(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЫСТРОСОЗРЕВАЮЩИХ СЫРОВ | 1991 |
|
RU2005356C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| Способ изготовления строительных деталей из армированного растительными волокнами гипса | 1949 |
|
SU85937A1 |
| Устройство для переработки и возврата отходов гипсопрокатного стана | 1983 |
|
SU1172728A1 |
| Устройство для изготовления фигурных изделий из стружечно-клеевой массы | 1986 |
|
SU1558677A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1971 |
|
SU298474A1 |
| Устройство для обезвоживания волокнистого материала | 1982 |
|
SU1138324A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| РЕТОРТА ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ШПАЛЫ | 2007 |
|
RU2351463C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМ ЛИЦЕВЫМ СЛОЕМ | 1991 |
|
RU2085371C1 |
1
Изобретение относится к строительной индустрии, в частности к технологическому оборудованию, предназначенному для изготовления строительных изделий.
Известно устройство для формования строительных изделий, преимущественно из гипсоволокнистых масс, содержащее бункеры для сырья, дозиметры, смесители щнекового типа, горизонтальный транспортер, с установленным над ним уплотняющим и прессующим механизмом 1.
Недостатком известного устройства является то, что укладка формуемой массы осуществляется за счет ее растекания, при этом осуществляется срезка избытка массы, которая не компенсируется. Все это приводит к тому, что в изделии образуются пузыри, тем самым нарушается его качество, а срезка избытка массы снижает производительность установки.
Цель изобретения - повышение производительности и качества готовых изделий.
Указанная цель достигается тем, что устройство для формования строительных изделий, преимущественно из гипсоволокнистых масс, содержащее бункеры для сырья, дозаторы, смесители шнекового типа, горизонтальный транспортер с установленным над ним уплотняющим и прессующим механизмами, снабжено формообразующим оборудованием, установленным над транспортером перед уплотняющим механизмом и выполненным в виде вертикального транспортера с нисходящей и восходящей ветвями, и формирующим коробом, охватывающим нисходящую ветвь, причем транспортер имеет возможность вертикального перемещения, ,р а короб - горизонтального.
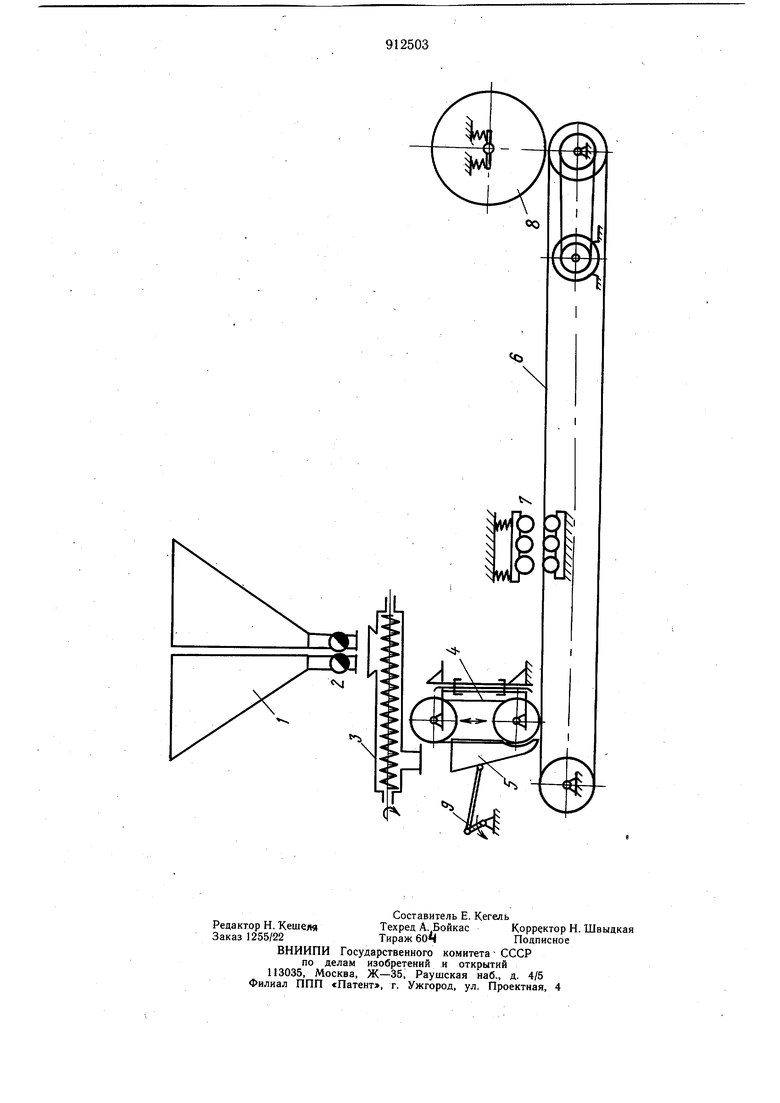
На чертеже изображено формующее устройство.
