Известные многороликовые станы для гибки фасонных профилей из металлической ленты не дают возможности получить точный профиль специального назначения, например для шторных укрытий электрол:-тзных ванн.
С оаисываемо:. М)ойствс казан. недостаток устранен. Это достигается тем, что перед станом с многими парами валков установлены две пары роликов, регулируемых р, вертикальной и горизонтальной плоскостях направляющих валivOB. а за CTanoN расположена выпукная проводка, имеющая конечnbfi профи гь изделия, причем положение прозодки можно регулировать во всех направлениях. Кинематическая схема стана, т. е. распо,,мие ведущих и ведомых щестеi)e;-:, приподищих во вращение рабочие , осуществлена таким образом, что зрапдсние всех пар валков происходит согласовано, микрометрическими зинтами. Такая схема стана обеспечивает выпуск заданного профиля с большой степенью точности.
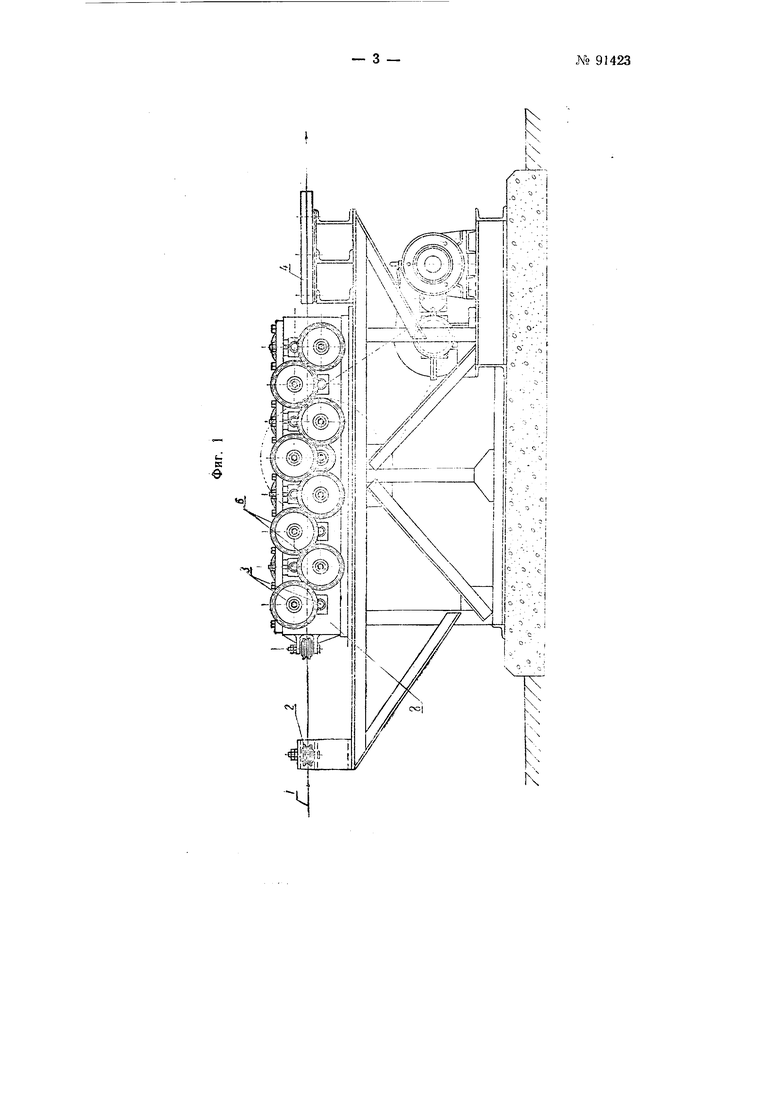
iia фи1. 1 изображен вид стана )-л: ::; сЬиг-. 2-кинематическая
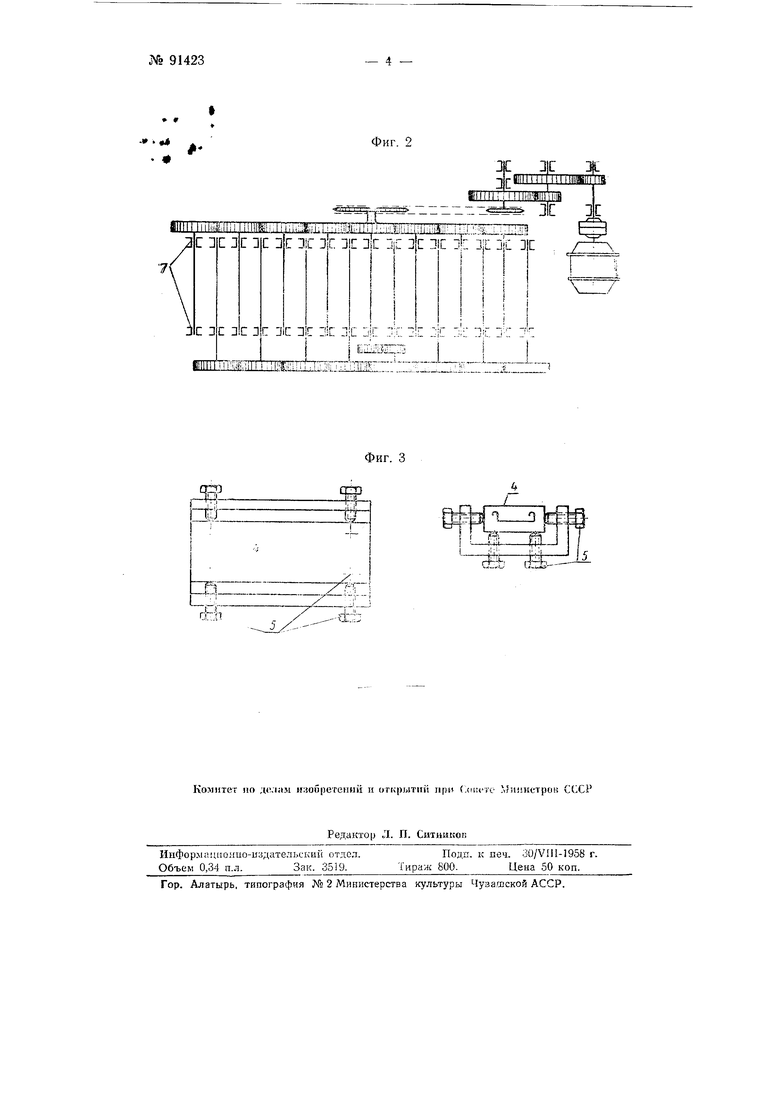
схема С1ана; на фиг. .-выпускная нрозодка.
