3031 33 32
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности установки. Устройство для изготовления фигурных изделий из стружечно-клеевой смеси содержит верхний и нижний узлы прессования и пресс-формы. Верхний узел прессования содержит подвижный в вертикальной и горизонтальной плоскостях пресс, который охвачен бесконечным пластинчатым транспортером. На пластинах 9 установлены на шарнирах 10 пуансоны 11. На нижнем транспортере закреплены полуформы, образующие матрицу. Пресс снабжен виброблоком. Пуансоны 11 снабжены запирающим механизмом в виде зубчатых гребенок 29, которые через пружины 30 связаны с рычажной системой 31. При включении верхнего и нижнего транспортеров смежные пластины 9 занимают горизонтальное положение, полуформы смыкаются, образуя матрицу, которая взаимодействует с пуансоном 11. К концу процесса формирования изделия две зубчатые гребенки 29 с помощью пружин 30 замыкают пуансон 11 в нижнем положении для сохранения созданного давления до окончания отверждения изделия. По мере перемещения ролик 33 упирается в направляющие, рычажная система 31 поворачивается вокруг оси 32, взаимодействует с пружинами 30, которые разводят зубчатые гребенки 29. 6 ил.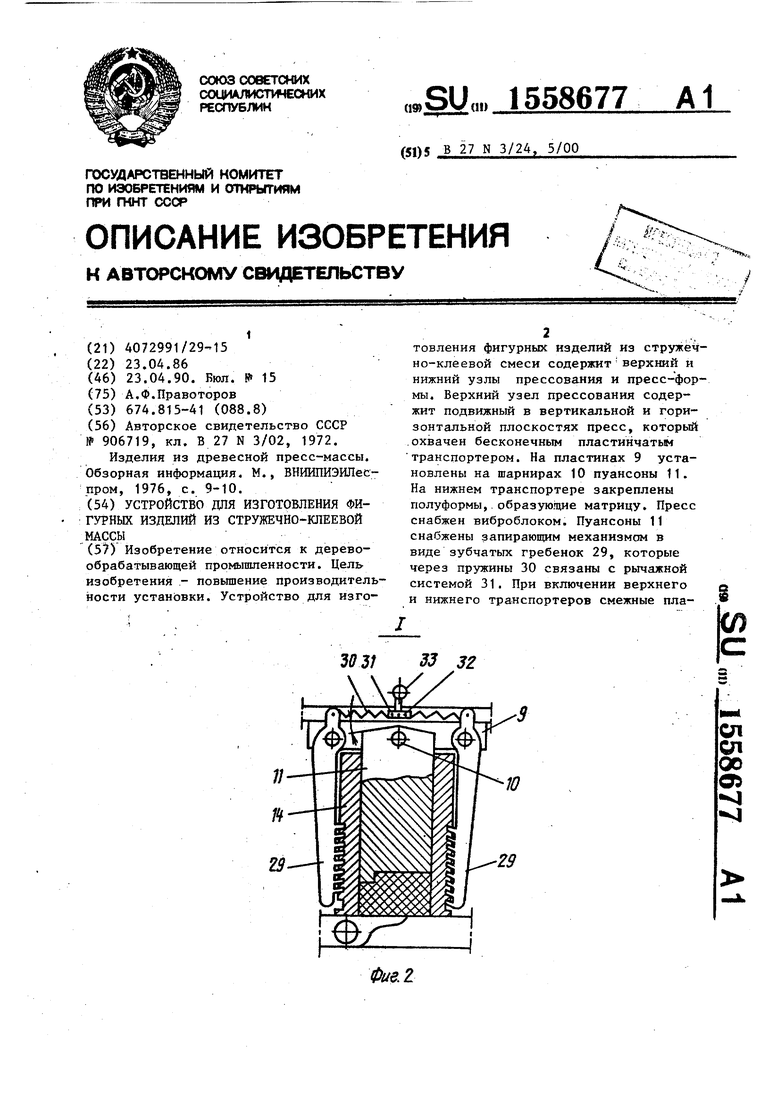
СЛ
сл
00 О5
ч
Фие.2
стины 9 занимают горизонтальное положение, полуформы смыкаются, образуя матрицу, которая взаимодействует с пуансоном 11. К концу процесса форми- , рования изделия две зубчатые гребенки 29 с помощью пружин 30 замыкают пуансон 11 в нижнем положении для
Изобретение относится к деревообрабатывающей промышленности и может быть применено при изготовлении деталей мебели..
Цель изобретения - повышение производительности устройства.