Устройство состоит из бункеров для сырья 1, дозаторов 2, гипсобетономешалки 3, вертикального ленточного транспортера 4, 15 короба 5, горизонтального транспортирующего устройства 6, уплотняющего 7 и прессующего 8 устройств.
Вертикальный ленточный транспортер 4 оборудован механизмом для вертикального перемещения, а короб 5 связан с приводом
20 возвратно-поступательного движения 9.
Такое конструктивное решение устройства обеспечивает увеличение скорости формовки до 15-17 м/мин, формовку вязких плохорастекающихся смесей, содержащих волокнистые материалы, укладку формуемой массы на ленту горизонтального транспортера ровным слоем, обеспечивая тем самым равномерную плотность отформованного листа, тщательное перемешивание компонентов при формовке, что препятствует расслоению и позволяет формовать смеси, состоящие из веществ, сильно различающихся по плотности.
Работа устройства осуществляется следующим образом.
Компоненты смеси из бункеров 1 поступают с пдмощью дозаторов 2 в гипсобетономешалку 3/ в которую подают воду. Образовавщаяся смесь поступает в короб 5, совершающий возвратно-поступательное движение с помощью привода 9. Это движение обеспечивает перемешивание смеси в процессе формования. Лижущаяся в ней лента вертикального транспортера 4 увлека ет за собой массу и подает ее на ленту горизонтального транспортирующего устройства .6. При этом толщина образующегося слоя массы зависит от скорости движения ленты и зазора между барабаном вертикального транспортера и лентой горизонтального транспортирующего устройства. Острый угол, образованный стенкой короба с лентой вертикального транспортера, обеспечивает сжатие массы перед ее попаданием на ленту горизонтального транспортирующего устройства. Тем самым из смеси удаляются пузыри воздуха. Уложенная на ленту горизонтального транспортирующего устрой: ства & смесь поступает в уплотняющее устройство 7 для удаления излишней воды, а затем в прессующее устройство 8 для упрочнения.
В предлагаемом устройстве скорость ленты горизонтального транспортирующего устройства увеличивают с 1 м/мин до 15 м/мин. Производительность дозаторов устанавливают таким образом, чтобы гипсобетономешалка вырабатывала смесь гипса, молотой макулатуры и воды в количестве 1,1 т/мин. Смесь должна иметь при этом концентрацию твердого 20%.
Машину оборудуют вертикальным транспортером, скорость ленты которого равна
30 м/мин, короб устанавливают таким образом, чтобы он охватывал нисходящую ленту транспортера, а угол между ней и его стенкой составлял 45°.
Короб соединяют с приводом возвратнопоступательного движения, обеспечивающим колебание короба с амплитудой 50 мм и частотой 30 Гц. Расстояние между барабаном вертикального транспортера и лентой горизонтального транспортирующего устройства должно быть равно 50 мм.
При формовке ленты шириной 1,3 м и давлении прессования 8 кг/см образуется непрерывная лента толщиной 10 мм, объемной массой 1,1 т/м (при влажности после сушки не более 2%). Производительность машины - 1200 .
Гипсоволокнистая плита, полученная по предлагаемой технологии, может быть использована взамен гипсокартонной сухой штукатурки, для производства которой используют дорогостоящий картон специальной марки.
Формула изобретения
Устройство для формования строительных изделий, преимущественно из гипсоволокнистых масс, содержащее бункеры для сырья, дозаторы, смесители шнеково.го типа, горизонтальный транспортер с установленным над ним уплотняющим и прессующим механизмами, отличающееся тем, что, с целью повышения производительности и качества готовых изделий, оно снабжено формообразующим оборудованием, установленным над транспортером перед .уплотняющим механизмом и выполненным в виде вертикального транспортера с нисходящей и восходящей ветвями, и формирующим коробом, охватывающим нисходящую ветвь, причем транспортер имеет возможность вертикального перемещения, а короб - горизонтального.
Источники информации, принятые во внимание при экспертизе . Справочник по производству гипса и гипсовых изделий. М., 1963, с. 83-85, рис. 3.
