Изобретение относится к оборудованию для производства строительных изделий, в частности к прессам для изготовления кирпича, плитки, черепицы и т.д. из грунтовых смесей методом гиперпрессования.
Известен ленточный пресс для формования бруса из пластических масс, содержащий корпус с мундштуками, гидроцилиндр со штоком и поршнями и бункеры. Корпус выполнен из двух соосно расположенных формующих цилиндров, смонтированных по торцам гидроцилиндра, шток которого снабжен по концам поршнями, закрытыми шибером, и входит в полость каждого формующего цилиндра. На выходных концах формующих цилиндров установлены отрезные устройства, например струны.
Недостатком ленточного пресса является то,что он не может быть использован для гиперпрессования изделий из грунтовых смесей, так как не обеспечивает требуемого давления (60 МПа). Это обусловлено тем, что формование бруса производится продавливаниеми массы через мундштуки.
Известен гидравлический пресс, содержащий верхнюю и нижнюю траверсы, матрицу, прикрепленную к штокам силовых цилиндров ее перемещения, верхний пуансон, установленный на верхней траверсе, и нижний пуансон с опорной плитой, размещенные на штоке главного силового цилиндра. Шток главного силового цилиндра выполнен составным в виде вильчатого элемента и нижнего опорного элемента, образующих профильное сопряжение с возможностью телескопического размыкания. Нижний опорный элемент смонтирован с возможностью поворота на 90о, а верхний снабжен средством поворота нижнего опорного элемента. Загрузка матрицы исходной смесью производится подвижным питателем. Готовые изделия съемником укладываются на устройство, удаляющее изделия из пресса.
Основным недостатком этого пресса является его низкая производительность. Это обусловлено тем, что вспомогательное время, затрачиваемое на подвод питателя, загрузку матрицы исходной смесью, отвод питателя, подъем и опускание опорной плиты с матрицей и нижним пуансоном, выталкивание из матрицы готового изделия и его удаление из зоны прессования значительно превышает основное время прессования.
За прототип выбран пресс для изготовления кирпича методом гиперпрессования, используемый в кирпичном мини-заводе, выпускаемом испанской фирмой "ТКIBO-TECNICA INDUSTRIAL, S.A." (см. проспект фирмы "Технология TPIBO-TECNICA INDUSTRIAL, S.A. Кирпичный завод").
Выбранный за прототип пресс содержит станину, загрузочный бункер, подвижную и неподвижную траверсы, пресс-форму, привод и механизм удаления готовых кирпичей, который извлекает их из пресс-формы и перемещает из зоны прессования в рабочую зону укладчика.
Пресс-форма включает размещенные на траверсах пуансон и матрицу и может быть как одноместной, предназначенной для прессования одного кирпича, так и многоместной.
Недостатком этого пресса является его низкая производительность из-за того, что вспомогательное время, затрачиваемое на загрузку матрицы исходной смесью, опускание и подъем подвижной траверсы и удаление готового кирпича из зоны прессования, значительно превышает основное время прессования. При этом ни один из указанных приемов не совмещен по времени с прессованием.
Сущность изобретения заключается в том, что пресс для изготовления строительных изделий, содержащий станину, загрузочный бункер, подвижную и неподвижную траверсы, пресс-форму, включающую пуансон и матрицу, механизм удаления готовых изделий и привод, снабжен ползуном, второй пресс-формой и дополнительным механизмом удаления готовых изделий, подвижная траверса размещена под ползуном и жестко связана с ним, а неподвижная траверса закреплена в верхней части станины над ползуном, механизмы удаления готовых изделий и матрицы смонтированы на траверсах, пуансон верхней пресс-формы установлен на ползуне, а пуансон нижней пресс-формы на станине, при этом днища матриц выполнены подвижными. Механизм удаления готовых изделий выполнен в виде зажимных губок, взаимодействующих с упорами и снабженных копирными роликами, и копира, при этом зажимные губки и упоры связаны с наружной поверхностью днища матрицы посредством шарнирно-рычажных механизмов, а копир смонтирован на траверсе.