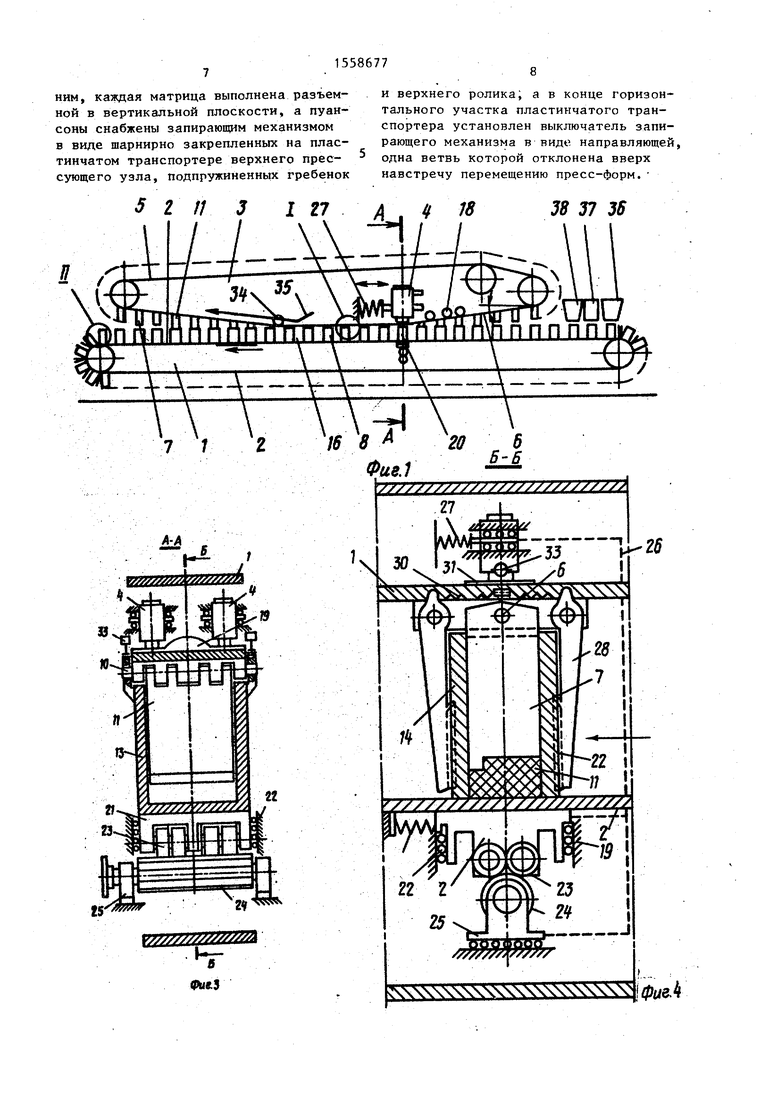
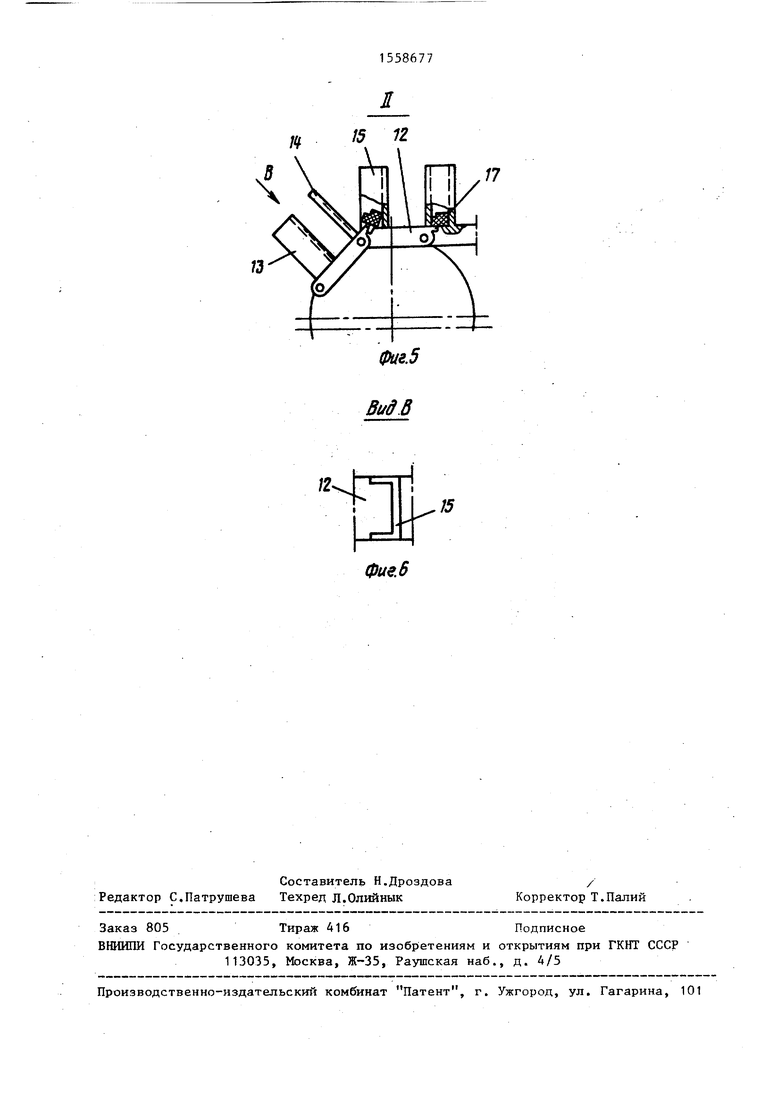
На фиг. 1 изображено устройство для изготовления фигурных изделий, общий вид; на фиг. 2 - узел I на фиг. 1 (механизм фиксации формы); на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг, 5 - узел II на фиг. 1; на фиг. 6 - вид В на фиг. 5.
