(54) СПОСОБ ФУТЕРОВКИ ИЗЛОЖНИЦ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
1
Изобретение относится к литейному производству, в частности к технологии центробежного литья, и может быть использовано ири получении профильных деталей трубчатой формы в изложницах с сыпучим теплоизолирующим покрытием разового использования.
Известен способ нанесения покрытия переменной толщины слоя по длине вращающейся изложницы при помощи щелевого конического дозировочного желоба, заполняемого материалом покрытия с максимальны.м расходом в начале желоба, до минимума - в конце желоба 1.
При таком способе нанесения теплоизолирующего покрытия на внутреннюю поверхность изложницы из поворачивающегося щелевого конического дозировочного желоба поверхность покрытия получается неровной, волнистой из-за того, что при нанесении покрытия во вращающуюся изложницу материал высыпается сразу весь из щели при его поворачивании на 180°.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ футеровки изложниц для центробежного литья путем регулировки пОдачи футеровочным желобом необходимого количества смеси по длине изложницы в зависимости от конфигурации отливки с одновременным опрыскиванием с.меси связующим 2 .
Недостатком указанного способа является то, что не обеспечивается равномерность подачи во вращающуюся изложницу теплоизолирующего покрытия из щели желоба, в результате чего поверхность покрытия получается неровной (волнистая и бугристая,
10 особенно в зоне с толщиной покрытия, превыщающей 1-2 мм) с участками, свободными от покрытия или недостаточной толщины его, что приводит к образованию отбеленной поверхности на отливках.
Кроме того, применение опрыскивания
15 жидким связующим поверхности покрытия изложницы усложняет технологический процесс.
Цель изобретения - получение ровной конусной поверхности покрытия по длине
20 изложницы.
Цель достигается тем, что согласно способу футеровки изложниц для центробежного литья путем подачи теплоизолирующего покрытия в изложницу консольным футеровочным желобом с отверстиями в дне на консольный футеровочный желоб с теплоизолирующим покрытием накладывают вертикальные колебания с амплитудой, прямо пропорциональной величине конусности покрытия изложницы, и подачу теплоизолирующего покрытия из него осуществляют через рещетчатое дно желоба.
В результате взаимодействия вращательного движения изложницы и равномерного просеивания покрытия с переменной подачей по длине изложницы обеспечивается ровная конусная поверхность теплоизолирующего материала.
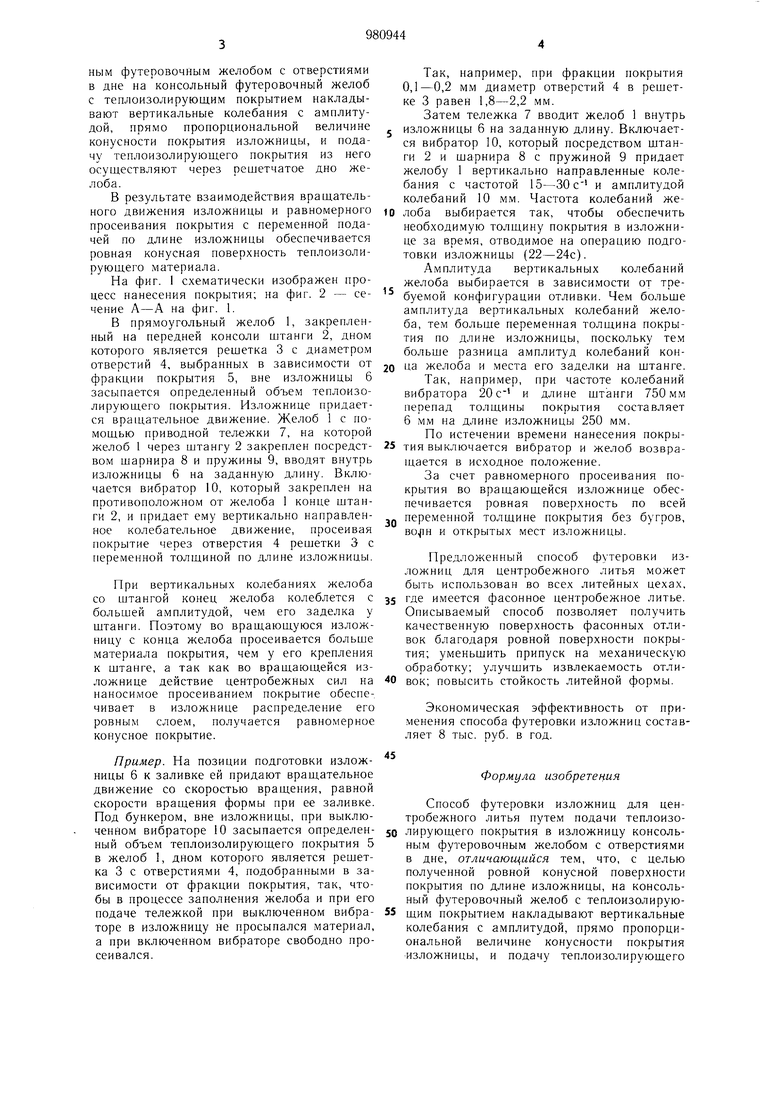
На фиг. 1 схематически изображен процесс нанесения покрытия; на фиг. 2 - сечение А-А на фиг. 1.