Такое выполнение пресса позволит значительно повысить его производительность за счет совмещения основного времени (время прессования) со вспомогательным временем (время загрузки исходной смеси и время удаления отформованных кирпичей). Производительность предлагаемого пресса при использовании двухместных пресс-форм 1200 кирпичей/ч.
Кроме того, днище каждой матрицы жестко связано с подвижным коробом, который снабжен шибером и загрузочным окном, что значительно упрощает подачу исходной смеси в матрицу, одновременно обеспечивая синхронизацию загрузки матрицы и удаления отформованного кирпича. Привод выполнен в виде силовых цилиндров двустороннего действия, корпуса которых закреплены на ползуне, а штоки жестко связаны со станиной. Пресс также снабжен шаговым транспортером, имеющим вертикальный и горизонтальный участки, что упрощает подачу отформованных кирпичей в зону работы укладчика. Барабаны, несущие ветви вертикального участка шагового транспортера, закреплены на станине пресса, а в ее нижней части выполнено окно, через которое пропущены ветви горизонтального участка. Это позволяет повысить компактность предлагаемого пресса.
Пресс для изготовления строительных изделий может работать в автоматическом, полуавтоматическом и ручном режимах.
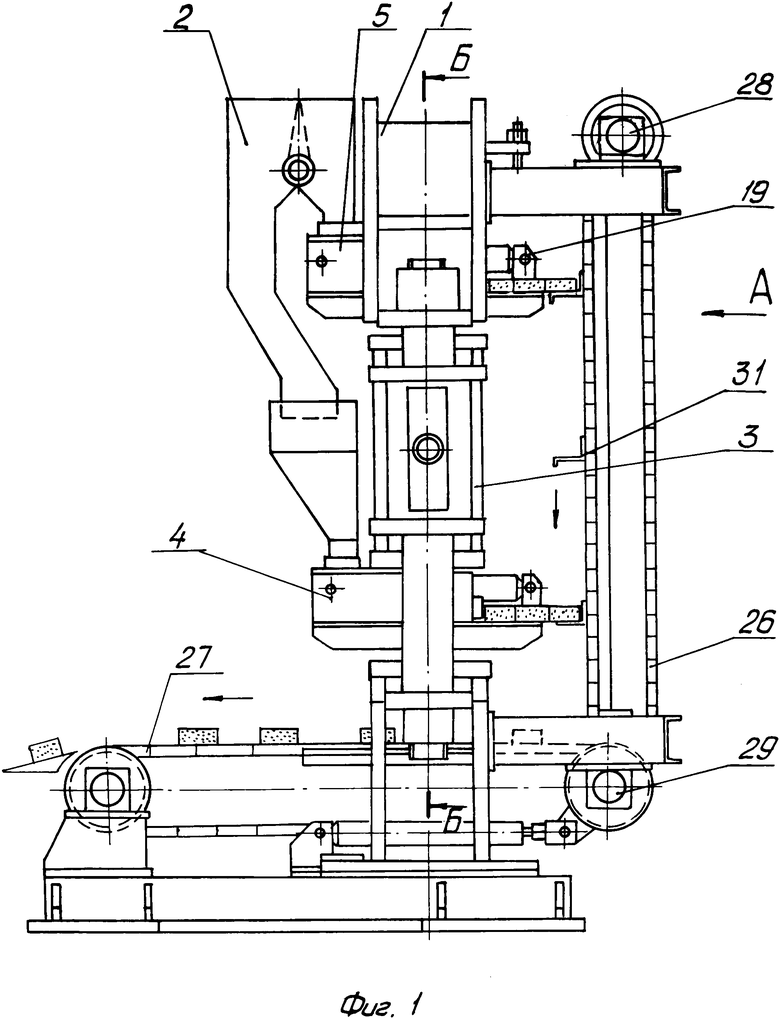
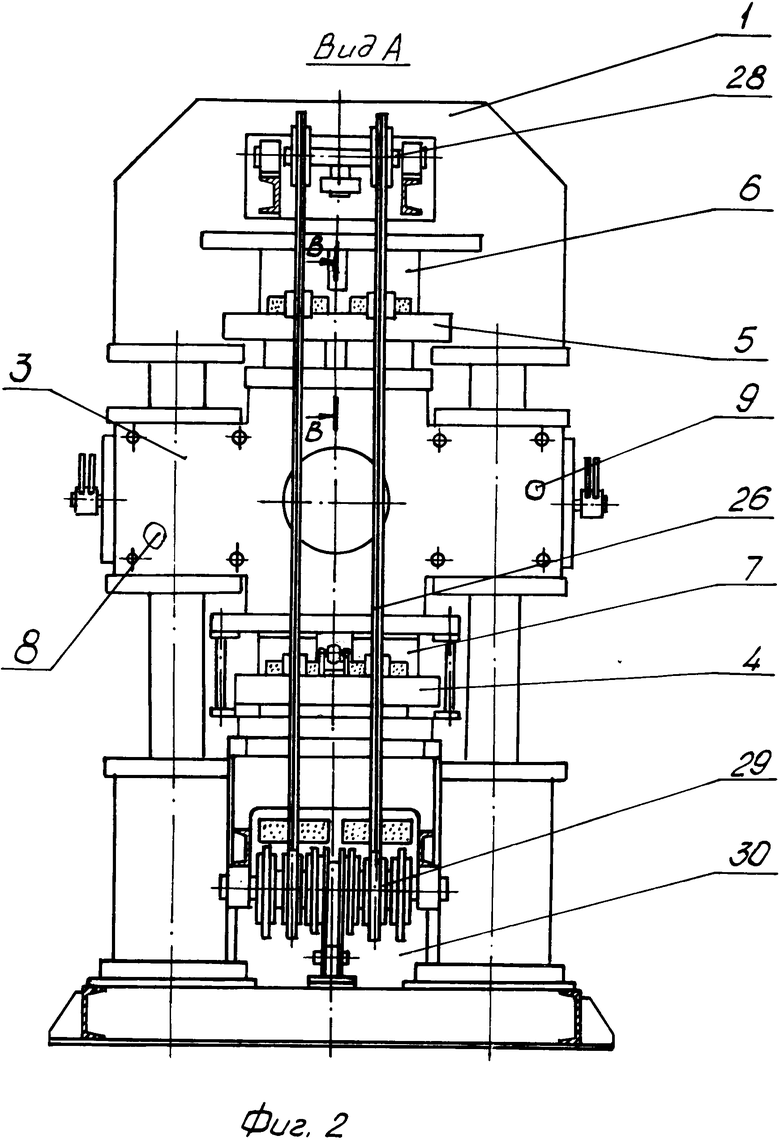
