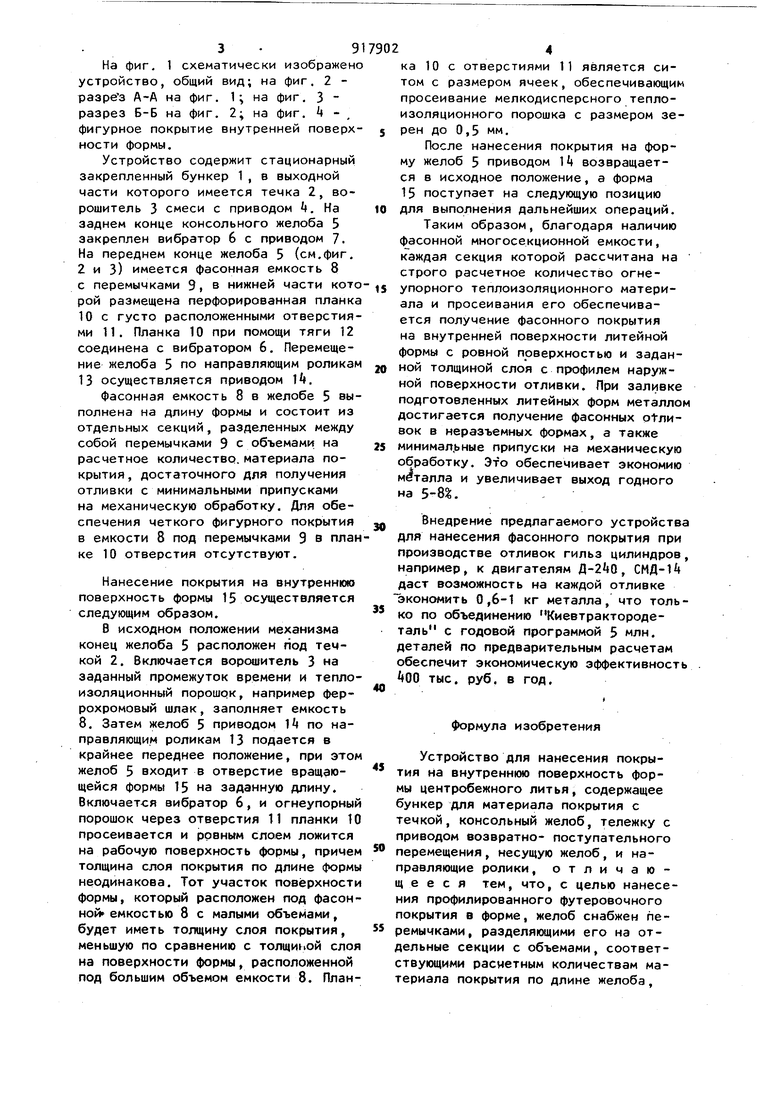
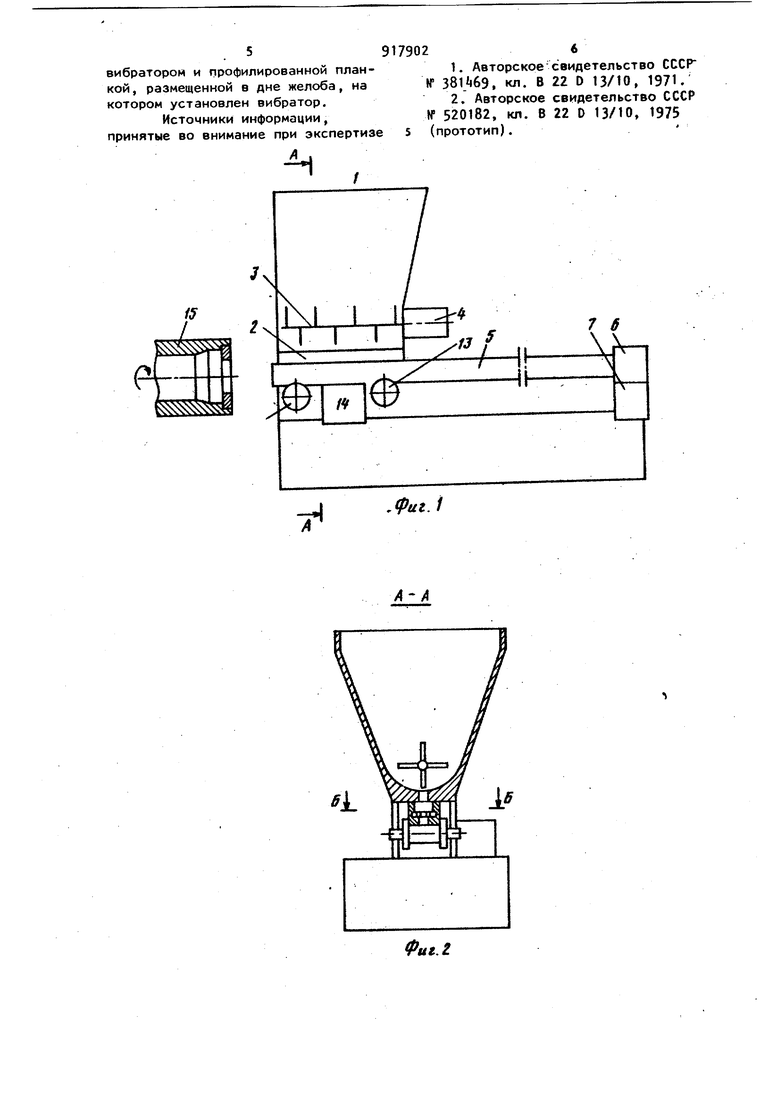
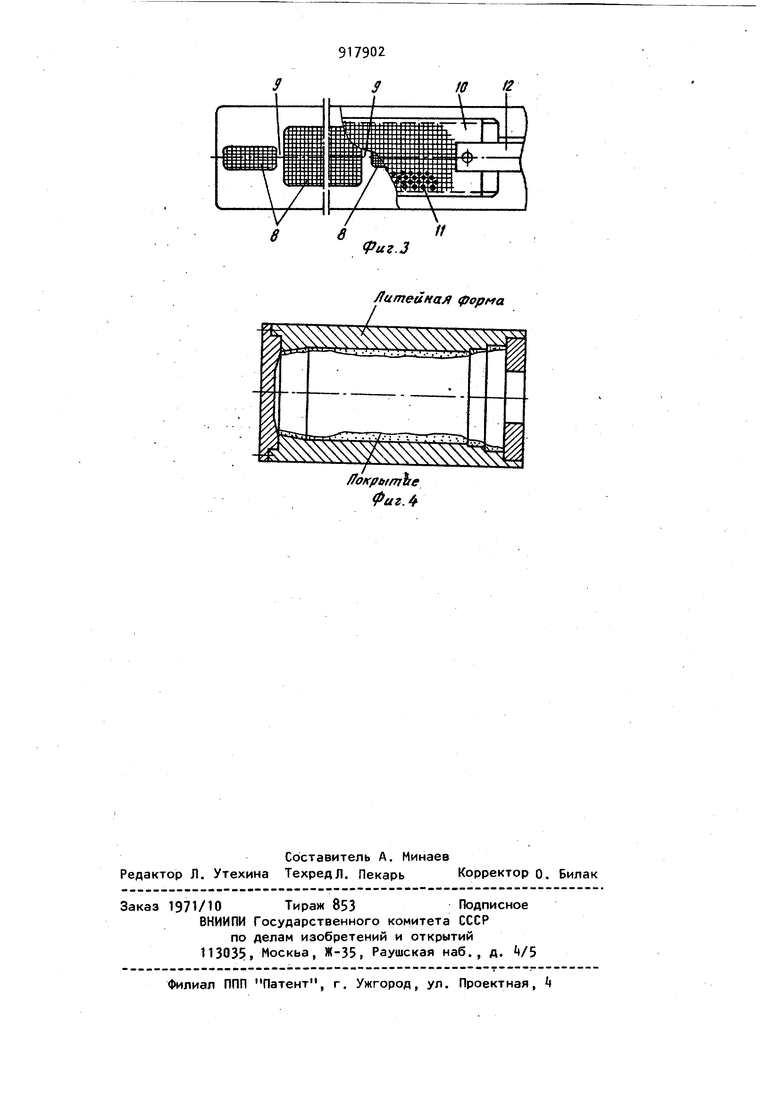
(5) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ФОРМЫ ЦЕНТРОБЕЖНОГО ЛИТЬЯ , Изобретение относится к литейному производству, в частности к оборудованию для нанесения покрытия на внутреннюю поверхность формы и может быть использовано при получении фасонных деталей трубчатой формы например гильз цилиндров двигателей внутреннего сгорания, методом центро бежного литья. Известно устройство для футеровки изложниц центробежных машин, включаю щее поворотный относительно продольной оси желоб и трубопровод, подающий отвердитель футеровочной смеси причем поворотный жеяоб снабжен соответствующими профилированными пластинами , образующими по всей длине поворотного желоба высыпную щель Наиболее близким техническим реше нием к изобретению является устройство для нанесения покрытия на внутреннюю поверхность формы центробежного литья, содержащее бункер для материала покрытия с течкой, коисоль ный желоб, тележку с приводом возвратно-поступательного перемещения, несу-, щую желоб, и направляющие ролики 2. Недостатком известных устройств является сложность нанесения профилированного футеровочного покрытия в форме. Целью изобретения является упрЬщение нанесения профилированного футеровочного покрытия в форме. Поставленная цель достигается тем, что в устройстве, содержащем бункер для материала покрытия с течкой, консольный желоб, тележку с приводом возвратно-поступательного перемещения, несущую желоб и направляющие ролики, жело.б снабжен перемычками, разделяющими его на отдельные секции с объемом, соответствующим рас-, четным количествам материала покрытия по длине желоба, вибратором и перфорированной планкой, размещенной в дне желоба, на которой установлен вибратор. 