(5) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
. I .
Изобретение относится к текстильной промышленности, а именно к способам изготовления трубчатых изделий , и устройствам для осуществления этих способов.
Известен способ изготовления трубчатых изделий, заключающийся в том, что предварительно на накопитель наматывают порцию волокна, после чего волокна перематывают на перемещаю- , ; щийся в осевом направлении сердечник путем вращения вокруг последнего. накопителя .
Однако способ малопроизводителен.
Цель изобретения - повышение про-/ изводительности„,
Поставленная цель достигается тем, что в способе изготовления трубчатых изделий, заключающемся в том, что предварительно на накопитель наматывают порцию волокна, после чего волокно перематывают на перемещающийся в осевом направлении сердечник путем вращения вокруг последнегО|
накопителя, при, перематывании волокна с накопителя на последний осуществляют намотку последующей порции волокна, а при перемотке ее на сердечник осуществляют реверс накопителя. Известно устройство для осуществления способа, содержащее держатель сердечника для его осевого перемещения, установленный в полом накопителе коаксиально последнему, направитель волокна, приспособление для вращ ения накопителя и направителя волокна и средство для подачи волокон на накопитель со стационарноустанов13 ленным шпулярником 2.
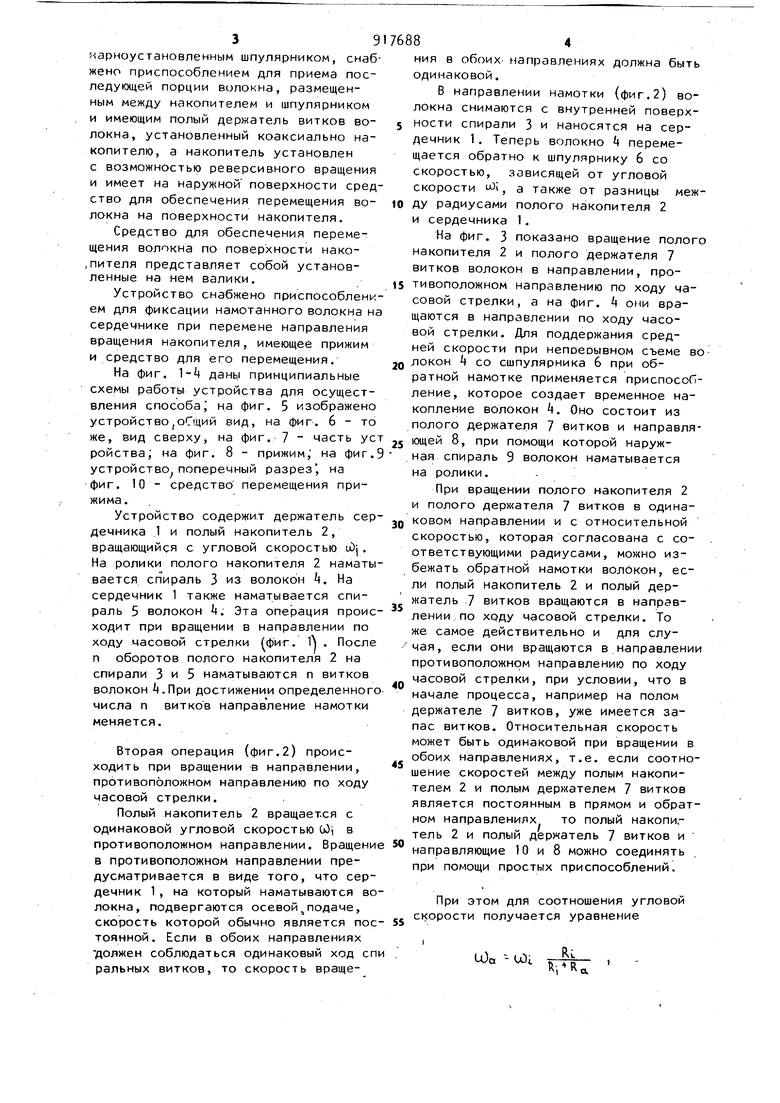
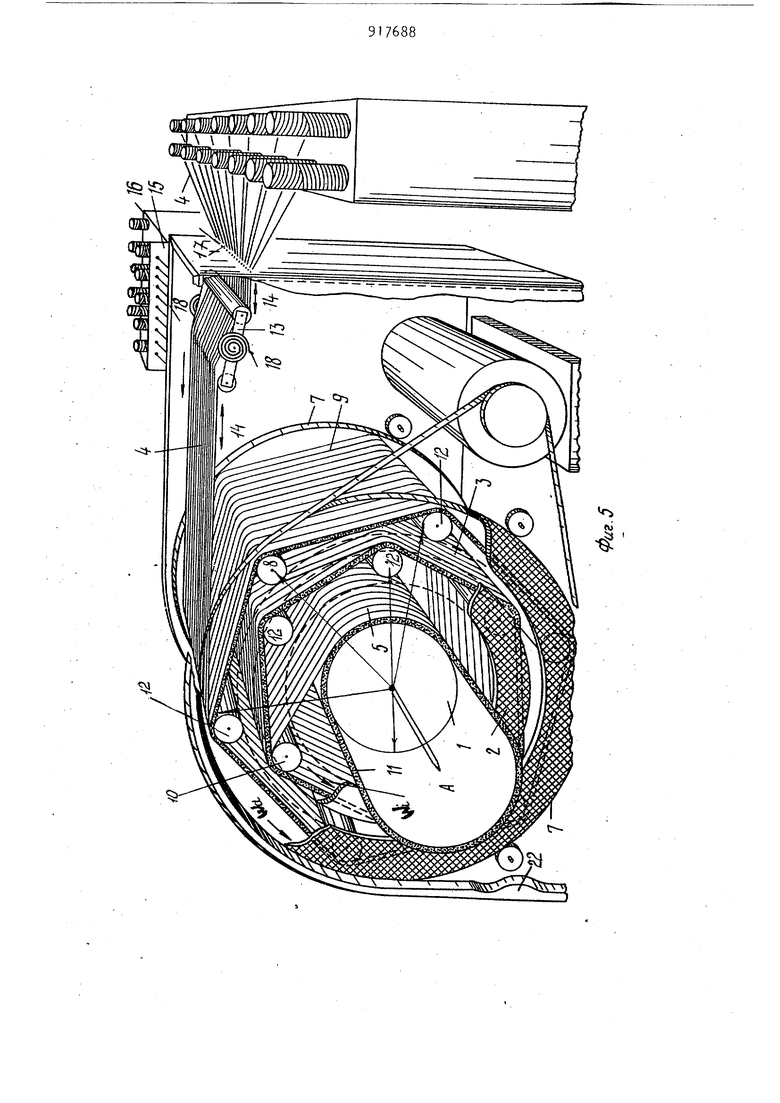
Для повышения производительности устройство, содержащее держатель сердечника со средством для его осевого перемещения, установленный в полом 20 накопителе коаксиально последнему, . направитель волокна, приспособление для вращения накопителя и направителя волокна и средство для подачи волокна на накопитель со стационарноустановленным шпулярником, снаб жено приспособлением для приема последующей порции волокна, размещенным между накопителем и шпулярником и имеющим полый держатель