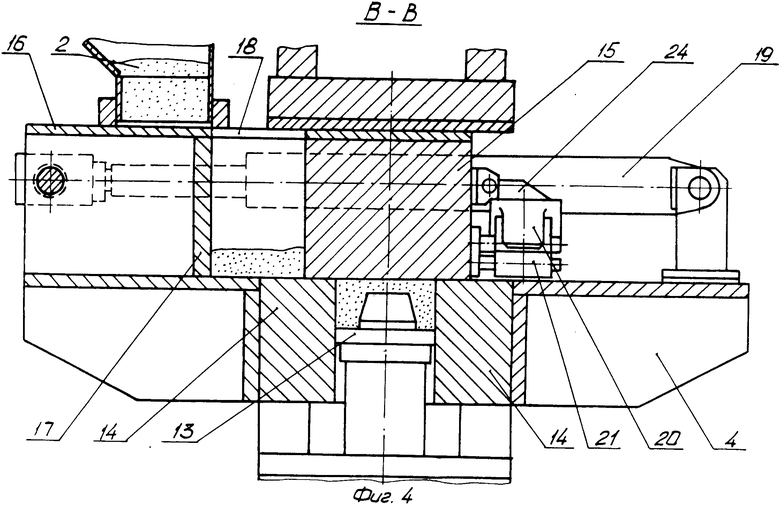
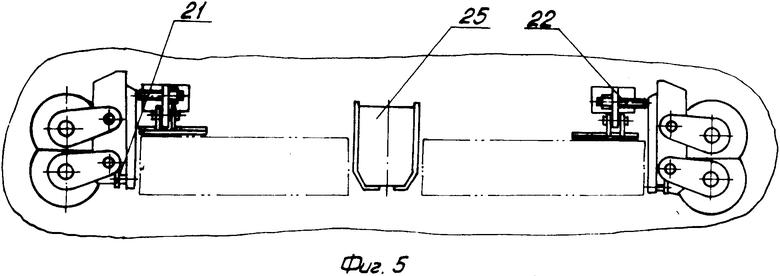
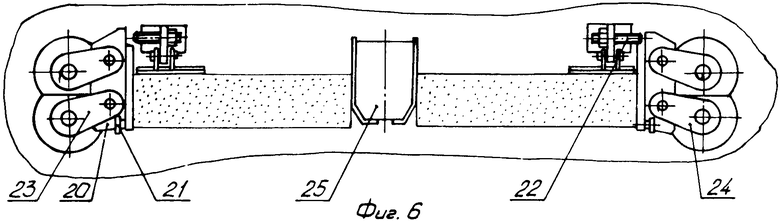
Изобретение поясняется чертежами, где на фиг. 1 изображен общий вид пресса для изготовления строительных изделий; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - механизм удаления готовых изделий в исходном положении; на фиг. 6 - механизм удаления готовых изделий с зажатым отформованным кирпичом.
Пресс для изготовления строительных изделий содержит станину 1, загрузочный бункер 2, ползун 3, подвижную траверсу 4, размещенную под ползуном 3 и жестко связанную с ним, неподвижную траверсу 5, закрепленную в верхней части станины 1, верхнюю 6 и нижнюю 7 пресс-формы и привод, выполненный в виде силовых цилиндров двустороннего действия 8, 9, корпуса которых закреплены на ползуне 3, а штоки жестко связаны со станиной 1.
Верхняя пресс-форма 6 включает пуансон 10, смонтированный на ползуне 3, матрицу, содержащую боковые стенки 11, жестко закрепленные на неподвижной траверсе 5, и днище 12, выполненное подвижным в горизонтальном направлении. Нижняя пресс-форма 7 включает пуансон 13, смонтированный на станине 1, матрицу, содержащую боковые стенки 14, жестко закрепленные на подвижной траверсе 4, и днище 15, выполненное подвижным в горизонтальном направлении. Пресс-формы 6 и 7 могут быть как одноместными, предназначенными для прессования одного кирпича, так и многоместными, предназначенными для одновременного прессования двух, трех и более кирпичей.