3 9 На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 разрез А-А на фиг. Ц на фиг. 3 разрез Б-Б на фиг. 2; на фиг. - , фигурное покрытие внутренней поверхности формы. Устройство содержит стационарный закрепленный бункер 1, в выходной части которого имеется течка 2, ворошитель 3 смеси с приводом Ц. На заднем конце консольного желоба 5 закреплен вибратор 6 с приводом 7. На переднем конце желоба 5 (см.фиг. 2 и 3) имеется фасонная емкость 8 с перемычками 9, в нижней части кото рой размещена перфорированная планка 10 с густо расположенными отверстиями 1 1 . Планка 10 при помощи тяги 12 соединена с вибратором 6. Перемещение желоба 5 по направляющим роликам 13 осуществляется приводом И. фасонная емкость 8 в желобе 5 выполнена на длину формы и состоит из отдельных секций, разделенных между собой перемычками 9 с объемами на расчетное количество, материала покрытия , достаточного для получения отливки с минимальными припусками на механическую обработку. Для обеспечения четкого фигурного покрытия в емкости 8 под перемычками 9 в план ке 10 отверстия отсутствуют. Нанесение покрытия на внутреннюю поверхность формы 15 осуществляется следующим образом. В исходном положении механизма конец желоба 5 расположен под течкой 2. Включается ворошитель 3 на заданный промежуток времени и теплоизоляционный порошрк, например феррохромовый шлак, заполняет емкость 8. Затем желоб 5 приводом 1 по направляющим роликам 13 подается в крайнее переднее положение, при этом желоб 5 входит в отверстие вращ ющейся формы 15 на заданную длину. Включается вибратор 6, и огнеупорный порошок через отверстия 