витков волокна, установленный коаксиально накопителю, а накопитель установлен с возможностью реверсивного вращения и имеет на наружной поверхности сред ство для обеспечения перемещения волокна на поверхности накопителя. Средство для обеспечения перемещения волокна по поверхности нако,пителя представляет собой установленные на нем валики. Устройство снабжено приспособлени ем для фиксации намотанного волокна н сердечнике при перемене направления вращения накопителя, имеющее прижим и средство для его перемещения. На фиг. 1-4 дань,1 принципиальные схемы работы устройства для осуществления способаj на фиг. 5 изображено устройство|ОСщий вид, на фиг. 6 - то же, вид сверху, на фиг. 7 - часть ус ройства на фиг. 8 - прижим на фиг. устройство поперечный разрез , на фиг. 10 - средство перемещения прижима. Устройство содержит держатель сер дечника .1 и полый накопитель 2, вращающийся с угловой скоростью a)j . На ролики полого накопителя 2 наматы вается спираль 3 из волокон 4. На сердечник 1 также наматывается спираль 5 волокон k. Эта операция проис ходит при вращении в направлении по ходу часовой стрелки фиг. Л . После п оборотов полого накопителя 2 на спирали 3 и 5 наматываются п витков волокон .При достижении определенног числа п витков направление намотки меняется. Вторая операция (фиг.2) происходить при вращении в направлении, противоположном направлению по ходу часовой стрелки. Полый накопитель 2 вращается с одинаковой угловой скоростью Oij в противоположном направлении. Вращен в противоположном направлении предусматривается в виде того, что сер
дечник 1 , на который наматываются волокна, подвергаются осевой подаче, скорость которой обычно является постоянной. Если в обоих направлениях должен соблюдаться одинаковый ход спи ральных витков, то скорость вращеПри этом для соотношения угловой скорости получается уравнение
RL
U)a - jOl
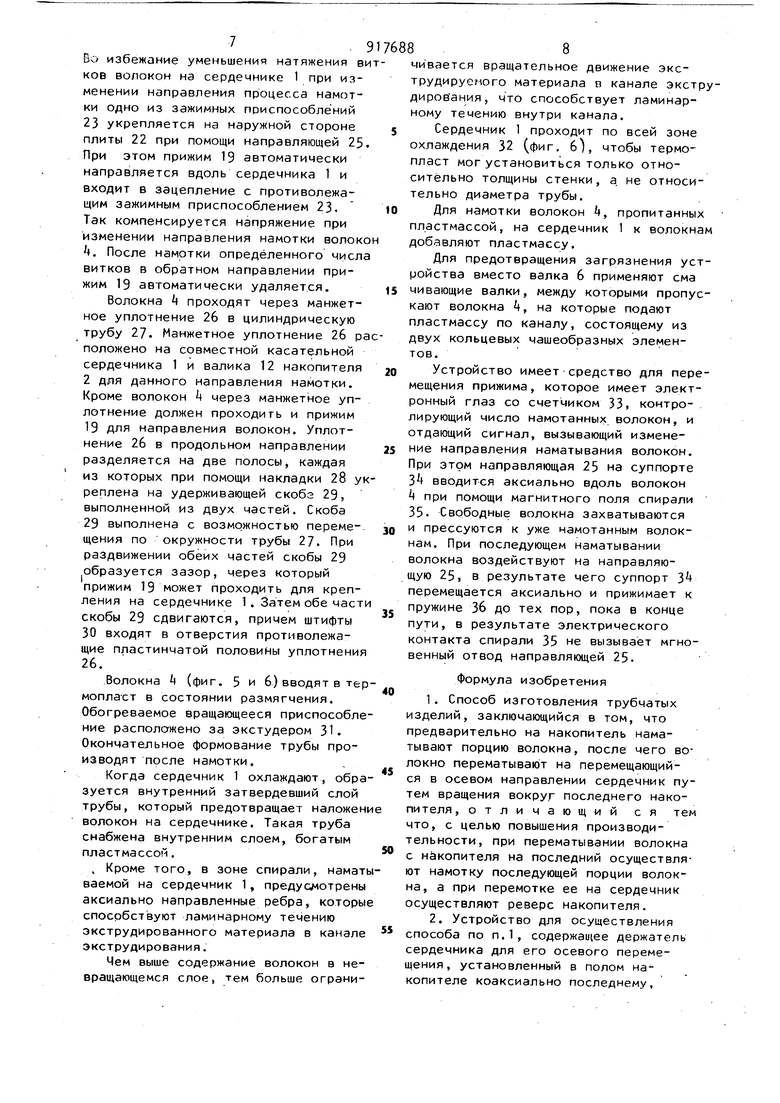
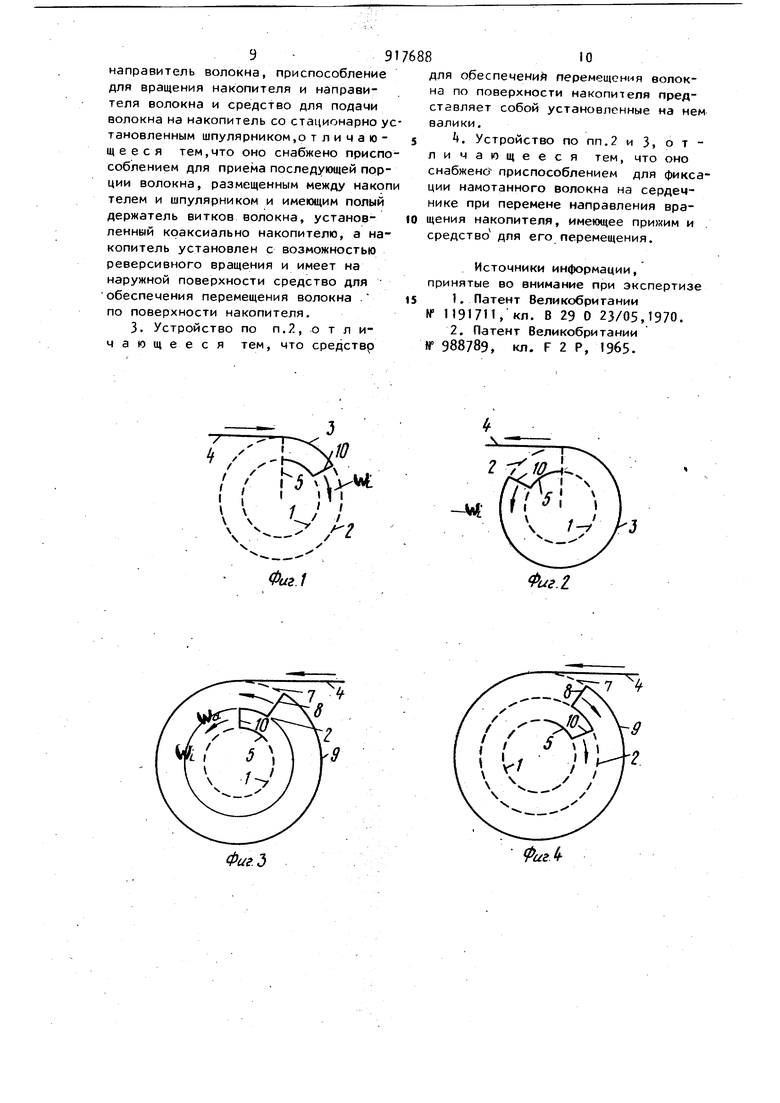