Каждое днище 12 и 15 матриц жестко связано с подвижным коробом 16, снабженным шибером 17, загрузочным окном 18 и соединенным со штоком силового цилиндра 19.
На траверсах 4 и 5 размещены механизмы удаления готовых изделий, каждый из которых включает подвижные зажимные губки 20, снабженные копирными роликами 21, упоры 22 и копиры (на чертежах не показаны). Подвижные зажимные губки 20 и упоры 22 связаны с наружной поверхностью днищ матриц посредством шарнирно-рычажных механизмов 23, 24, а копиры смонтированы на траверсах. В случае, если пресс-формы выполнены многоместными, то механизмы удаления готовых изделий дополнительно снабжены неподвижными зажимными губками 25, которые закреплены на наружной поверхности днищ матриц между подвижными зажимными губками 20.
Пресс оснащен шаговым транспортером, имеющим вертикальный 26 и горизонтальный 27 участки. Барабаны 28 и 29, несущие ветви вертикального участка 26 шагового транспортера, закреплены на станине 1, а ветви горизонтального 27 участка шагового транспортера пропущены через окно 30, выполненное в нижней части станины 1. Ветви вертикального 26 участка шагового транспортера снабжены приемными лотками 31.
Пресс для изготовления строительных изделий работает следующим образом.