В прямоугольный желоб 1, закрепленный на передней консоли штанги 2, дном которого является решетка 3 с диаметром отверстий 4, выбранных в зависимости от фракции покрытия 5, вне изложницы 6 засыпается определенный объем теплоизолирующего покрытия. Изложнице придается вращательное движение. Желоб 1 с помощью приводной тележки 7, на которой желоб 1 через штангу 2 закреплен посредством шарнира 8 и пружины 9, вводят внутрь изложницы 6 на заданную длину. Включается вибратор 10, который закреплен на противоположном от желоба 1 конце штанги 2, и придает е.му вертикально направленное колебательное движение, просеивая юкрытие через отверстия 4 решетки 3 с переменной толщиной по длине изложницы.
При вертикальных колебаниях желоба со штангой конец желоба колеблется с большей амплитудой, чем его заделка у штанги. Поэтому во вращающуюся изложницу с конца желоба просеивается больше материала покрытия, чем у его крепления к штанге, а так как во врашающ,ейся изложнице действие центробежных сил на наносимое просеиванием покрытие обеспечивает в изложнице распределение его ровным слоем, получается равномерное конусное покрытие.
Пример. На позиции подготовки изложницы 6 к заливке ей придают вращательное движение со скоростью вращения, равной скорости вращения формы при ее заливке. Под бункером, вне изложницы, при выключенном вибраторе 10 засыпается определенный объем теплоизолирующего покрытия 5 в желоб I, дном которого является рещетка 3 с отверстиями 4, подобранными в зависимости от фракции покрытия, так, чтобы в процессе заполнения желоба и при его подаче тележкой при выключенном вибраторе в изложницу не просыпался материал, а при включенном вибраторе свободно просеивался.
Так, например, при фракции покрытия 0,1-0,2 мм диаметр отверстий 4 в решетке 3 равен 1,8-2,2 мм.
Затем тележка 7 вводит желоб 1 внутрь изложницы 6 на заданную длину. Включается вибратор 10, который посредством штанги 2 и шарнира 8 с пружиной 9 придает желобу 1 вертикально направленные колебания с частотой 15-30с и амплитудой колебаний 10 мм. Частота колебаний желоба выбирается так, чтобы обеспечить необходимую толщину покрытия в изложнице за время, отводимое на операцию подготовки изложницы (22-24с).
Амплитуда вертикальных колебаний желоба выбирается в зависимости от требуемой конфигурации отливки. Чем больще амплитуда вертикальных колебаний желоба, тем больше переменная толщина покрытия по длине изложницы, поскольку тем больше разница амплитуд колебаний конца желоба и места его заделки на щтанге.
Так, например, при частоте колебаний вибратора 20 и длине щтанги 750мм перепад толщины покрытия составляет 6 мм на длине изложницы 250 мм.
По истечении времени нанесения покрытия выключается вибратор и желоб возврапхается в исходное положение.
За счет равномерного просеивания покрытия во вращающейся изложнице обеспечивается ровная поверхность по всей переменной толщине покрытия без бугров, BOfH и открытых мест изложницы.
Предложенный способ футеровки изложниц для центробежного литья может быть использован во всех литейных цехах,
где имеется фасонное центробежное литье. Описывае.мый способ позволяет получить качественную поверхность фасонных отливок благодаря ровной поверхности покрытия; уменьщить припуск на механическую обработку; улучшить извлекаемость отливок; повысить стойкость литейной формы.
Экономическая эффективность от применения способа футеровки изложниц составляет 8 тыс. руб. в год.
Формула изобретения
Способ футеровки изложниц для центробежного литья путем подачи теплоизолируюшего покрытия в изложницу консольным футеровочным желобом с отверстиями в дне, отличающийся тем, что, с целью полученной ровной конусной поверхности покрытия по длине изложницы, на консольный футеровочный желоб с теплоизолирующим покрытием накладывают вертикальные колебания с амплитудой, прямо пропорциональной величине конусности покрытия изложницы, и подачу теплоизолирующего
покрытия осуществляют через решетчатое дно желоба.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 520182, кл. В 22 D 13/10, 1976.
2.Авторское свидетельство СССР ,N9 379476, кл. В 22 D 13/10, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на внутреннюю поверхность формы центробежного литья | 1980 |
|
SU917902A1 |
| Устройство для футеровки изложниц центробежных машин | 1982 |
|
SU1060301A1 |
| СПОСОБ ФУТЕРОВКИ ИЗЛОЖНИЦ | 1971 |
|
SU304054A1 |
| Устройство для футеровки изложниц центробежных машин | 1979 |
|
SU770651A1 |
| СПОСОБ ФУТЕРОВКИ ИЗЛОЖНИЦ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1972 |
|
SU349476A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Способ центробежного литья | 1978 |
|
SU703006A3 |
| Способ футерования металлических труб (его вариант) | 1980 |
|
SU908498A1 |
| Устройство для нанесения покрытий на внутреннюю поверхность изложницы центробежной машины | 1976 |
|
SU655471A1 |
| Устройство для изготовления наливной футеровки литейной формы | 1987 |
|
SU1470449A1 |
1
Фиг.1
7
/I-/1
/
hi.2