И R i, 1 ния в обоих направлениях должна быть одинаковой. В направлении намотки (фиг.2) волокна снимаются с внутренней поверхности спирали 3 и наносятся на сердечник 1. Теперь волокно Ц перемещается обратно к шпулярнику 6 со скоростью, зависящей от угловой скорости а также от разницы ду радиусами полого накопителя 2 и сердечника 1. На фиг. 3 показано вращение полого накопителя 2 и полого держателя 7 витков волокон в направлении, противоположном направлению по ходу часовой стрелки, а на фиг. они вращаются в направлении по ходу часовой стрелки. Для поддержания средней скорости при непрерывном съеме волокон Ц со сшпулярника 6 при обратной намотке применяется приспособление, которое создает временное накопление волокон k. Оно состоит из полого держателя 7 витков и направляющей В, при помощи которой наружная спираль 9 волокон наматывается на ролики. При вращении полого накопителя 2 и полого держателя 7 витков в одинаковом направлении и с относительной скоростью, которая согласована с соответствующими радиусами, можно избежать обратной намотки волокон, если полый накопитель 2 и полый держатель 7 витков вращаются в направлении по ХОДУ часовой стрелки. То же самое действительно и для случая, если они вращаются в направлении противоположном направлению по ходу часовой стрелки, при условии, что в начале процесса, например на полом держателе 7 витков, уже имеется запас витков. Относительная скорость может быть одинаковой при вращении в обоих направлениях, т.е. если соотношение скоростей между полым накопителем 2 и полым держателем 7 витков является постоянным в прямом и обратном направлениях то полый накопиг тель 2 и полый держатель 7 витков и направляющие 10 и 8 можно соединять „ри помощи простых приспособлений, где (jj - скорость вращения полого держателя 7 витковj скорость вращения полого накопителя 2| эффективный радиус полого держателя 7 витков с роликами | эффективный радиус полого накопителя 2 с роликами. При вращении в направлении, прот
