Изобретение относится к обработке металлов давлением, более конкретно к конструкциям рабочих клетей для прокатки, вальцовки и волочения, и может быть использовано для производства сортовых, фасонных и высокоточных профилей, в том числе малотоннажных партий рациональных заготовок деталей в условиях металлургических и машиностроительных предприятий.
Цель изобретения - упрощение конструкции рабочей клети прокатного стана при одновременном повышении точности прокатки путем объединения функций устройств поворота кассеты, предварительного напряжения его элементов и создания перевалочного зазора в одном устройстве и сокращения количества звеньев кинематической цепи последнего.
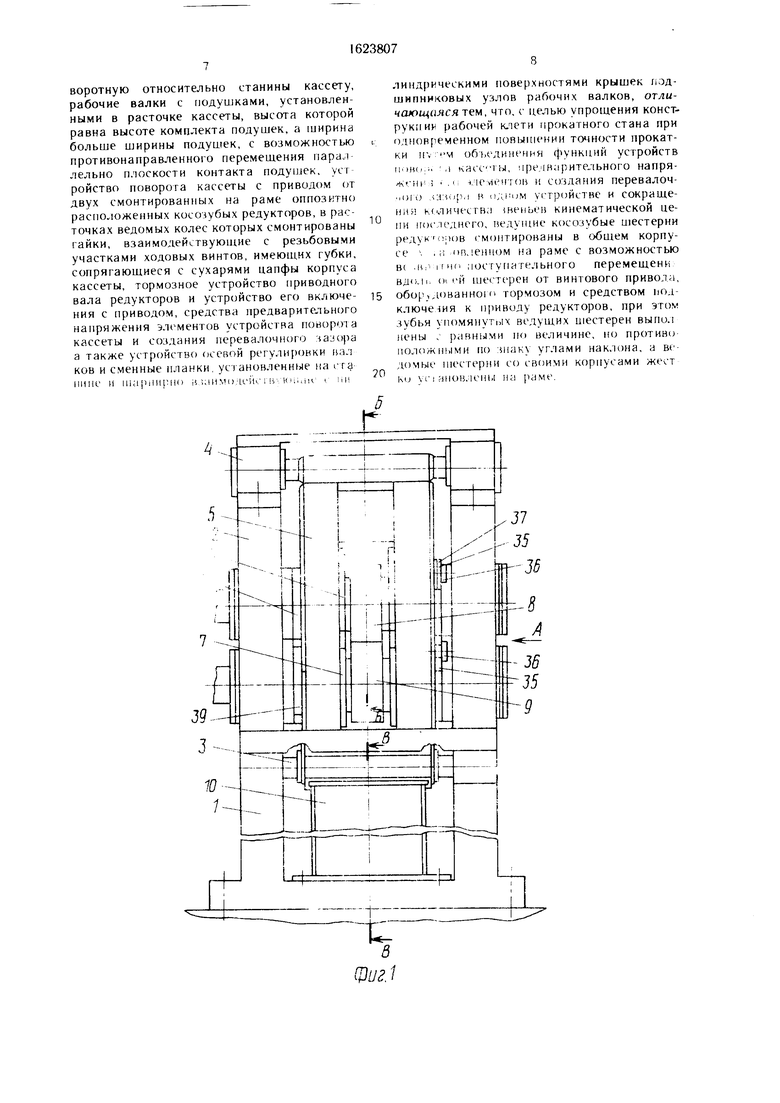
На фиг 1 показана рабочая клеть прокатного стана по оси прокатки; на фиг. 2 -
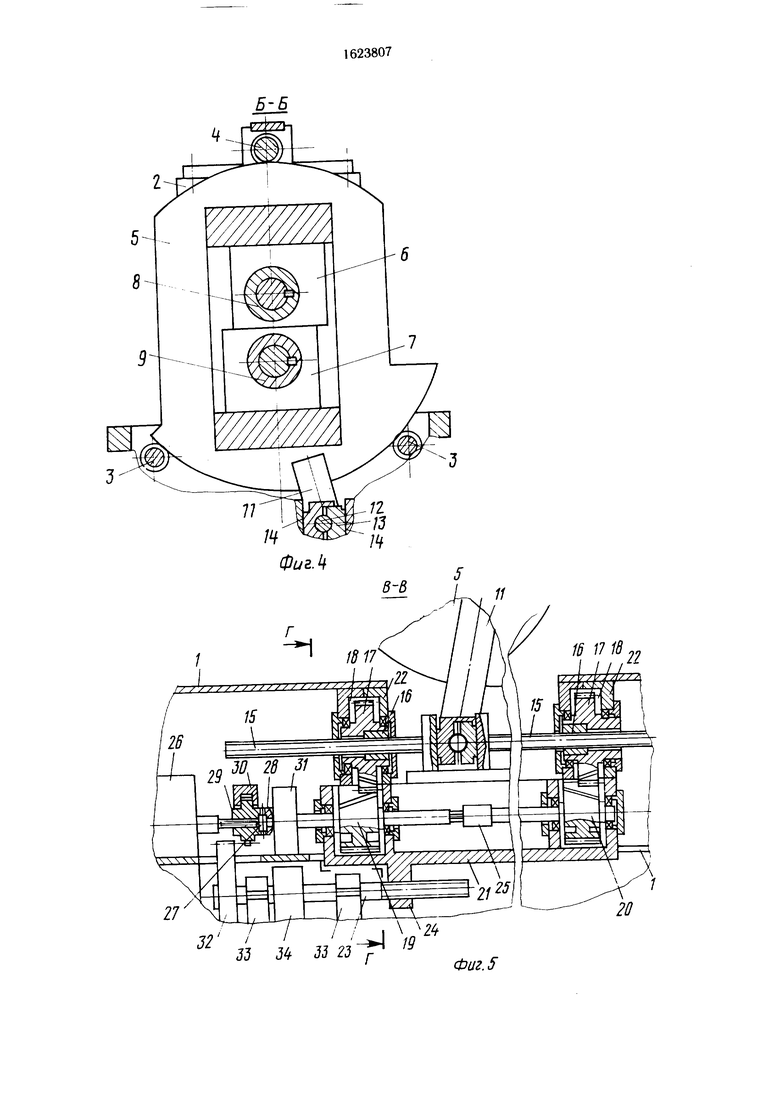
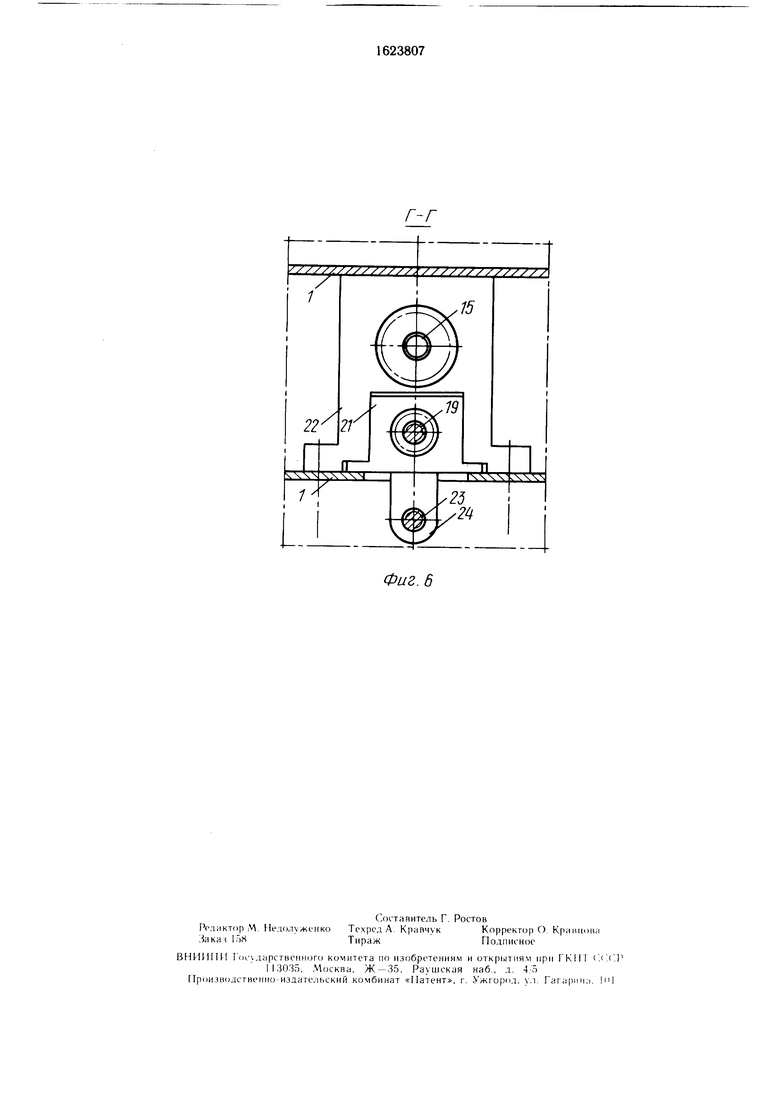
вид А на фиг 1; на фиг. 3 разрез Ь Б на фиг 1. расстояние между осями валкой максимальное; на фиг. 4 - то же, расстояние между осями валков минимальное, на фиг. 5 - разрез В В на фиг 1; на фиг 6 разрез Г-Г на фиг. 5.
