(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ АРМИРОВАННЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ДАВЛЕНИЯ | 2000 |
|
RU2180948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| МНОГОСЛОЙНАЯ ТРУБА И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТРУБЫ | 2005 |
|
RU2288398C1 |
| Газовый баллон высокого давления | 1991 |
|
SU1838714A3 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| ПОЖАРОТЕПЛОСТОЙКАЯ КОМПОЗИЦИОННАЯ СИСТЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2399394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2566206C1 |
Изобретение относится к технологии переработки армированньп: материалов ме тодом намотки и может быть использовано в различных отраслях народного хозяйства. Известен способ изготовления емкостей из армированных материалов, включа ющий нредварительное формировазше обечайки и днища, которые затем собираются вместе и зону стыка бандажируют намот14ой 1 . Недостатком данного способа является низкая производительность и недостаточная надежность соединений. Известен также, способ изготовления емкостгей, включающий предварительное изготовление днищ, сборку днищ с опраБ кой, намотку обечайки с заданной ориентацией армирующего материала с бавдажированием и усилением места стыка путем частичного перекрытия наматываемым матершшом криволинейной поверхности, (vpnepKuenne связующего, удало1ше I.l . Однако данный способ не обеспечивает достаточную работоспособность зоны стыка. Целью настоящего предложения является обеспечение высокой надежности стыка днища с обечайкой. Поставленная цель достигается тем, что в способе, включающем предварительное изготовление днищ, сборку днища с оправкой, намотку обечайки с заданной ориентацией формирующего материала с бандажированием и усилением места стыка путем частичного перекрытия наматьшаемым материалом криволиней-.. ной поверхности днища, отверждение связующего, удаление оправки, намотку зоны стыка производят нетканым армиру ющим материалом с послойным перекрытием части криволинейной поверхности дниша с последующим стяпшанием крайних продольных жгутов материала. На чертежах 1-7 представлена технологическая схема изготовления кости из стеклопластика.
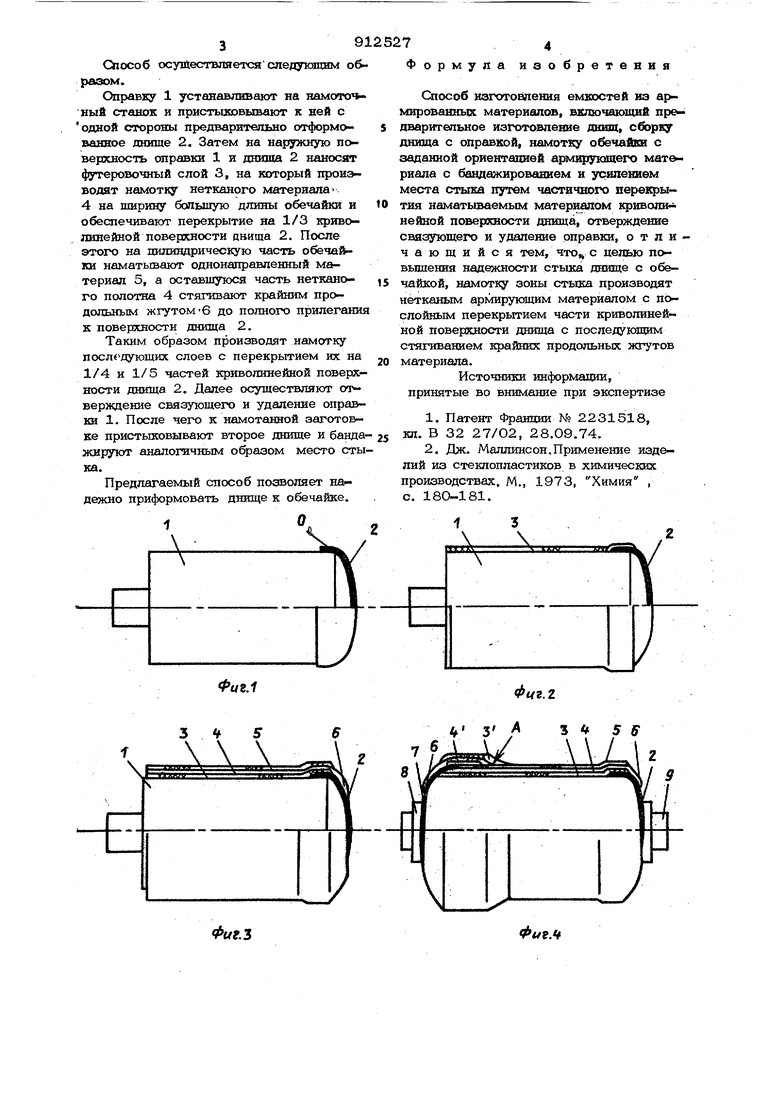
Qioco6 осуществляетсяследующим образом.
