Изобретение относится к обработке металлов давлением и может быть использовано при холодной высадке крепежных изделий.
Известен способ изготовления винта с внутренним шестигранником, включающий отрезку заготовки, выдавливание стержня и формирование головки, формообразование шестигранной полости в головке, калибровку головки и накатку резьбы (патент РФ №2204457, кл. В21К 1/46).
Известный способ имеет следующие недостатки:
- низкая стойкость холодновысадочного инструмента при выдавливании стержня из-за высокой степени деформации (более 60%), что приводит к потере фосфатного покрытия и к появлению задира на стержне на последующих позициях;
- способ не обеспечивает стабильность и качество изготовления винтов по геометрическим параметрам.
Технический результат от использования изобретения заключается в том, что за счет оптимального распределения технологических усилий по переходам высадки и упрощения штамповой оснастки повысится качество изготовленных изделий, увеличится стойкость формообразующего инструмента.
Технический результат достигается тем, что в способе изготовления болта с головкой, имеющей внутренний многогранник и фланец, на холодновысадочном автомате, включающем отрезку заготовки, последующую предварительную высадку цилиндрической головки и выдавливание стержня, длина которого равна длине стержня готового изделия, последующее формирование цилиндрической головки до получения диаметра, равного 1,01-1,02 диаметра головки готового изделия, формирование фланца и внутренней многогранной полости в головке, которые осуществляют на одной позиции, редуцирование на последующих позициях стержня болта и снятие на конце стержня заходной фаски на острильном устройстве холодновысадачного автомата, при этом на указанных последующих позициях сохраняют ранее полученные размеры головки болта и фланца, а на последней позиции производят накатку резьбы. Одновременно с формированием фланца на него наносят товарный знак предприятия изготовителя.
Изобретение поясняется чертежом, где представлен технологический процесс изготовления болта с головкой, имеющей внутренний многогранник и фланец, на холодновысадочном автомате.
Способ осуществляют следующим образом. На холодновысадочном автомате мод.BV-3 из стали 20Г2Р отрезают заготовку, далее производят выдавливание стержня заготовки, длина которой l равна длине готового изделия L, и высадку цилиндрической головки. На второй позиции продолжают формировать цилиндрическую головку до диаметра D, равного 1,01÷1,02 диаметра головки готового изделия Dгол, а на третьей технологической позиции осуществляют формообразование внутренней многогранной полости в головке изделия и формирование фланца с нанесением товарного знака на нем, при этом на последующих операциях сохраняют полученные размеры внутренней многогранной полости в головке и фланца, далее редуцируют стержень заготовки, затем на следующей позиции производят снятие заходной фаски на конце стержня и на последней позиции производят накатку резьбы.
Благодаря получению точных размеров и формы заготовки на второй штамповочной позиции, а также совмещению операций выдавливания внутренней многогранной полости в головке и формовки фланца на третьей позиции обеспечивается полное заполнение внутренней многогранной полости и исключена возможность появления на боковой поверхности многогранника заусенцев, задиров и складок.
Таким образом, применение предлагаемого способа способствует снижению сил деформирования заготовки на технологических переходах, уменьшению сил трения на рабочих поверхностях формообразующего инструмента, в результате повышается стойкость инструмента, качество изготовленных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ С МНОГОГРАННОЙ ГОЛОВКОЙ | 2002 |
|
RU2236926C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ГИБКИ ГАЕЧНОГО КЛЮЧА | 2011 |
|
RU2460602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной высадке крепежных изделий. Способ изготовления болта с головкой, имеющей внутренний многогранник и фланец, на холодновысадочном автомате включает отрезку заготовки, последующую предварительную высадку цилиндрической головки и выдавливание стержня, длина которого равна длине стержня готового изделия. Затем формируют цилиндрическую головку болта до получения диаметра, равного 1,01-1,02 диаметра головки готового изделия. Далее на одной позиции осуществляют формообразование фланца и внутренней многогранной полости в головке. На последующих позициях осуществляют редуцирование стержня болта и снятие на конце стержня заходной фаски на острильном устройстве холодновысадочного автомата, при этом сохраняют ранее полученные размеры головки болта и фланца, а на последней позиции производят накатку резьбы. В результате достигается за счет оптимального распределения технологических усилий по переходам высадки и упрощения штамповой оснастки повышение качества изготовленных изделий и увеличивается стойкость формообразующего инструмента. 1 з.п. ф-лы, 1 ил.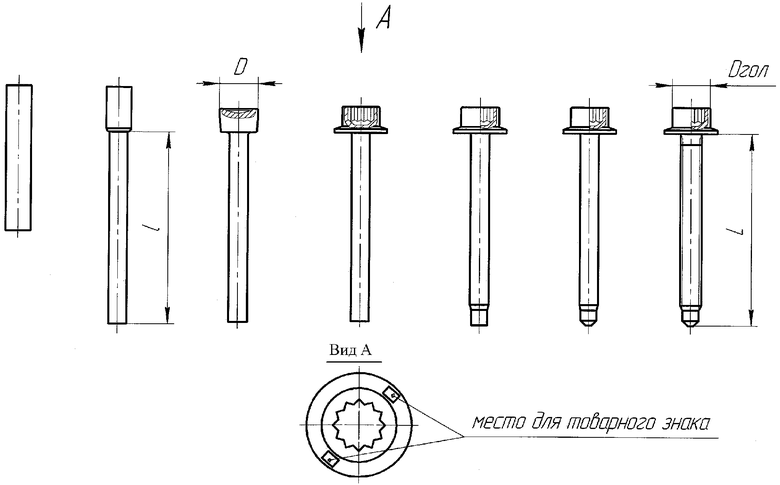
| Способ изготовления винтов с внутренним шестигранником | 1974 |
|
SU585911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ | 2001 |
|
RU2204457C2 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