Рабочая клеть прокатного стана содержит раму 1, жестко связанную с рамой 1 станину 2, установленную на станинных роликах 3 и 4 станины 2 кассету 5, с размещенными в подушках б и 7 рабочими валками 8, 9, и устройство поворота 10 кассеты 5 (при вод устройства радиальной регулировки рабочих валков 8 и 9), снабженное известными оперативными средствами контроля углового положения кассеты 5 (однозначно определяющего межцентровое расстояние валков 8 и 9), например, лимбами, нони сами и т.п. (не показаны).
о
СО 00
о
К донной части кассеты 5 приварены проушины 11, в расточках которых смонтирована цапфа 12, при этом угол между линией, соединяющей -центр расточек в проушинах с осью вращения кассеты 5, совмещенной с осью симметрии расточки кассеты 5, в которой размещен комплект подушек 6 и 7, составляет половину полного (рабочего) yi ла поворота кассеты 5. На цапфе 12 с помощью болгов и гаек (не показаны) установлены сухари 13, контактирующие с губками 14 ходовых винтов 15 устройства поворота 10 кассеты 5. Резьбовые участки ходовых винтов 15 сопряжены с резьбовыми участками гаек 16, жестко скрепленных с ведомыми косозубыми шестернями 17 оппо- зитно расположенных редукторов 18. закрепленных, например, посредством болтов (не показаны) на раме 1. Ведущие косо- зубые шестерни 19 и 20 редукторов 18 монтированы в общем корпусе 21, при этом корпус 21 сопряжен с корпусами 22 редукторов 18 посредством соединения паз - выступ с возможностью перемещения в направлении осей шестерен 19, 20 и оборудован средствами перемещения в виде пары винт 23 - гайка 24, последняя из которой жестко связана с корпусом 21
Зубьи разноименных ведущих косозубыч шестерен 19 и 20 выполнены с равными по величине, ни противоположными, по знаку углами наклона, а резьба разноименны ходовых вшпов 15 с равным шагом и одинаковым направлением витков.
Ведущие косозубые шестерни 19 и 20 между собой кинематически связаны с по мощью муфты 25 включения, а с электродвигателем 26 посредством муфты 27 включения. Муфта включения 27 содержит подвижные относительно сопря аемых с ним валов полумуфты 28 и 29, каждая из которых оборудована, например, торцовыми сое динительными зубчатыми элементами Наружная поверхность ступицы п олумуфты 29 снабжена зубчатым венцом и обоймой 30, связанной с системой рычагов управления (не показана), а наружная поверхность полумуфты 28 барабаном (не показан), сопрягяемым, например, с колодками (не показаны) тормозного устройства 31.