воположном направлению по ходу часовой стрелки, число витков на полом держателе 7 увеличивается, тогда как число витков на полом накопителе 2 уменьшается, т.е. имеет место кажущаяся передачи витков. До расхода витков на полом накопителе 2 направление -вращения изменяется. При вра-. щении в направлении по ходу часовой стрелки число витков на полом накоп теле 2 увеличивается, а число витков на полом держателе 7 уменьшается. Принцип работы, изображенный на (фиг. 3 и , характерен и для устрой ства на фиг. 5. При этом витки воло кон наматывают на получаемую непреры ной разливкой трубу 11, которой сообщается подача в направлении стрелки А на сердечнике 1.Полый накопитель 2 имеет средство для обеспечения переме щения волокна по поверхности накопителя в виде валиков 12, которые установлены на подшипниках с незначительным сопротивлением трения с тем, чтобы сопротивление качения как можно меньше усиливалось по мере повыше ния нагрузки спиральными витками 3 и 9. При увеличении габаритов устройства Пд 2п слои витков на полом держагде п. теле 7, слои витков на полом накопи теле 2 при вращении в направлении по ходу часовой стрелки. Например, если направление намотки, меняется после достижения 100 сло ев, то на полом накопителе 2 должны наноситься только 50 слоев. При помощи приспособления для регулиоования натяжения 13 натяжение на участк 1 можно доводить до заданной постоянной величины, при этом скорость с которой подают волокна,.несколько изменяется, но не сказывается отрицательно на ходе процесса.
на участке 14 снижается, то приспособление для регулирования 13 вращается, накапливая волокна.
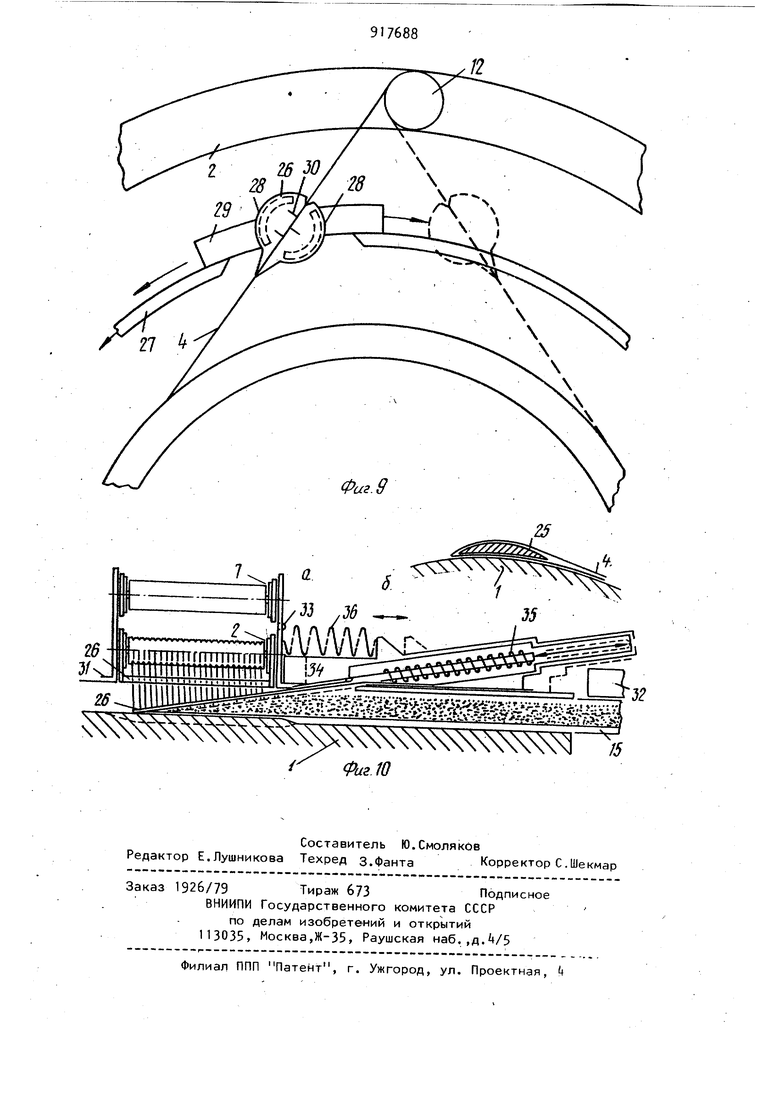