Устройство состоит из нижнего 1 прессующего узла в виде бесконечного пластинчатого транспортера 2 и верхнего 3 прессующего узла в виде подвижного в вертикальной и горизонталь- ной плоскости пресса 4 (их может быть несколько), который охвачен бесконечным пластинчатым транспортером 5 с клиновым входным 6 и выходным 7 участками и горизонтальным средним участ- ком 8. На пластинах 9 бесконечного пластинчатого транспортера 5 установлены на шарнирах 10 с определенным шагом пуансоны 11. По краям пластин 12 нижнего транспортера 2 жестко за- креплены полуформы 13 и 14, образующие матрицы 15, которые совместно с пуансонами 11 образуют пресс-формы 16„ Пластины 12 имеют зубья 17 для выталкивания готового изделия из мат- риц 15. Входной 6 клиновой участок имеет прижимные катки 1 б для предварительного уплотнения смеси. Подвижный пресс 4 установлен в начале горизонтального среднего участка 8 и воздействует на ленту транспортера 5 через траверсу 19.
Соосно прессу 4 под верхней ветвью бесконечного пластинчатого транс- портера 2 установлен виброблок 20, выполненный в виде плиты 21, установленной в вертикальных направляющих 22 и имеющий ролики 23 для взаимодействия с многогранным валом 24, установсохранения созданного давления до окончания отверждения изделия. По мере перемещения ролик 33 упирается в направляющие, рычажная системы 31 поворачивается вокруг оси 32, взаимодействует с пружинами 30, которые разводят зубчатые гребенки 29. 6 ил.
ленным в подшипниках на опоре 25. Прессы 4, плита 21, направляющие 22 и опора 25 смонтированы на общей ра- ме 26, установленной с возможностью перемещения совместно с пластинчатыми транспортерами 2 и 5 в процессе прессования и вибрации и возврата в исходное положение после завершения процессов под воздействием пружин 27. Матрица 15 и пуансоны 11 снабжены запирающим механизмом 28, выполненным, в виде шарнирно закрепленных на пластине 9 верхнего транспортера 5 зубчатых гребенок 29, образующих с зубьями на стенках полуформ 13 и 14 храповые пары. Гребенки 29 через пружины 30 связаны с рычажной системой 31, которая посредством оси 32 закреплена на пластине 9 транспортера 5. Третий рычаг рычажной системы 31 .расположен над осью 32 и снабжен роликом 33. В конце горизонтального участка 8 верхнего пластинчатого тран- спортера 5 установлен выключатель 34 запирающего механизма 28, выполненный в виде направляющей 35, одна ветвь которой расположена над горизонтальным 8 участком пластинчатого транспортера 5, установлена под острым углом к направлению движения и воздействует на ролик 33 до размыкания запирающего механизма 28, а вторая ветвь расположена над выходным 7 клиновым участком транспортера 5, установлена параллельно ему и удерживает запирающий механизм 28 в разомкнутом состоянии до полного выхода пуансона 11 из матрицы 15.
Под начальным участком бесконечного пластинчатого ленточного транспортера 2 перед верхним 3 прессующим узлом установлен дозатор бункера 36 со смесью, подпрессовывающее устройство 37 и дозатор 38 бункера с второй смесью. Дозаторы 36 и 38 бункеров и под- прессовывающее устройство 37 смонтированы на обшей раме (не показана).
Устройство работает следующим об разом.