Система рычагов управления обеспечива ет установку полумуфты 29 в двух положе ниях, в одном из которых полумуфгы 28 и 29 сопряжены между собой посредством юр- цового зубчатою зацепления,а в зубчатый венец полумуфты 29 взаимодействует с шестерней 32. Шестерня 32 монтирована на винте 23 средств перемещения корпуса 21. Винт 23 зафиксирован на раме 1 от осевых перемещений с помощью подшипниковых опор 33. Для предотвращения произвольного самоотвинчивания пары винт 23 - гайка 24 в процессе работы клети винт 23 снабжен, например, барабаном (не пока0
зан), взаимодействующим с колодками (на черт, не показаны) тормозного устройства 34.
Высота комплекта подушек 6 и 7 рабо- чих валков 8 и 9 выполнена равной высоте прямоугольной расточки кассеты 5, в которой оьи размещены, а ширина подушек 6, 7 меньшей ширины упомянутой прямоугольной расточки кассеты 5
Нижний рабочий валок 9 в осевом направлении жестко крепится к кассете 5 посредством, например, планок 35 и болтов 36, а верхний рабочий иалпк 8 установлен в кассете 5 с возможностью pei улируемого осевого перемещения с помощью, например, 5 прокладок 37
Нижние станинные ролики 3 постоянно закреплены на ciammc j а верхний 4 крепи ген к ней посре л i ном i рое ьемных соединений, например, откидных болтов (не показаны) Фиксация кассеты 5 в станине 2 01 осевых перемещении i /н сиечи пае i ( я коническими буртами, которыми снабжены ролики 3, сопрягающим :,-я с фасками на наружных торцах кадеты 5
j-Крышки 38 и подшипниковых узлов
подушек 6 и 7 снабжены цилиндрическими поверхностями, ссклными осям расточек подушек 6, 7 и контактирующими со сменными планками 40, емонiиоованными на стойках ечанины 2 i вошож.осгью поворота, осе0 вого и радиальною перемещении
Работа на к.иги осуществляется следующим образом
По ту муфта 29 i помощью обоймы 30 и системы управления вводится в юрцл-.ое зубчат (К1 зацепление с полумуфтой
Ь 2Н и юдки тормозною устрой, iua 31 отво- ;нн., от барабана полумуфгы 28. Включа- екн пеы родвщ атель 26 и посредством как coBMPtiHoro однонаправленною, гак и раздельною (осевым перемещением муфты
„ 25 нинематическая связь ведущих косозу- бых шестерен 19. 20 разрывается) перемещений ходовых винтов 15 осуществляется установка губок 14 в положение, соответствующее ориентировке кассеты 5 при максимальном межцентровом расстоянии рабо5 чих на 1ков X и 9, причем р.К -юяние между убками 14 устанавливается большим сум- мар юй толщины сухарей 13 и цапфы 12 на величину перевалочного зазора, обеспечивающего беспрепятственную завалку кассеты 5 в станину 2. После установки кассе0 гы 5 на нижние станинные ролики 3 с помощью быстросъемны.х соединений, например откидных болтов, монтируется верхний станинный ролик 4 Включают электродвигатель 26 (полумуфты 28 и 29 введены во взаимное торцовое зацепление, а гормозное устройство 33 отключено), при этом вращение вала электродви агеп.я 26 посредством муфт 25, 27 косоаубых зубчатых передач 17-20 и передач винт 1 г айка 6
