабжена электромагнитным приводом, выполненным в виде двух электромагнитов 6, между которыми проходит под- зо плата, с помощью рукояток 26 и ребор- вижная пластина 7, шарнирно связан- ды 27, а также подъема - опускания
17 навесного элемента, укрепленного на плате ГИС, в поле захвата производится путем манипулирования рабочим столиком 5, на котором укреплена
ная с поворотной втулкой привода 8 на сварочной головке. Источник колебаний с волноводом и пружинным приводом сварочного усилия (не показан) подвешены на шарнире 9. Для регулировки величины разности хода, возникающей между сварочной головкой и инструментом при касании последним свариваемых деталей, служит винтовая подача 10.
Ветви петлео бразного захвата 11 размещены с возможностью возвратно- поступательного перемещения в пазах 12, выполненных на боковых наклонных гранях инструмента 13. Пазы направлены к задней кромке рабочего торца инструмента 14 и выходят на его нерабочий торец 15. На рабочем торце инструмента выполнена направляющая канавка 16, с которой должен быть совмещен проволочный вывод 17 навесного элемента.
Петлеобразный захват в верхней части присоединен к гибкой тяге 18. Тяга проходит через направляющую вилку 19, укрепленную с возможностью регулировки угла наклона паза на одном конце кронштейна 20, который другим
образом.
концом соединен с помощью винта 21 со сварочной головкой 1. Тяга в средней части снабжена компенсатором разности хода сварочной головки и инстру- мента в виде П-образного (или другой формы) участка. Верхним концом тяга укреплена с помощью винта 22 в пазу бобьшки 23, установленной на конце рычага 24, соединенного с фланцем 25 поворотной втулки электромагнитного привода 8.
Рабочий столик 5 перемещается в горизонтальной плоскости с помощью рукоятки 26 манипулятора и поворачи- вается.вокруг вертикальной оси с помощью реборды 27. Подъем и опускание инструмента при манипулировании осуществляются с помощью рукоятки 28.
Устройство работает следующим
образом.
В исходном положении петлеобразный захват оп ущен ниже рабочего торца инструмента и образует с ним поле
захвата вывода 17. Попадание выводом, плата, с помощью рукояток 26 и ребор- ды 27, а также подъема - опускания
17 навесного элемента, укрепленного на плате ГИС, в поле захвата производится путем манипулирования рабочим столиком 5, на котором укреплена
инструмента рукояткой 28. После попадания вывода в поле захвата (размеры поля захвата 300x200 мкм, диаметр вывода 27-40 мкм) его немного продвигают в петлю и включают с помощью кнопки на рукоятке; 26 элёктромагнитньй привод 6. При срабатывании электромагнита пластина 7 перебрасывается в нижнее положение, осуществляя через рычажно-шарнирную систему поворот втулки привода 8 по часовой стрелке. Перемещение рычага 24 на небольшой угол (см. фиг. 7, где пунктир - ис- ходное его положение) передается посредством гибкой тяги 18 петлеобразному захвату, скользящему в пазах 12 инструмента 4. Захват перемещается в верхнее положение (фиг. 3 и 5). Поскольку петля в рабочей зоне имеет и-образную форму, вывод 17 центрируется нижней точкой петли и совмещается при ее подъеме с направляющей канавкой 16 на рабочем торце, принимая изогнутую форму (фиг. 3). Нижняя точка петли при этом расположена выше рабочего торца инструмента в выемке, образуемой перепадом высот рабочего -и нерабочего торцов инстр -мента.
.Далее с помощью рукоятки 26 производят совмещение рабочего торца инструмента с контактной площадкой платы ГИС. нахождения точки захвата вывода определяет длину будущей перемычки, поэтому целесообразно выбирать эту точку на выводе так, чтобы она соответствовала расстоянию до контактной площадки с. учетом необходимой дугообразной формы перемычки.