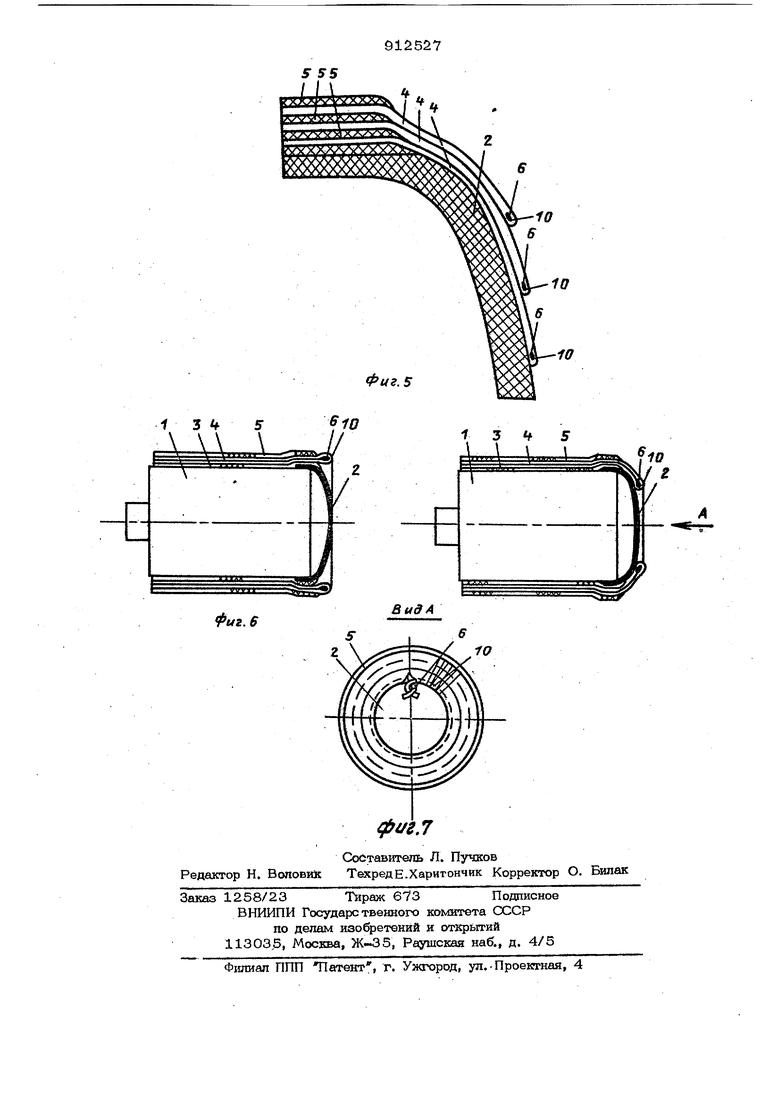
Оправку 1 устанавливают на намото ный станок и пристыковывают к ней с одной стороны предварительно отформованное днище 2. Затем на наружную по верзсность оправки 1 и днища 2 наносят футеровочный слой 3, на который производят намотку нетканого материала4 на ширину большую длины обечайки и обеспечивают перекрытие на 1/3 криволинейной поверошости цвища 2. После этого на цилиндрическую часть обечаЛки наматьтают однонаправленный материал 5, а оставшуюся часть нетканого полотна 4 стягивают крайним продольным жгутом-6 до полного прилегани к поверхности дншца 2.
Таким образом производят намотку последующих слоев с перекрытием их на 1/4 и 1/5 частей криволинейной поверхности дншца 2, Далее осуществляют отверждение связующего и удаление оправки 1. После чего к намотанной загото&ке пристыковывают второе днище и банда- 25 жируют аналогичным образом место стыка. Предлагаемый способ позволяет нагдежно приформовать днище к обечайке. 1О
Фиг.З
Формула иэобретения
Способ изготовления емкостей из а{ мированных материалов, включающий предварительное изготовление днищ, сборку днища с оправкой, намотку обечайки с заданной ориентацией apvinpyiomero материала с бандажированием н усиле{шем места стыка путем частичнозго пере1фытия наматьшаемым материалом криволи нейной поверхности днища, отверждение связующего и удаление оправки, о т л и чающи йен тем, что,, с целью повьпиения надежности стыка днище с обечайкой, намотку зоны стыка производят нетканым армирующим материалом с послойным перекрытием части криволинейной поверхности днища с последуюпщм стягиванием крайних продольных жгутов
материала.
Источники информации, принятые во внимание при экспертизе
Фи.ч кл. В 32 27/02, 28.09.74. 2, Дж. Маллинсон.Применение изделий из стеклопластиков в химических производствах, М,, 1973, Химия , с. 180-181.