преобразуется в синхронное однонаправлен ное перемещение ходовых икт ,в is в ре зультате которою кассета / поворачива ется, а рабочие валки 8 и Ч jнхронно про тивонаправленно и на равные не личины не ремещаются в вертикальной MKKOCIH по контактирующим с цилин ipn o i ними поверх ностями крышек 38 и Зг( м( шим планкау 40 станины 2 до установки и ычних pat меров калибра по высоте Ьонтрон измене ния величины межцентрово расстояния валков 8 и 9 в процессе насгронки к тег и выполняется с помощью известнык средств оперативного контроля углового положения кассеты 5 и осевых положений ходовых вин тов 15, например лимбов, нониусов и тп После установки заданных размеров ка либра по высоте полу муфт, 29 с помощью обоймы 30 и системы рычагов управления своим зубчатым венцом вводится в зацеп ление с шестерней 32 Колодки тормозных устройств 31 и 34 ссютвет тренчо
ЮТСЯ И ОТВОДЯТ Я К (ОТ) ПОЛУ
муфты 28 и винта 23 Вклсланея 1ектро двигатель 26, при том вращение ог вала электродвигателя 26 посрс u IBOM зубчатой передачи 29 32 и пары мы t 21 гайка 24 преобразуется в поступач ьнш в i aiif/ав лении осей ходовых винтов 1 г перемещение корпуса 21 с зафиксированными GI враще ния г помощью тормозною устрой 31, ведущими косозубымн шестернями 10, 20 В свою очередь rioi. гупательное и о ып, , ti ленное осевое перемещение зафикс иров н ных от поворота ведущих озубых i,/i TI рен 19 и 20 вследствие взаимодеие шия их зубчатых элементов с (бча ыми -j if мснгами ведомых косочубых шестерен 17 и с помощью пар винт 1 5 г айки 16 преобра гс я в рав ные по величине по npoi неотложные по направлению (зхбья веоших шее re pi н 19, 20 выполнены с равными по вк.ичине но
ПРОТИВОПОЛОЖНЫМИ ПО ЗНаК У1Л1ИИ idK
лона а резьба ра шоименных вин тов 15 - с равным шагом и одинаковым направлением витков) IIOCIUUM ып ,с перс мещения ходовых винтов 1 к rv 1ы-к которого осуществляется сМ|Жьа с i ык ж губки 14 13 цапфа 12 (предва рительное напряжение стыков)
Выполнение напряжения мюмянутых стыков ia счет симметричных перемещений i бок 14 позволяет исключит,, влияние ука занной операции на расчетное (затантюе) угловое положение кассеты однозначно определяющее межцентровое рас1тояни ват- ков 8 и 9 Далее подсоединяю-1- к привод ным концам валчов 8 и 9 ыпим ie .- и про катывают настроечную полосу При необ ходимости размеры чатибра корректир ются Последовательность операции в про иессе ос щее гвления корректировки разме ров калибра по высоте ана югична приве денной Пос ie пол чения размеров настроеч
ной полосы, кинематические цепи редукторов 18 и перецачи винт 23 - гайка 24 фиксир ется от произвольного поворота с помощью тормозных устройств 31 н 34
Для осуществления предварительно и
напряжения с регулир емым усилием за тяжки стыков гчбки 14 - сухари ц ii фа 12 можно обор довать устройство ново рота кассеты, например предох i ib ными муфтами предельного момент
Упрощение конструкции клети обе i вается путем объединения функций им 1ч поворота кассеты, предварительно ,
жения его элементов и создания i
ного зазора в одном устройстве н
ем конструкции последнего и ись , .
индивидуального привода средств(
тания перева зазора и пре ною напряжения элементов етр ворота кассеты
о Повышение точности прокатш iи
ся сокращением количества iBent к .н Tt ческой цепи срритв npoin4on up ного перемещения oioi1
что позволяет уменьшить счммапнi (
в упомянутой кинематической цеь
5 довательно улучшить CHMMeTpti1i i1 i
тивонаправленных перемещениик х
ювых винтов и в конечном ито i i .