Включаются транспортеры 2 и 5, смежные пластины 9 занимают горизонтальное положение, полумуфты 13 и 14 при этом смыкаются, образуя матрицу 15,, которая подается под загрузку из дозатора 36 бункера. После загрузки формы порцией смеси дозаторы 36 и 38 бункеров и подпрессовывающее устройство 37 возвращаются в исходно положение. К этому моменту заполненная первой смесью матрица 15 переместится под подпрессовывающее устройство 37, а под дозатор 36 бункера устанавливается следующая матрица 15 включается подпрессовывающее устройство 37, сжимая находящуюся в первой матрице 15 смесь, вторая матрица 15 заполняется в это время из дозатора 36 бункера. После окончания подпрес- совывания смеси в первой форме и заполнения формы второй смесью, устройство 37 и дозаторы 36 и 38 бункеров во вращаются в исходное положение. К эт му времени пластинчатый транспортер 2 переместился еще на один шаг размещения полуформ 13 и 14. Затем, перемещаясь совместно с пластинчатым тра спортером 2, дозатор 38 бункера заполняет первую матрицу 15 второй смесью, подпрессовывающее устройство 37 подпрессовывает смесь во второй матрице 15, а дозатор 36 бункера заполняет третью матрицу 15. Все процессы происходят непрерывно при работе пластинчатого транспортера 2. Заполненная второй смесью матрица 15 перемещается под выходной 6 клиновой участок транспортера 5, где в матрицу 1 5 входит пуансон 11. Шарнирное крепление пуансона 11 к ленте транспортера 5 позволяет ему свободно отклоняться от вертикали на угол J,. До входа в форму-матрицу 15 пуансон 11 под действием собственного веса занимает вертикальное положение, облегчающее вход пуансона 11 в матрицу ,15.
Поступившая смесь из бункера 38 предварительно уплотняется с помощью катков 18.
При подходе матрицы 15 к.прессу 4 включается привод многогранного вала 24. Через траверсу 19 передается нагрузка пуансоном 11 на изделие, через нижний пластинчатый транспортер 2 на плиту 21 виброблока 20 и далее
через ролики 23 на многогранный вал 24, его опоры 25 и рамы 26. Рама 26,. перемещаясь синхронно с пластинчатыми транспортерами 2 и 5, сжимает пружину 27. Вибратор 20 работает в пульсирующем цикле, т.е. при вращении многогранного вала 24 ролики 23, установленные на плите 21, совершают ig колебательное движение за счет того, что они поднимаются вверх, когда набегают на грань вала 24, а вниз они перемещаются под усилием прессования.
Амплитуда колебания определяется 5 высотой граней вала 24, а частота колебаний - частотой его вращения.
К концу процесса формирования изделия две зубчатые гребенки 29 с помощью пружин 30 замыкают пуансон on 11 в нижнем положении для сохранения созданного давления до окончания отверждения изделия.
В зоне горизонтального среднего участка 8 верхнего пластинчатого тран- 25 спортера 5 спрессованная смесь выдер- -живается под давлением по требуемому
времени отверждения. Изделие в пресс- , форме непрерывно перемещается к выходу. В конце горизонтального сред- Зд него участка 8 ролик 33 упирается в направляющие 35, установленные на раме, и рычажная системы 31 поворачивается вокруг оси 32, взаимодействует с пружинами 30, которые разводят зубчатые гребенки 29 и тем самым освобождают пуансон 11. При выходе матрицы 15 на звездочку нижнего транспортера пресс-форма 16 раскрывается, при этом зубом 17 пластины 12 изделие 4Q выталкивается из матрицы 15.
Изобретение обеспечивает повышение производительности установки.
35
Формула изобретения
Устройство для изготовления фигурных изделий из стружечно-клеевой массы, включающее нижний прессующий узел в виде бесконечного пластинчатого транспортера, верхний прессующий
узел в виде подвижного в горизонтальной и вертикальной плоскостях пресса, а также пресс-формы с матрицей и пуансоном, отличающееся тем, что, с целью повышения производительности устройства, подвижный пресс верхнего прессующего узла охва- чен бесконечным пластинчатым транспортером с клиновым входным и выходным участками и горизонтальным средним, каждая матрица выполнена разъемной в вертикальной плоскости, а пуансоны снабжены запирающим механизмом в виде шарнирно закрепленных на пластинчатом транспортере верхнего прессующего узла, подпружиненных гребенок
7 1
-I
16 8 20 6
Фие.1
ЈЈ
S///S/////S. WSSSSS/VS...
Y/S/SSSS/f/MM ,
б ФиеЗ
и верхнего ролика, а в конце горизонтального участка пластинчатого транспортера установлен выключатель запирающего механизма в виде направляющей, одна ветвь которой отклонена вверх навстречу перемещению пресс-форм.
38 37 36
vSXNXN 4vX Xs X XVVsX V
$u&k
/2
15 12
15
фиг. б
| Способ изготовления пресованных изделий из частиц древесины | 1979 |
|
SU906719A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Изделия из древесной пресс-массы | |||
| Обзорная информация | |||
| М., ВНИИПИЭИЛее- пром, 1976, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