11 планки 10 просеивается и ровным слоем ложится на рабочую поверхность формы, причем толщина слоя покрытия по длине формы неодинакова. Тот участок поверхности формы, который расположен под фасон ной емкостью 8 с малыми объемами, будет иметь толщину слоя покрытия, меньшую по сравнению с толщиной слоя на поверхности формы, расположенной под большим объемом емкости 8. План4ка 10 с отверстиями 11 является ситом с размером ячеек, обеспечивающим просеивание мелкодисперсного теплоизоляционного порошка с размером зерен до 0,5 мм. После нанесения покрытия на форму желоб 5 приводом k возвращается в исходное положение, а форма 15 поступает на следующую позицию для выполнения дальнейших операций. Таким образом, благодаря наличию фасонной многосекционной емкости, каждая секция которой рассчитана на строго расчетное количество огнеупорного теплоизоляционного материала и просеивания его обеспечивается получение фасонного покрытия на внутренней поверхности литейной формы с ровной поверхностью и заданной толщиной слоя с профилем наружной поверхности отливки. При заливке подготовленных литейных форм металлом достигается получение фасонных otливок в неразъемных формах, а также минимальные припуски на механическую обработку. Это обеспечивает экономию металла и увеличивает выход годного на 5-8. Внедрение предлагаемого устройства для нанесения фасонного покрытия при производстве отливок гильз цилиндров, например, к двигателям , СМД-Н даст возможность на каждой отливке Экономить 0,6-1 кг металла, что только по объединению Киевтрактородеталь с годовой программой 5 млн. деталей по предварительным расчетам обеспечит экономическую эффективность 00 тыс. руб. в год. формула изобретения Устройство