точность настройки ра«меров калиОр i ot o значн i опре leiHi iLUK) точность npi ч i i К i ove TOi о ) и нотис HI,i i pout ГР BI- иочення npHBoiHH i ва i i и т ройетна перем(ще1ня корч(а ч хч имн мкоп ыми шестернями гпн H)i4iH поворота кассеты в и по ч ч ж н и оборудованной дв мя ьо1 i ии ui ц мн иол муфты прощаст коне р.к испслнение (иетемы управ тения v , и. ра шальной peivinpOBKH
V vc tjb in tine массы по IBM/I ных н н щ те чип осей хО1,овых винтов diiMtmott u поворота кассе ты обес пе уменыиечне шноеа направляющих поверх н смн a i ie юватсльно повышение ia u л 1-1 работы к icru в целом
предлагаемая конструкция К1еги поич i i )Гусспсчяп i рои ж u i я 0| ||М Н(К рациональных заготовок 1етал й по ква .и гету, сни зить в ивии моми от профилесортаменга к 1етн трудсматр л м 1 ее настройке на О Ч Ь У0 и в конечном н повысить производительность на 0,1 1
Изобретение использовано в техническом проекте прокатной клети предназначен) ri для типово1о участка прокатки Ч ных рациональных заготовок теталей в i ловиях машиностроительных пре шри i ни
Формула ию()р1 течин
Рабочая клеть прокатною стана i жащая станину связанную н i р
воротную относительно станины кассету, рабочие валки с подушками, установленными в расточке кассеты, высота которой равна высоте комплекта подушек, а ширина больше ширины подушек, с возможностью противонаправленно о перемещения парал лельно плоскости контакта подушек, ус г ройство поворота кассеты с приводом от двух смонтированных на раме оппспкгно расположенных косопбых редукторов, в рас точках ведомых колес которых смонтированы айки, взаимодействующие с резьбовыми участками ходовых винтов, имеющих губки, сопрягающиеся с сухарями цапфы корпуса кассеты, тормозное устройство приводного вала редукторов и устройство его включения с приводом, средства предварительного напряжения элементов устройства ncmopoia кассеты и соиания перевалочного зазора а также устройство осевой рег лнронки вал ков и сменные планки усiановленные наi га
ПИНС И llhl lilll НО i 1ИМО U i К н il
0
линдрнческими поверхностями крышек г, зд- шипниковых у-шов рабочих валков, отличающаяся тем, что, с целью прощения конст- рабочей клети прокатного стана при
0иювременном повышении точности прокатки п% объединения функций устройств
( i каее ты, мре шарительного напря- ж HI -перечит и создания перевалоч iKipi в i им v тройстве и сокраще
н,ь количества tBeiiDi }i кинематической цепи п)( н днего, косозубые шестерни ред к )ов (монтированы в общем корпусе ,,, он енном на раме с возможностью в( i I Ho ,юс г м гельного перемещени о1 | й шечтерен от винтового привела, оборудованною тормозом и средством пол ключе я к приводу редукторов, при этом }убья помянутых ведущих шестерен выпол пены равными по величине, но противо поломными по наь углами наклона, а ы 1омые шее гер}|ц со своими корпусами i i ШОБ.Н ны раме


| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Прокатный стан | 1989 |
|
SU1639808A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1359024A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |

Изобретение относится к обработке металлов давлением, более конкретно - к конструкциям рабочих клетей дли прок.пни, вальцовки и волочения, и может быть использовано для производства сортовых, фасонных и высокоточных профилей, в том чис2 ле малотоннажных партий рациональных заготовок деталей в условиях металлургических и машиностроительных предприятий. Цель - упрощение конструкций рабочей клети прокатного стана при одновременном повышении точности прокатки путем объединения функций устройств поворота кассеты, предварительного напряжения его элементов, создания перевалочного зазора в одном устройстве и сокращения количества звеньев кинематической цепи последнего. Перемещением корпуса 21 при заторможенных (тормоз 31) ведущих шестернях 19 и 20 юс тигается перемещение в противоположные стороны губок 14. Этим обеспечивается .in бо напряжение затяжки сухарей 13. либо их отключение от цапфы 12 Повышается точность угловой фиксации кассеты при перевалке клети и настройке заданных р.ч меров калибра. 6 ил. (С (Л С
-с
8
Фиг1
Вид А
6
6-6
00СЛ
го
Фиг. 6
| УСТРОЙСТВО для ПОВОРОТА КАССЕТЫ С РАБОЧИМ ВАЛКОМ | 0 |
|
SU358044A1 |
