Изобретение относится к обработке металлов давлением может быть использовано при изготовлении стержневых изделий типа закладных болтов с лыской на холодно-высадочных автоматах.
Известен способ штамповки болтов с многогранной головкой, включающий предварительную формовку на исходной цилиндрической заготовке головки с профилированной боковой поверхностью и окончательную формовку головки, осуществляемые при холодном состоянии заготовки ( авторское свидетельство СССР №1402405, кл. В 21 К 1/46, 1988 г.).
Недостатком этого способа является возможность потери устойчивости заготовки в процессе формовки головки, так как необходим формообразующий инструмент особой конструкции.
Известен также способ изготовления болтов с шестигранной головкой, включающем отрезку заготовки, редуцирование стержня под резьбу, набор головы, высадка рифлений и накатка резьбы (Патент Японии №10277691, В 21 К 1/46, 1998 г.).
Недостатком этого способа является получение только одной отдельной детали, также получение шестигранника на голове.
В основу изобретения поставлена задача изготовления закладных болтов, без обрезки части головки болта, с применением безоблойной высадки, с получением рифлений под головкой и накатки резьбы на одном оборудовании.
Поставленная задача решена тем что, в способе изготовления закладных болтов, содержащих стержень с рифлениями и головку с лыской, включающий редуцирование стержня под резьбу на первой позиции, образование головки на второй и последующей позициях, получение рифлений на стержне и накатку резьбы, согласно изобретению на второй позиции производят предварительный набор головки с получением лыски, а на последующей позиции - окончательную формовку головки и лыски, после чего получают рифления на стержне.
Изобретение поясняется чертежом, где представлен технологический процесс безоблойной высадки закладных болтов.
Способ осуществляется следующим образом.
Отрезают заготовку. На первой позиции происходит редуцирование стержня под резьбу. На второй позиции предварительный набор головки с получением лыски. На третьей позиции осуществляют окончательную формовку головки и лыски. На четвертой позиции осуществляют получение рифления на гладкой части стержня в матрице. На пятой позиции производят накатку резьбы.
Предлагаемый способ позволяет изготавливать закладные болты без обрезки части головки болта, с применением прогрессивной безоблойной высадки, также по данной технологии рифления под головкой и накатка резьбы производится на одном оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления закладных болтов | 2020 |
|
RU2732332C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073581C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕГО ВИНТА | 2003 |
|
RU2251468C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на холодно-высадочном автомате закладных болтов, содержащих стержень с рифлениями и головку с лыской. На первой позиции редуцируют стержень под резьбу. На второй позиции производят предварительный набор головки с получением лыски. На последующей позиции окончательно формуют головку и лыску. Далее выполняют рифления на гладкой части стержня и накатывают резьбу. В результате обеспечивается возможность получения закладных болтов на одном оборудовании с применением прогрессивной безоблойной высадки и без обрезки части головки болта. 1 ил.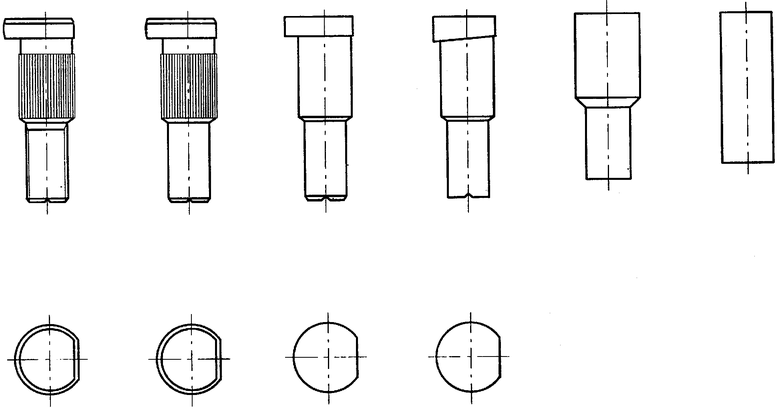
Способ изготовления закладных болтов, содержащих стержень с рифлениями и головку с лыской, включающий редуцирование стержня под резьбу на первой позиции, образование головки на второй и последующей позициях, получение рифлений на стержне и накатку резьбы, при этом на второй позиции производят предварительный набор головки с получением лыски, а на последующей позиции - окончательную формовку головки и лыски, после чего получают рифления на стержне.
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Способ изготовления деталей с головками | 1974 |
|
SU538805A1 |
| Способ изготовления стержневых де-ТАлЕй C гОлОВКАМи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU814544A1 |
| US 4281429 A, 04.08.1981. | |||