Металлическая лента / нро.ходит чере: ;;ве пары направляющих ро.1и;;();; -. расиолойсенных перед станом. Положение последних регулируется в вертикальной и горизон;-i:;,H,Ho:i H.iocKociTix. Далее лента попадает в первук пару валков 3 стана.
Проходя пос,иедовател1)Но следующие пары ва., и eющиx ка,1ибры соответствующего профиля. металл1 ческая .тента получает заданный профил) нутем последовательной |-ибкн в валках. После выхода из ва.тков i.bacoHHbU профиль проходит выводную проводку 4. распо/юженную за станом. Фасонная нроводка иридает профилю издели;; конечныГ: iipodiii.iii и необходимую точность.
Д.я регу,ти1)овки вьнпскной проводки 4 во всех направлениях она снабжена установочным:-, икpoмeтрнческими винтами ,). Последние точно регу.шруют ее положение как в зертика: ьной, так и горизонТ;;.-1:,1ОИ и.ЮСКО тях.
Приводные шестерни 6 верхнего и нижнего рядов рабочих валков располагают по наружным сторонам их опор 7 в общей станине 8 в шахматном порядке, причем каждая ведомая шестерня, соседняя с ведущей разноименного ряда, является рабочей шестерней своего ролика и вместе с тем паразитной шестерней для шестерни, соседней с ведущей шестерней одноименного ряда.