Силовой цилиндр 19, смонтированный, например, на подвижной траверсе 4 (см. фиг. 4), перемещает подвижный короб 16 с шибером 17 и днищем 15 матрицы нижней пресс-формы 7 влево до тех пор, пока загрузочное окно 18 не совместится с загрузочным бункером 2. Исходная смесь из загрузочного бункера 2 поступает через загрузочное окно 18 в подвижный короб 16 и размещается там между шибером 17 и днищем 15 матрицы. Силовой цилиндр 19 переключается на обратный ход и подвижный короб 16 с шибером 17 и днищем 15 матрицы перемещаются вправо, подавая порцию исходной смеси в матрицу нижней пресс-формы 7. После загрузки матрицы силовой цилиндр 19 снова перемещает подвижный короб 16 влево до тех пор, пока днище 15 матрицы не займет свое рабочее положение, как показано на фиг. 4.
Включаются силовые цилиндры 8, 9 и ползун 3 вместе с подвижной траверсой 4 и матрицей нижней пресс-формы 7 перемещаются вниз, осуществляя прессование смеси. При этом пуансон 13, установленный на станине 1, неподвижен.
Время выдержки давления прессования задается реле времени (на чертежах не показано) и зависит от состава исходной смеси. Обычно время выдержки составляет несколько секунд. После окончания выдержки прессования силовой цилиндр 19 смещает короб 16 с шибером 17 и днищем 15 матрицы влево до тех пор, пока загрузочное окно 18 не совместится с загрузочным бункером 2, а подвижные зажимные губки 20 механизма удаления готовых изделий не займут положение над отформованным кирпичом.
Новая порция исходной смеси из загрузочного бункера 2 поступает через загрузочное окно 18 в подвижный короб 16 и размещается там между шибером 17 и днищем 15 матрицы.
Одновременно с этим включаются силовые цилиндры 8, 9 и ползун 3 вместе с подвижной траверсой 4 и матрицей нижней пресс-формы 7 перемещаются вниз. В связи с тем что пуансон 13 неподвижен, а днище 15 матрицы смещено влево, боковые стенки 14 матрицы, перемещаясь вместе с подвижной траверсой 4 вниз, освобождают отформованный кирпич, который попадает между подвижными зажимными губками 20 механизма удаления готовых изделий (см. фиг. 6). В процессе дальнейшего перемещения ползуна 3 с подвижной траверсой 4 вниз на отформованный кирпич наезжают упоры 22. Так как кирпич неподвижен, то он препятствует перемещению вниз упоров 22, которые вследствие этого поворачиваются на рычагах 24 (см. фиг. 4) и выходят из контакта с подвижными зажимными губками 20, освобождая последние. Подвижные зажимные губки 20 под воздействием собственного веса поворачиваются со смещением вниз (см. фиг. 6) и зажимают отформованный кирпич. Силовые цилиндры 8, 9 переключаются на обратный ход, ползун 3 с подвижной траверсой 4 поднимаются вверх до возвращения боковых стенок 14 матрицы в рабочее положение, при этом отформованный кирпич, зажатый между подвижными зажимными губками 20, полностью удаляется из матрицы. В случае, если матрица многоместнаая, то из нее одновременно удаляются все отформованные кирпичи, зажатые между подвижными зажимными губками 20 и неподвижными зажимными губками 25. После того как боковые стенки 14 матрицы займут свое рабочее положение, силовые цилиндры 8, 9 отключаются и включается силовой цилиндр 19, перемещающий короб 16 вместе с шибером 17 и днищем 15 матрицы вправо.
В процессе этого перемещения в матрицу нижней пресс-формы 7 подается новая порция исходной смеси, а копирный ролик 21 (см. фиг. 5, 6) взаимодействует с копиром (на чертежах не показан), в результате чего подвижные зажимные губки 20 поворачиваются со смещением вверх и освобождают отформованный кирпич, который опускается на приемную площадку, размещенную на подвижной траверсе 4. Одновременно с этим упором 22 под воздействием собственного веса поворачиваются на рычагах 24 (см. фиг. 4) по часовой стрелке, входя во взаимодействие с подвижными зажимными губками 20 и фиксируя их в исходном открытом состоянии (см. фиг. 5). Затем силовой цилиндр 19 перемещает короб 16 влево до тех пор, пока днище 15 матрицы не займет свое рабочее положение, как показано на фиг. 4. Далее вышеописанный цикл прессования и удаления отформованного кирпича из матрицы нижней пресс-формы 7 повторяется.
