(54) РЕЗЦОВАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентрово-токарной обработки | 1979 |
|
SU917916A1 |
| Устройство для бесцентрово-токарной обработки | 1980 |
|
SU1048635A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1973 |
|
SU374795A1 |
| Устройство для бесцентрово-токарной обработки | 1979 |
|
SU917917A1 |
| Устройство для бесцентрово-токарной обработки | 1979 |
|
SU1040698A1 |
| Устройство для бесцентрово-токарной обработки | 1979 |
|
SU971578A2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК | 1967 |
|
SU206277A1 |
Изобретение относится к области машиностроения и может быть исполь зовано в станкостроении, в частности в бесцентровотокарных станках с быстровращающимися шпинделями.
Известна резцовая головка бесцентрово-токарного станка, содержащая полый вал на подшипниковых опорах внутри которого смонтирован полый стержень с поддерживающими заготовку роликами, консольно закрепленный в корпусе станка и резцы .
Предложено устройство, отличающееся от известного тем, что, с целью .повышения точности и чистоты обработки., полый вал через подшипниковые опоры, размещенные внутри него установлен на полый стержень.
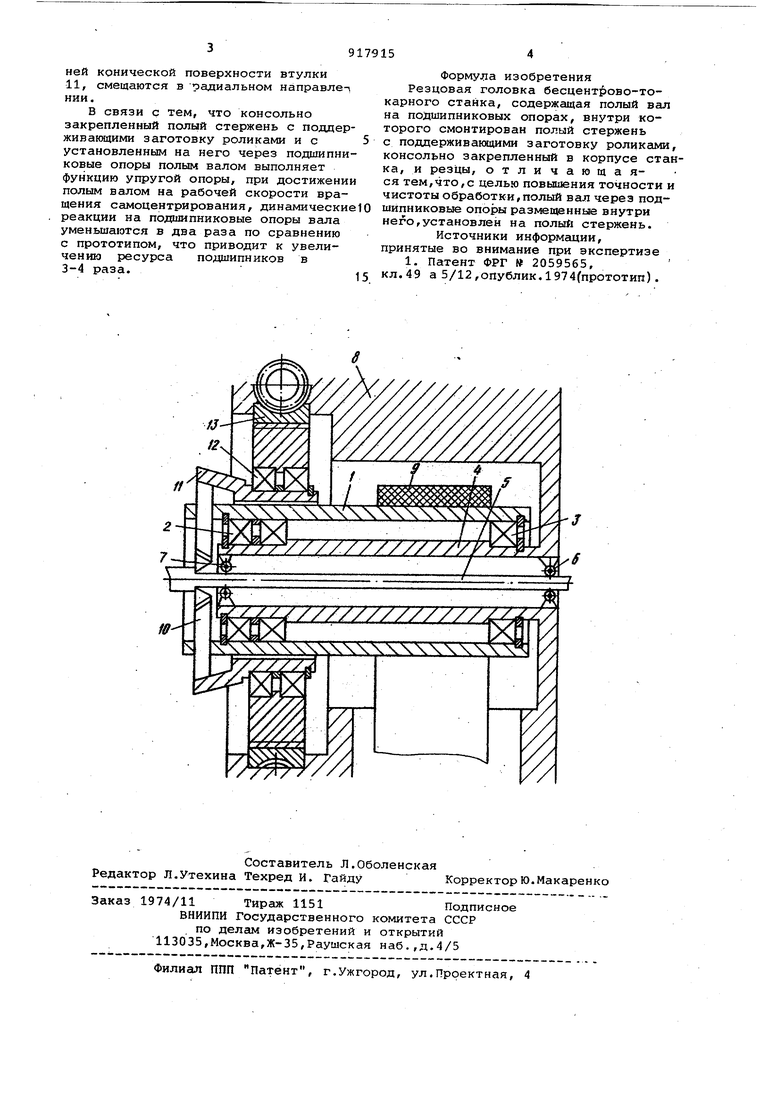
На чертеже изображена резцовая . головка безцентрово-токарного стайка, продольный разрез..
Резцовая головка, содержащая полый вал 1, установленный через подшипниковые опоры 2,3, размещенные внутри него, на полый стержень 4 с ггоддерживагацими заготовку 5 роликами 6,7, консольно закрепленный в корпусе станка 8, приводится во вращение плоским ремнем 9. На торцовой, поверхности передней консольной
части вала 1 с возможностью радиального перемещения установлены резцы 10, сопрягаемые с внутренней конической поверхностью регулируемой
втулки 11, которая с ВОЗМОЖНОСТ }
относительного осевого перемещения установлена на валу 1 так/что не вращается относительно этого вала. Втулка 11 через подшипниковый узел 12
to соединяется с устройством 13 осевого перемещения регулируемой втулки, смонтированным в корпусе станка. При работе станка вал 1 на рабочей скорости вращения достигает самоцентрирования. При этом система: вал 1, резцы 10, втулка 11, узел 12, устройство 13 , опоры 2, 3, стержень 4 с поддерживающими, заготовку 6 роликами 6,7 и заготовка 5 при возможных
20 колебаниях перемещается в радиальных направлениях как единое иелое,и относительное ргщиальное перемещение между резцами 10 и заготовкой 5 от-сутствует. При частичном износе
25 резцов 10 устройство 13 действуя, через узел 12на втулку 11 с внутренней конической поверхностью, вращающуюся синхронно с полым валом, смещает ее в осевом направлении. При
30 этом резцы 10, скользя по внутренней конической поверхности втулки 11, смещаются в радиальном направле В связи с тем, что консольно закрепленный полый стержень с поддер живающими заготовку роликами и с установленным на него через подшипни ковые опоры полым валом выполняет функцию упругой опоры, при достижени полым валом на рабочей скорости вращения самоцентрирования, динамически реакции на подшипниковые опоры вала уменьшаются в два раза по сравнению с прототипом, что приводит к увеличению ресурса подшипников в 3-4 раза.
/J
// Формула изобретения Резцовая головка бесцент ово-токарного станка, содержащая полый вал на подшипниковых опорах, внутри которого смонтирован полый стержень с поддерживающими заготовку роликами, консольно закрепленный в корпусе станка, и резцы, отличающаяся тем,что,с целью повышения точности и чистоты обработки, полый вал через подшипниковые опоры размещенные внутри него,установлен на стержень. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ 2059565, КЛ.49 а 5/12,опублик.1974(прототип).