После совмещения торца инструмента и вывода с.контактной площадкой платы ГИС сварочная головка опускается, инструмент с выводом касается
контактной площадки, создается необ- Формула
ходимое сварочн-ое усилие. При этом
возникает разность хода головки и
инструмента, вследствие чего петля
перемещается вниз до упора в контактизобретения
Устройство для ультразвуковой сварки, преимущественно проволочных выводов навесных элементов с платами
ную площадку. Деформацию петли и вы- 20 гибридных интегральных микросхем, соход ее из пазов инструмента предотвращает компенсатор на тяге 18, который исключает чрезмерное силовое воздействие на петлю и воспринимает на себя разность хода. Далее включа
eicH ультразвуковой импульс и осуществляется приварка вывода к контактной площадке. При подъеме инструмента возможны два варианта работы: петзплевой захват продолжает удерживать
вьгоод и отделяет свободный его конец от сварочной точки за счет движения инструмента с захватом кверху; петля
держащее сварочную головку с источником колебаний и волноводом, на котором смонтирован иглообразный инструмент с рабочим торцом и боковыми наклонными гранями, в которых выполнены пазы, рабочий столик с манипулятором для крепления платы, электромагнит и механизм совмещения вывода с рабочим торцом инструмента, отличающееся тем, что, с целью повышения производительности и качества сварки, устройство снабжено компенсатором разности хода сварочной головки и инструмента, размещенного на
опускается в нижнее положение перед подъемом головки, свободный конец вы-35инструменте с возможностью возвратно- вода скользит в ней, его отрыва отпоступательного перемещения в пазах сварной точки не происходит. Второйна боковых гранях инструмента, а ме- вариант допустим, если длина выводаханизм совмещения вывода с рабочим соответствует (с учетом дугообразнойторцом инструмента выполнен в виде формы перемычки) расстоянию от навес- Опетлеобразного захвата направляющей ного элемента до ко нтактной площадки,вилки и гибкой тяги, проходящей че- т.е. свободный конец имеет ограничен-рез направляющую вилку, закрепленную длину. На этом заканчивается ра-ную на сварочной головке.
оочий цикл и устройство возвращается в исходное положение.
Предлагаемое устройство позволяет обеспечить быстрое и точное совмещение проволочного вывода навесного элемента с направляющей канавкой на рабочем торце инструмента и надежно удерживать вывод в этом положении пр манипулировании столиком с платой ГИС, необходимом для последующего совмещения инструмента с контактной площадкой.
изобретения
Устройство для ультразвуковой сварки, преимущественно проволочных выводов навесных элементов с платами
держащее сварочную головку с источником колебаний и волноводом, на котором смонтирован иглообразный инструмент с рабочим торцом и боковыми наклонными гранями, в которых выполнены пазы, рабочий столик с манипулятором для крепления платы, электромагнит и механизм совмещения вывода с рабочим торцом инструмента, отличающееся тем, что, с целью повышения производительности и качества сварки, устройство снабжено компенса. тором разности хода сварочной головки и инструмента, размещенного на
инструменте с возможностью возвратно- поступательного перемещения в пазах на боковых гранях инструмента, а ме- ханизм совмещения вывода с рабочим торцом инструмента выполнен в виде петлеобразного захвата направляющей вилки и гибкой тяги, проходящей че- рез направляющую вилку, закрепленную на сварочной головке.