Загрузка исходной смеси в верхнюю пресс-форму 6, прессование смеси, а также удаление отформованных кирпичей совмещены по времени с вышеописанными. При этом, например, подача смеси в матрицу верхней пресс-формы 6 совмещена по времени с перемещение вниз ползуна 3 и зажимом подвижными губками 20 кирпича, отформованного в нижней пресс-форме 7, а прессование исходной смеси в верхней пресс-форме 6 совмещено по времени с удалением из зоны прессования кирпича, отформованного в нижней пресс-форме 7, и т.д.
Подача исходной смеси из загрузочного бункера 2 через загрузочное окно 18 в подвижный короб 16 и размещение ее между шибером 17 и днищем 12 матрицы верхней пресс-формы 6 производятся также, как и описанные выше аналогичные приемы для нижней пресс-формы 7.
При прессовании в верхней пресс-форме 6 включаются силовые цилиндры 8, 9 и ползун 3 вместе с закрепленным на нем пуансоном 10 верхней пресс-формы 6 перемещается вверх, осуществляя прессование исходной смеси (см. фиг. 3). При этом матрица неподвижна (установлена на неподвижной траверсе 5). После окончания выдержки прессования силовой цилиндр 19 смещает короб 16 с шибером 17 и днищем 12 матрицы влево до тех пор, пока загрузочное окно 18 не совместится с загрузочным бункером 2, а подвижные зажимные губки 20 механизма удаления готовых изделий, размещенного на неподвижной траверсе 5, не займут положение над отформованным кирпичом. Новая порция исходной смеси из загрузочного бункера 2 поступает через загрузочное окно 18 в подвижный короб 16 и размещается там между шибером 17 и днищем 12 матрицы. Одновременно с этим включаются силовые цилиндры 8, 9 и ползун 3 вместе с пуансоном 10 и отформованным кирпичом перемещаются вверх. В связи с тем что боковые стенки 11 матрицы неподвижны, а днище 12 матрицы смещено влево, отформованный кирпич выводится перемещающимся вверх пуансоном 10 из матрицы и попадает между подвижными зажимными губками 20 механизма удаления готовых изделий. В процессе дальнейшего перемещения ползуна 3 с пуансоном 10 и отформованным кирпичом вверх кирпич наезжает на упоры 22 и поворачивает их на рычагах 24. Упоры 22 выходят из контакта с подвижными зажимными губками 20, освобождая последние. Губки 20 под действием собственного веса поворачиваются (см. фиг. 6) и зажимают отформованный кирпич. Силовые цилиндры 8, 9 переключаются на обратный ход и ползун 3 с пуансоном 10 опускаются вниз.
Включается силовой цилиндр 19, перемещающий короб 16 вместе с шибером 17 и днищем 12 матрицы вправо. В процессе этого перемещения в матрицу верхней пресс-формы 6 подается новая порция исходной смеси, а копирный ролик взаимодействует с закрепленным на неподвижной траверсе 5 копиром (на чертежах не показан), в результате чего подвижные зажимные губки 20 поворачиваются с вертикальным смещение вверх и освобождают отформованный кирпич, который опускается на приемную площадку, размещенную на неподвижной траверсе 5. Одновременно с этим упоры 22 под воздействием собственного веса поворачиваются на рычагах 24 по часовой стрелке, входя во взаимодействие с подвижными зажимными губками 20 и фиксируя их в исходном открытом состоянии (см. фиг. 5). Затем силовой цилиндр 19 перемещает короб 16 влево до тех пор, пока днище 12 матрицы не займет свое рабочее положение, как показано на фиг. 3. Далее вышеописанный цикл прессования и удаления отформованного кирпича из матрицы верхней пресс-формы 6 повторяется.
По мере накопления на приемных площадках подвижной 4 и неподвижной 5 траверс готовых кирпичей они сталкиваются на приемные лотки 31 вертикального 26 участка шагового транспортера. Приемные лотки 31, перемещаясь вниз, укладывают готовые кирпичи на горизонтальный 27 участок шагового транспортера, который подает их в рабочую зону укладчика.