Предмет изобретен-и я
1. Многороликовый профилировочный стан для гибки из металлической ленты фасонных профилей, например, профиля звена шторного укрытия электролизных ванн, отличающийся тем, что перед станом имеются две пары регулируемых в вертикальной и горизонтальной плоскостях направляющих
роликов, а за станом расположена выпускная, имеющая конечный профиль изделия проводка, положение которой можно регулировать во всех направлениях.
2. Форма выполнения многороликового профилировочного стана по п. 1, отличающаяся тем, что приводные шестерни верхнего и нижнего рядов рабочих роликов располагают по наружным сторонам их опор в общей станине в шахматном порядке, причем каждая ведомая шестерня, соседняя с ведущей разноименного ряда, является рабочей шестерней своего ролика и вместе с тем паразитной шестерней для шестерни, соседней с ведушей шестерней одноименного ряда, а также тем, что для регулировки выпускной проводки во всех направлениях применены микрометрические винты.
if-(lfti //
- - i ---5fr- Uii :v i i ii/
С1(, ;:1м1 М
1Л1Тштг
jf-inn
Ш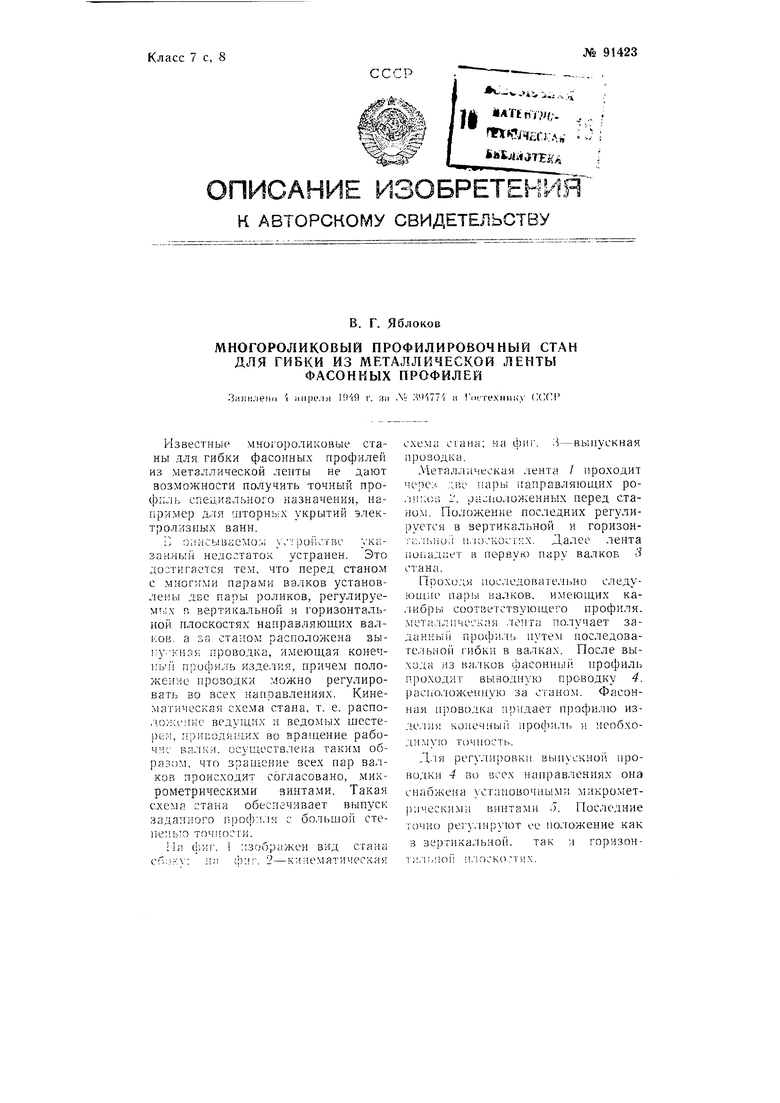

| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1976 |
|
SU603462A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Способ калибровки и прокатки-гибки тонкостенных профилей с применением роликоштампующих, роликогибочных проводок | 1958 |
|
SU121422A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| Затирочная машина | 1958 |
|
SU126252A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Редуктор многовального привода | 1989 |
|
SU1669598A1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
L Ж
,