для нанесения покрытия на внутреннюю поверхность формы центробежного литья, содержащее бункер для материала покрытия с течкой, консольный желоб, тележку с приводом возвратно- поступательного перемещения, несущую желоб, и направляющие ролики, отличающееся тем, что, с целью нанесения профилированного футеровочного покрытия в форме, желоб снабжен перемычками, разделяющими его на отдельные секции с объемами, соответствующими расчетным количествам материала покрытия по длине желоба, вибратором и профилированной планкой , размещенной в дне желоба, на котором установлен вибратор. Источники информации, принятые во внимание при экспертизе . 17902 1.Авторскоесвидетельство СССР № 381|69, кл. В 22 D 13/10, 1971. 2.Авторское свидетельство СССР № 520182, кл. В 22 D 13/10, 1975 (прототип).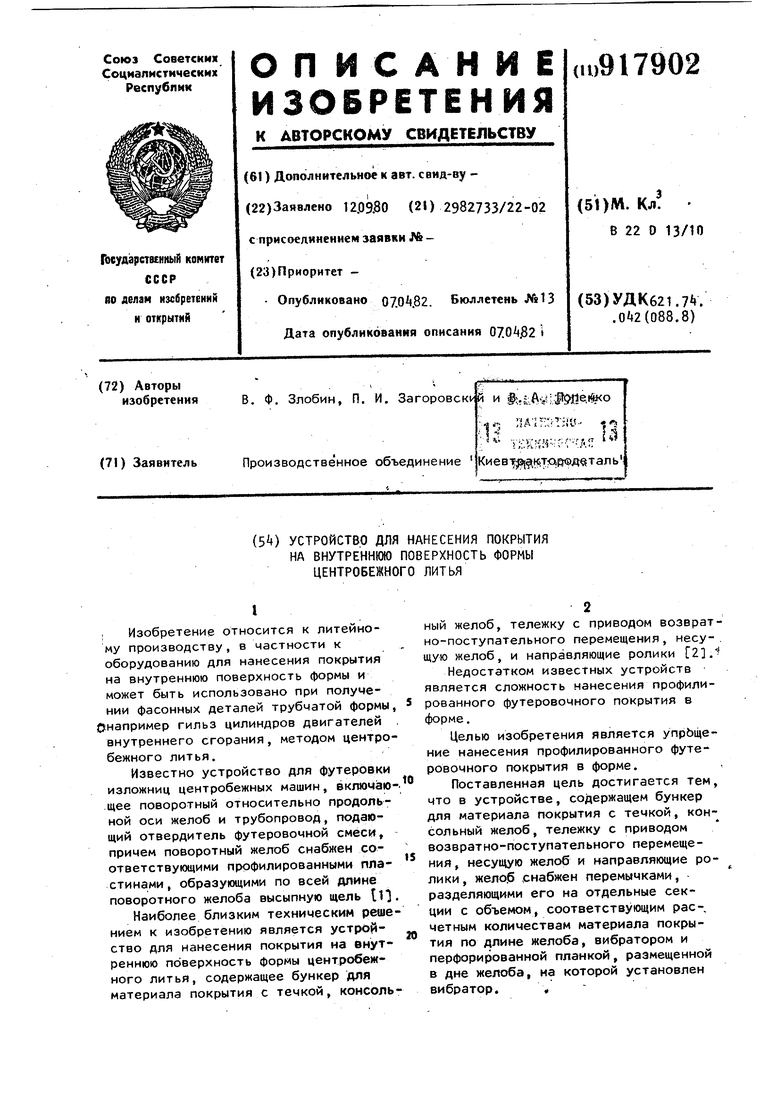
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футеровки изложниц для центробежного литья | 1981 |
|
SU980944A1 |
| Установка для обслуживания центробежных машин | 1975 |
|
SU548365A1 |
| Устройство для нанесения покрытий на внутреннюю поверхность изложницы центробежной машины | 1976 |
|
SU655471A1 |
| Способ футеровки центробежной литейной формы | 1977 |
|
SU624707A1 |
| ЗАЛИВОЧНОЕ УСТРОЙСТВО ЦЕНТРОБЕЖНЫХ МАШИН | 1972 |
|
SU415086A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Установка для центробежного литьяТРубНыХ издЕлий | 1978 |
|
SU841573A3 |
| Устройство для нанесения покрытия изложницы центробежной машины | 1981 |
|
SU973227A1 |
| Способ центробежного литья | 1978 |
|
SU703006A3 |
| Устройство для нанесения покрытия на внутреннюю поверхность изложницы центробежной машины | 1974 |
|
SU464377A1 |
г
Фи1,1
Ш
Литейнал форма
ffoffpttimbe ФигЛ
