Изобретение относится к обработке металлов давлением и может быть использовано при холодной высадке крепежных изделий.
Известен способ изготовления болта с фасонной головкой и фланцем, включающий отрезку заготовки, предварительную высадку головки болта в форме усеченного конуса, высадку цилиндрической заготовки головки диаметром, равным 1,05-1,08 описанного диаметра фасонной головки болта, редуцирование цилиндрической головки на длину, равную высоте головки болта без фланца, и диаметром, равным описанному диаметру фасонной головки болта, выдавливание фасонного профиля головки с общим углом выдавливания 60° с одновременной осадкой фланца и накаткой резьбы (патент РФ №2207931, кл. В21К 1/46).
Известный способ обладает рядом недостатков:
- на окончательной позиции выявляется нечеткое оформление фасок при переходе от боковых поверхностей выступов головки к ее торцу;
- на последней формообразующей позиции на торце головки болта впрессовываются наплывы и складки;
- при изготовлении высокопрочного крепежа из малопластичных марок сталей на поверхности головок болтов образуются риски;
- при редуцировании заготовки под наружный диаметр головки "TORX" на 3-й позиции происходит частичное снятие фосфатного покрытия на поверхности металла, что значительно влияет на 4-ю позицию при выдавливании фасонного профиля из-за возрастания силы трения;
- при выдавливании фасонного профиля и высадки фланца за один технологический переход на 4-й позиции возникают большие удельные нагрузки на рабочие поверхности формообразующего инструмента, в результате понизится стойкость инструмента.
Наиболее близким по технической сущности является способ изготовления болта с фасонной головкой и фланцем, включающий отрезку заготовки, предварительную осадку стержня под высадку головки и подторцовку, предварительную высадку головки, калибровку торца, предварительное образование фланца, оформление цилиндрической части под редуцирование наружного профиля, окончательное формирование фасонной головки с высадкой фланца и накатку резьбы (статья Е.Н.Хохлова, В.А.Макарова, В.В.Галкина. Прогрессивные конструкции головок крепежных деталей и технологии их изготовления холодной объемной штамповкой. Кузнечно-штамповочное производство, 2003 г., №2, с.33-36).
Данный способ также имеет ряд недостатков:
- при изготовлении высокопрочного крепежа из малопластичных марок сталей на торце головок болтов образуются риски;
- на 2 и 3 переходах недостаточно четко оформлены фаски перехода от боковой поверхности выступов фасонной головки к торцу головки;
- на последней формообразующей позиции на торце головки болта впрессовываются наплывы и складки;
- при окончательном формировании фасонной головки проявляется низкая стойкость формообразующего инструмента.
Изобретение решает задачу повышения качества фасонной головки болта с фланцем и повышения стойкости формообразующего инструмента.
Поставленная задача достигается тем, что в способе изготовления болта с фасонной головкой и фланцем, включающем отрезку заготовки и осуществляемые по переходам предварительную высадку головки болта, высадку фланца головки, подторцовку головки, окончательное формирование фасонной головки болта и накатку резьбы на стержне болта, согласно изобретению предварительную высадку головки осуществляют на первом переходе после отрезки заготовки, при этом предварительно высаживают цилиндрическую часть головки диаметром, равным 0,98 диаметра описанной окружности фасонной головки болта, с образованием на ее торце выпуклой части в виде сферы и одновременной калибровкой стержня заготовки, затем высаживают фланец головки болта с образованием на нем фаски и поднутренной галтели на опорной поверхности и одновременной подторцовкой головки болта, при этом сохраняют ранее полученный диаметр цилиндрической части головки, а на последующих переходах сохраняют ранее полученный диаметр фланца головки болта.
Изобретение поясняется чертежом, где представлен технологический процесс изготовления болта с фасонной головкой и фланцем.
Способ осуществляют следующим образом.