П
Фиг.З
поёернуто
б- 6 noSeffHumo
j
t-Ttj7
nil + /
фиг.6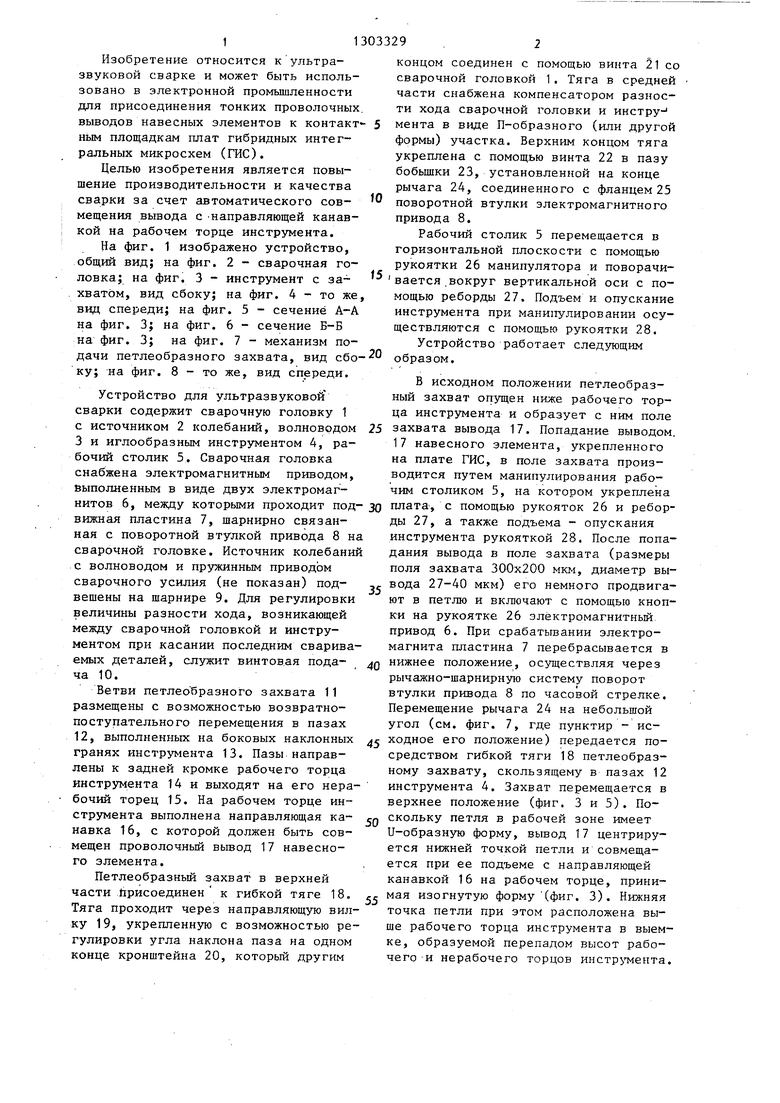
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1970 |
|
SU258459A1 |
| Установка для присоединения проволочных выводов | 1975 |
|
SU534809A1 |
| Инструмент для микросварки | 1990 |
|
SU1731541A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для присоединения проволочных выводов | 1989 |
|
SU1772845A1 |
Изобретение касается ультразвуковой сварки. Устройство обеспечивает совмещение тонких неориентированных проволочных выводов, имеющихся в состоянии поставки у навейных элементов, с направляющей канавкой на рабочем торце инструмента и удержание вывода при поиске инструментом контактной площадки платы и сварке. Это повышает производительность и качество сварки. Устройство оснащено механизмом совмещения, выполненным в виде петлеобразного захвата, размещенного с возможностью возвратно-поступательного перемещения в пазах, выполненных на инструменте. Захват связан посредством гибкой тяги, проходящей через направляющую вилку, с элек-| тромагнитным приводом. На тяге выполнен и-образньй компенсатор разности хода сварочной головки и инструмента, Р который предотвращает деформацию петли и выход ее из пазов инструмента и исключает чрезмерное силовое воздействие на петлю. 8 ил. (Л со о со со ГчЭ ;о
ерш.7
.г
23
21
Составитель Н, Тютченкова Редактор И. Рыбченко Техред А.Кравчук Корректор С, Шекмар
Заказ 1251/14 Тираж 976Подписное
ВИШШИ Государственного комитета СССР
по делам изобретений и открытий 113035., Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предпрг :ятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № ,825296, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