Для накопления начальных витков волокон по спирали 9 имеется приспособление для фиkcaции намотанных волокон на сердечнике при перемене направления вращения накопителя, имеющее прижим 19, укрепленный на полом держа8СВыполнение сердечника 1 и трубы 11 невращающимися дает непрерывный съем волокон 15 со шпулярников 16. Приспособление для регулирования натяжения 13 имеет станину с расположенными друг против друга валками 17.. Волокна k направляются между валками через ось станины. Натяжение на участке 1/ регулируется при помощи спиральной пружины 18. Если натяжение теле 7 при помощи державки 20. Начальные волокна закрепляют на прижиме 19 при помощи элемента 21. После накопления необходимого числа витков на полом держателе 7 за счет эраще ния устройства прижим 19 снимают и закрепляют на плитах 22 в осевом направлении при помощи зажимного приспособления 23. После, крепления начальных, волокон 4 на поверхности сердечника 1 начинают процесс намотки путем перемены направления вращения. Режущее прспособление 24 отрезает начальные концы волокон Ц, а прижим 19 удаляется. . Зажимное, приспособление 23 остается в положении крепления на одной стороне прижима 19 во время последующей операции. При удалении L прижима 19 с плит 22 первые витки вр локон стягиваются вокруг сердечника 1. Направление вращения устройства следует изменить до расхода спирали 3 или 9. Эта операция обеспечивает взаимную передачу волокон с одной спирали на другую для поддержания постоянной скорости съема волокон со шпулярника 6. Чтобы витки обеих спиралей никогда полностью не расходовались, применены электрические датчики, которые после достижения минимального числа витков волокон или мини- . мальной толщины спиралей передают сигнал на накопитель 2 и держатель 7. После достижения заданного минимального числа витков на накопителе 2 или держателе 7 направление вращения автоматически изменяется.-.Число витков в одном направлении зависит т начального Числа витков спирали 9. 