Описанный пресс может быть использован для гиперпрессования кирпичей, блоков, тротуарных плиток, черепицы и т.д. из грунтовых смесей, основным компонентом которых (87-93%) могут быть металлургические шлаки, золы тепловых электростанций, отсев ракушечника и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВОЛЬВЕРНЫЙ ПРЕСС | 1992 |
|
RU2046718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| ПРЕСС ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2014220C1 |
| ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2082604C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| Гидравлический пресс для полусухого прессования изделий из сыпучих смесей | 1991 |
|
SU1838105A3 |
Использование: изготовление строительных изделий методом гиперпрессования. Сущность изобретения: пресс содержит станину, загрузочный бункер, ползун 3, подвижную траверсу 4, размещенную под ползуном 3 и жестко связанную с ним, неподвижную траверсу 5, закрепленную в верхней части станины 1 над ползуном 3, верхнюю и нижнюю пресс-формы, механизмы удаления готовых изделий и привод. Механизмы удаления готовых изделий и матрицы смонтированы на траверсах 4, 5, пуансон 10 верхней пресс-формы установлен на ползуне 3, а пуансон 13 нижней пресс-формы - на станине. Днища 12, 15 матриц выполнены подвижными. Механизм удаления готовых изделий выполнен в виде зажимных губок, взаимодействующих с упорами и снабженных копирными роликами, и копира. Зажимные губки и упоры связаны с наружной поверхностью днища матриц посредством шарнирно-рычажных механизмов, а копир смонтирован на траверсе. 5 з.п. ф-лы, 6 ил.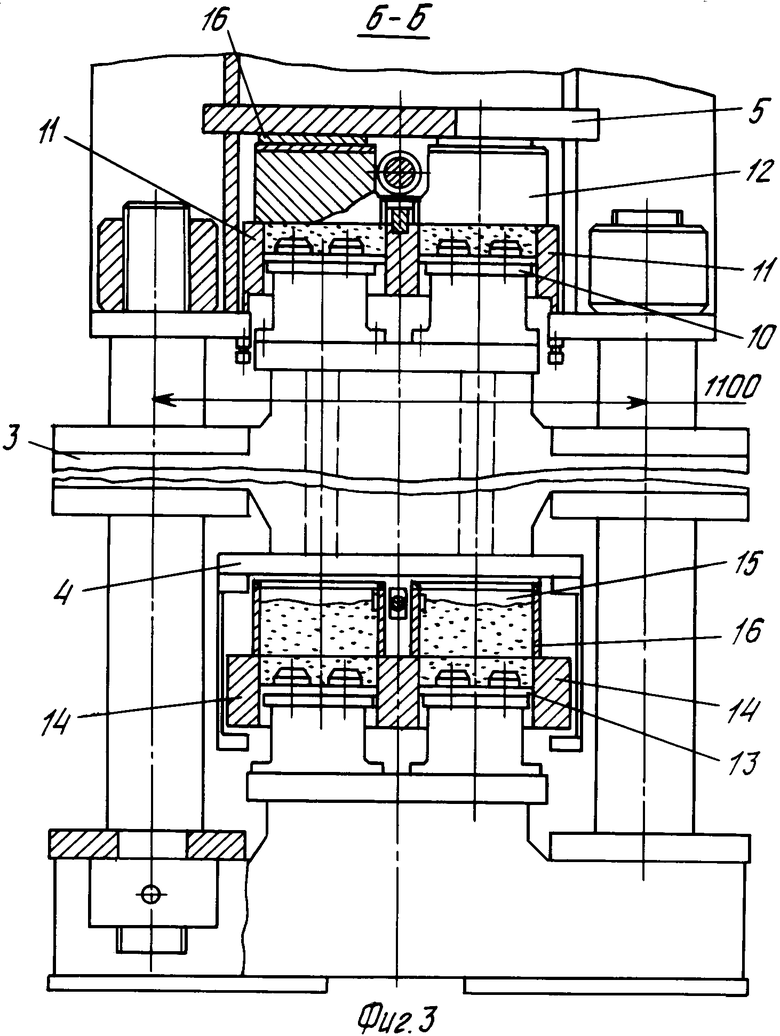
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676810A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