На холодно-высадочном автомате мод. МВ-415 из стали 30Г1Р отрезают заготовку диаметром (dзаг.) 11,7 мм, далее одновременно происходит предварительная высадка цилиндрической части головы диаметром d=0,98/D, где D - описанный диаметр фасонной головки болта, образование на торце головы выпуклой части в виде сферы и калибровка гладкой части стержня заготовки. Затем осуществляют высадку фланца головки болта с поднутренной галтелью и одновременно выполняют подторцовку головки болта с образованием фаски на нем, при этом сохраняют ранее полученный размер цилиндрической головки. Далее осуществляют редуцирование стержня болта под накатку резьбы при средней степени деформации 13%, при этом сохраняют ранее полученные размеры фланца и головки. На последней штамповочной позиции производят окончательное выдавливание фасонного профиля головки с общим углом выдавливания 60° и калибровку стержня под накатку резьбы.
Использование предлагаемого способа изготовления болта с фасонной головкой и фланцем позволяет обеспечить повышение качества полученного изделия и увеличения стойкости формообразующего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для холодной высадки крепежных изделий. Способ включает отрезку заготовки, предварительную высадку цилиндрической части головки, высадку фланца головки, подторцовку головки, окончательное формирование фасонной головки болта и накатку резьбы. Предварительно высаживают головку болта диаметром, равным 0,98 описанного диаметра фасонной головки болта, и одновременно калибруют гладкую часть стержня заготовки. Фланец головки болта высаживают с поднутренной галтелью на опорной поверхности с одновременной подторцовкой головки болта и образованием фаски на нем. Сохраняют ранее полученный размер головки, а диаметр фланца выдерживают на последующих переходах. В результате обеспечивается повышение качества полученного изделия и увеличение стойкости формообразующего инструмента. 1 ил.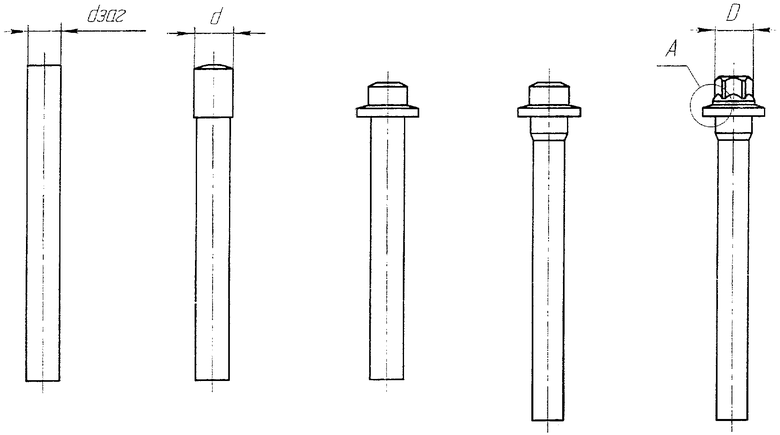
Способ изготовления болта с фасонной головкой и фланцем, включающий отрезку заготовки и осуществляемые по переходам предварительную высадку головки болта, высадку фланца головки, подторцовку головки, окончательное формирование фасонной головки болта и накатку резьбы на стержне болта, отличающийся тем, что предварительную высадку головки осуществляют на первом переходе после отрезки заготовки, при этом предварительно высаживают цилиндрическую часть головки диаметром, равным 0,98 диаметра описанной окружности фасонной головки болта, с образованием на ее торце выпуклой части в виде сферы и одновременной калибровкой стержня заготовки, затем высаживают фланец головки болта с образованием на нем фаски и поднутренной галтели на опорной поверхности и одновременной подторцовкой головки болта, при этом сохраняют ранее полученный диаметр цилиндрической части головки, а на последующих переходах сохраняют ранее полученный диаметр фланца головки болта.
| ХОХЛОВ Н.Е., МАКАРОВ В.А., ГАЛКИН В.В | |||
| Прогрессивные конструкции головок крепежных деталей и технологии их изготовления холодной объемной штамповкой | |||
| Штамповочное производство, 2003, №2, с.33-36 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| Каркасная тара для транспортировкиСЕдЕл ВЕлОСипЕдА | 1979 |
|
SU848406A1 |
| Устройство для ввода информации | 1986 |
|
SU1406590A1 |
| US 5493833 А, 27.02.1996. | |||