7. Во избежание уменьшения натяжения в ков волокон на сердечнике 1 при изменении направления процесса намотки одно из зажимных приспособлений 23 укрепляется на наружной стороне плиты 22 при помощи направляющей 25 При этом прижим 19 автоматически направляется вдоль сердечника 1 и входит в зацепление с противолежащим зажимным приспособлением 23. Так компенсируется напряжение при изменении направления намотки волок . После намотки определенного числ витков в обратном направлении прижим 19 автоматически удаляется. Волокна проходят через манжетное уплотнение 26 в цилиндрическую трубу 27. Манжетное уплотнение 26 р положено на совместной касательной сердечника 1 и валика 12 накопителя 2 для данного направления намотки. Кроме волокон k через манжетное уплотнение должен проходить и прижим 19 для направления волокон. Уплотнение 26 в продольном направлении разделяется на две полосы, каждая из которых при помощи накладки 28 у реплена на удерживающей скобз 29, выполненной из двух частей. Скоба 29выполнена с возможностью перемещения по окружности трубы 27. При раздвижении обеих частей скобы 29 образуется зазор, через который прижим 19 может проходить для крепления на сердечнике 1 . Затем обе час скобы 29 сдвигаются, причем штифты 30входят в отверстия противолежащие пластинчатой половины уплотнени 26. Волокна Ц (фиг. 5 и 6)вводят в те мопласт в состоянии размягчения. Обогреваемое вращающееся приспособл ние расположено за экстудером 31. Окончательное формование трубы производят после намотки. Когда сердечник 1 охлаждают, обр зуется внутренний затвердевший слой трубы, который предотвращает наложе волокон на сердечнике. Такая труба снабжена внутренним слоем, богатым пластмассой. , Кроме того, в зоне спирали, нама ваемой на сердечник 1, предусмотрен аксиально направленные ребра, котор способствуют ламинарному течению экструдированного материала в канал эксгрудирования. Чем выше содержание волокон в н вращающемся слое, тем больше огран чивается вращательное движение экструдируеиого материала в канале экструирования, что способствует ламинарному течению внутри