Изготовление труб и изделий из непрозрачного кварцевого стекла производится путем раздувания расплавленной массы в чугунных формах.
После остывания формы и освобождения изделия производится отрезка торцовой части его. Эта операция выполняется на станке с вращающимся абразивом при ручной подаче или на щлифовальном станке, имеющем устройство для перехватывающего зажима изделия.
Операция ручной резки на указанных станках исключает возможность получения параллельности торцов и перпендикулярности их к оси изделия, ввиду чего требуется дополнительная операция обработки торцов на щлифовальных шайбах.
Предлагаемый станок устраняет указанные недостатки.
Отличительной особенностью предлагаемого станка является применение в нем патрона для зажима обрабатываемой трубы, выполненного в виде пустотелого барабана, вращающегося на роликах и имеющего на своих концах планщайбы с самоцентрирующимися кулачками, -а также применение в нем двух вращающихся абразивных дисков с самоходной поперечной подачей, выполненных с возможностью продольного перемещения их для обрезки труб заданной длины.
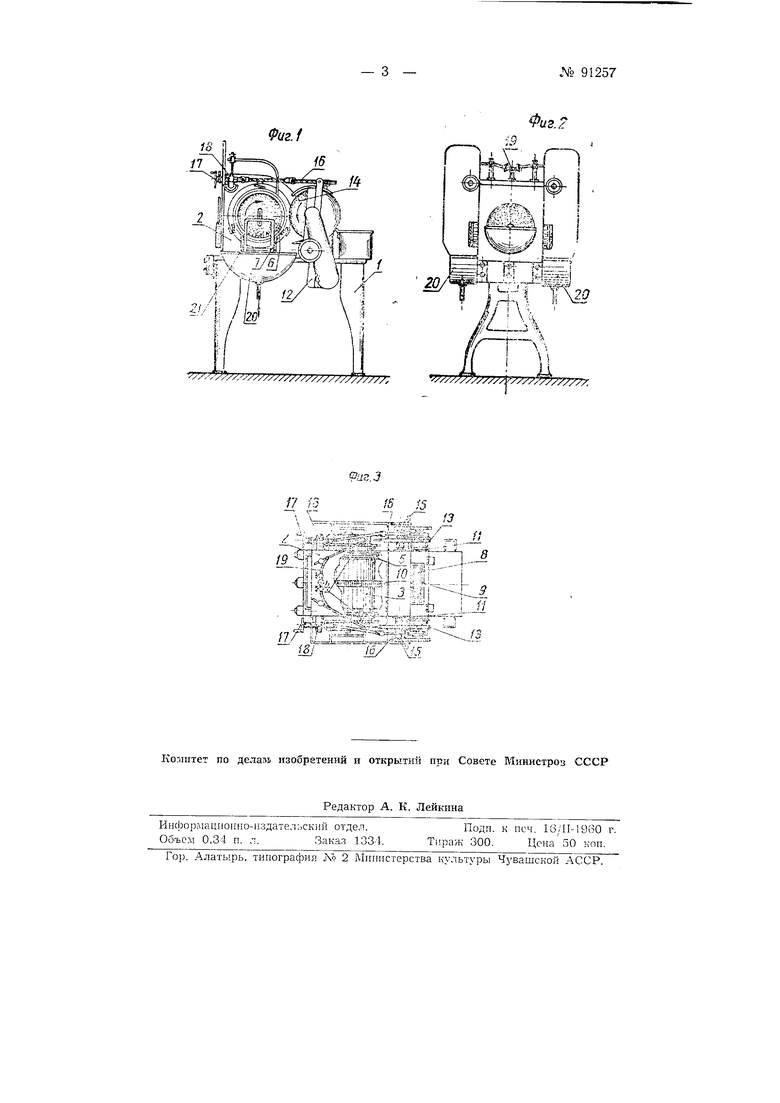
На фиг. 1 изображен станок, боковой вид; на фиг. 2-то же, вид спереди; на фиг. 3-то же, вид сверху.
На чугунном столе I укреплен картер 2 с патроном 3. Последний вращается на роликах 4, укрепленных в картере. Во избежание осевого перемещения патрон имеет бандаж 5; роликам придано призматическое сечение. На торцах вращающегося патрона имеются самоцентрирующиеся зажимные кулачки 6; движение нх к центру патрона и обратно осуществляется вращением пазовых колец 7, через ремень 8, щкив редуктора 9 и зубчатку 10. Параллельно оси патрона укреплена в картере труба 11, на выступающих концах которой покоятся скользящие каретки 12.
№ 91257.- 2 -
Вместе с йотором 13 извращающимися абразивами 14 корешки имеют продольное перемещение по трубе. Установка длины отреза кварцевой трубы осуществляемся винтовым механизмом с маховичками 15 вручную; качательное движение режущих абразивов по оси трубы в направлении к кварцевому изделию осуществляется ручным вращением винтов 16 и маховичками 17; последующий переход нодачи абразивов на самоход производится через редукторную передачу 18. Для подачи воды на режущие абразивы станок имеет приспособление 19; корыта 20 служат для сбора воды.
Предохранение от падения отрезанных торцов трубы осуществляется съемными рамками 21.
Цилиндр из кварцевого стекла вставляется и зажимается кулачками в центре патрона; после этого по требуемому размеру длины трубы запускается во вращательное движение патрон с изделием и режущие абразивы; вращающиеся абразивы поочередно подводятся к вращающемуся кварцевому цилиндру вручную и при соприкосновении их ручная подача переводится на самоходную, после чего одновременно происходит автоматическое отрезание обоих торцов кварцевого цилиндра (трубы).
Преимущества станка заключаются в том, что он обеспечивает параллельную отрезку торцов кварцевых труб одновременно с двух концов, исключает .дополнительную операцию по обработке торцов на щлифовальных шайбах, позволяет обслуживать несколько станков одним рабочим и снижает расход абразивных кругов.
Предмет изобретения
1.Станок для резки кварцевых труб, отличающи йся тем, что патрон для зажима обрабатываемой трубы выполнен в виде пустотелого вращающегося на роликах барабана, имеющего на торцах планщайбы с сал оцентрирующими кулачками.
2.При станке но п. 1 применение двух вращающихся абразивных дисков с самоходной нонеречной подачей, выполненные с возможностью 1рс:юльного неремсн1ения.
Фиг.1
/(
Фиг.2
т- п i-
:-k .
-Ц--- .--i--L sf vsi
;1 ТЯ2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический горизонтально-сверлильный станок для изготовления решет к фильтр прессам | 1929 |
|
SU24211A1 |
| Многошпиндельный сверлильный станок | 1929 |
|
SU23058A1 |
| Машина для оправки фарфоро-фаянсовых и тому подобных полуфабрикатов | 1939 |
|
SU57274A1 |
| Станок для резки кромок полых изделий, преимущественно кварцевых тиглей | 1982 |
|
SU1054312A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Станок для резки пластов из фарфоровой и т.п. пластичной массы | 1930 |
|
SU22556A1 |
| СТАНОК ДЛЯ ЗАТЫЛОВАНИЯ АБРАЗИВОМ РЕЖУЩЕГО ИНСТРУМЕНТА ТИПА МЕТЧИКОВ | 1970 |
|
SU272834A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| Ручной станок для снаряжения охотничьих патронов | 1955 |
|
SU110536A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
Jt3 ::;;sMM
щ Л S/i lii
- nf t t-jl/r
,yi;. pi L
;| a-i::S5Siiy3 |gCLr
, i,
f/