канала. Сердечник 1 проходит по всей зоне охлаждения 32 (фиг, 6), чтобы термопласт мог установиться только относительно толщины стенки, а, не относительно диаметра трубы. Для намотки волокон , пропитанных пластмассой, на сердечник 1 к волокнам добавляют пластмассу. Для предотвращения загрязнения устройства вместо валка 6 применяют сма чивающие валки, между которыми пропускают волокна 4, на которые подают пластмассу по каналу, состоящему из двух кольцевых чашеобразных элементов. Устройство имеет средство для перемещения прижима, которое имеет электронный глаз со счетчиком 33, контролирующий число намотанных, волокон, и отдающий сигнал, вызывающий изменение направления наматывания волокон. При этом направляющая 25 на суппорте 3 вводится аксиально вдоль волокон при помощи магнитного поля спирали 35. Свободные волокна захватываются и прессуются к уже намотанным волокнам. При последующем наматывании волокна воздействуют на направляющую 25, в результате чего суппорт 3 перемещается аксиально и прижимает к пружине 36 до тех пор, пока в конце пути, в результате электрического контакта спирали 35 не вызывает мгновенный отвод направляющей 25. Формула изобретения 1. Способ изготовления трубчатых изделий, заключающийся в том, что предварительно на накопитель наматывают порцию волокна, после чего волокно перематывают на перемещающийся в осевом направлении сердечник путем вращения вокруг последнего накопителя, отличающий ся тем что, с целью повышения производительности, при перематывании волокна с нёкопителя на последний осуществляют намотку последующей порции волокна, а при перемотке ее на сердечник осуществляют реверс накопителя. 2. Устройство для осуществления способа по П.1, содержаи;ее держатель сердечника для его осевого перемещения, установленный в полом накопителе коаксиально последнему. 9 - 9 направитель волокна, приспособление для вращения накопителя и направителя волокна и средство для подачи волокна на накопитель со стационарно ус тановленным шпулярником.о т л и ч а ю щеес я тем,что оно снабжено приспо соблением для приема последующей порции волокна, размещенным между накоп телем и шпулярником и имеющим полый держатель витков волокна, установЛ6ННБ1Й краксиально накопителю, а накопитель установлен с возможностью реверсивного вращения и имеет на наружной поверхности средство для обеспечения перемещения волокна . по поверхности накопителя, 3. Устройство по п.2, о т л ичающееся тем, что средствр 10 для обеспечений перемещения волокна по поверхности накопителя представляет собой установленные на нем валики. . Устройство по ПП.2 и 3, о т личающееся тем, что оно снабженб приспособлением для фиксации намотанного волокна на сердечнике при перемене направления аращения накопителя, имеющее прижим и средство для его перемещения. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1191711, кл. В 29 О 23/05,1970. 2. Патент Великобритании № 988789, кл. F 2 Р, 1965.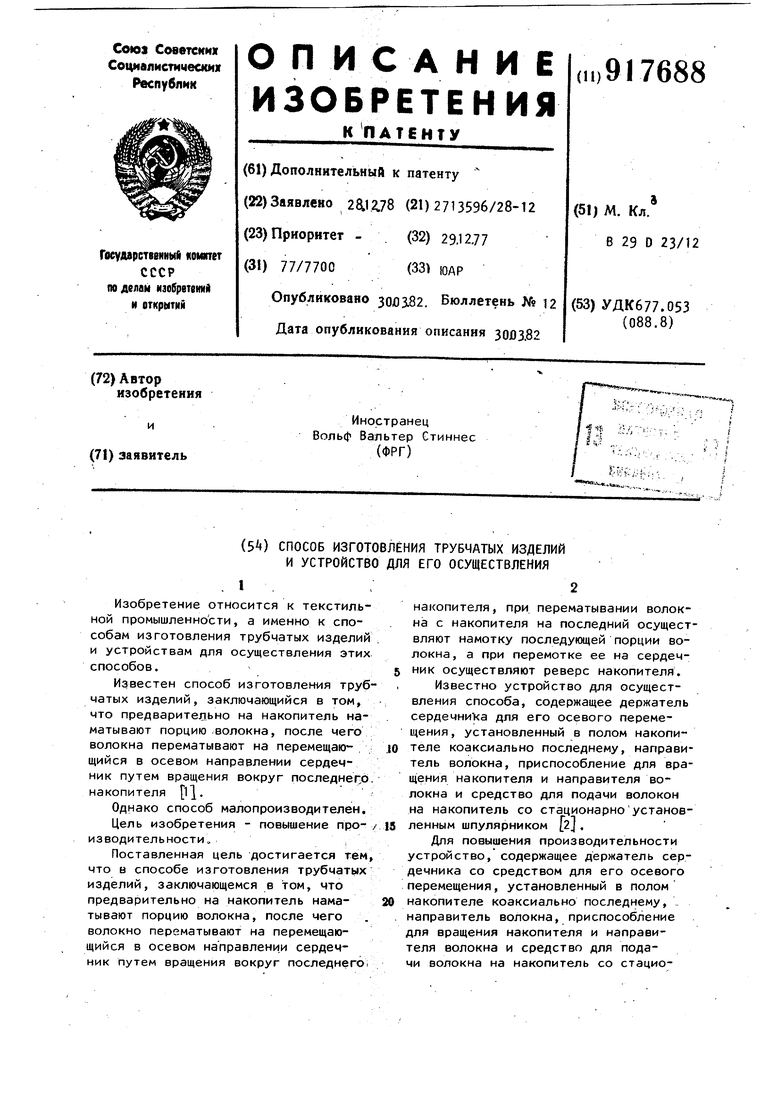

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для намотки гибкой ленты на оправку | 1986 |
|
SU1416327A1 |
| Устройство для изготовления армирующего каркаса для армирования углерод-углеродного материала | 2023 |
|
RU2816176C1 |
| Способ изготовления многослойныхиздЕлий и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU812158A3 |
| СПОСОБ ПОДАЧИ АРМИРУЮЩИХ ВОЛОКОН ДЛЯ ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2494953C1 |
| Устройство для изготовления изделий типа ерш | 1988 |
|
SU1553234A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ НИТИ С МЕТАЛЛОСОДЕРЖАЩИМ СЕРДЕЧНИКОМ | 1997 |
|
RU2124596C1 |
| Способ изготовления фильтрующего материала фильтра лабиринтного типа | 1988 |
|
SU1722208A3 |
| ВИТКИ КАТУШКИ С ИЗОЛЯЦИЕЙ ИЗ СМОЛЫ, НЕ ПРЕДУСМАТРИВАЮЩИЕ ПРЕСС-ФОРМ | 2005 |
|
RU2359353C1 |

/ / .W
(( I 111
1 / / /
Г2
Фиг. 5
Фаг4
IP P f P f P IP
I o olioUoiro
Фиг. 7
Фиг. 6
