Изобретение относится к технологической оснастке и может быть использовано для закрепления деталей с цилиндрическими посадочными поверхностями в процессе механической обработки.
Известна разжимная оправка, которая отличается простотой изготовления при расширенных функциональных возможностях и высоком качестве центрирования.
HefloeWrkoti bn pagKn является ее малф чувств елььгбсть к рабочему давлению, то ёсть оправка отличается повышенной жесткостью, и для ее срабатывания требуется более высокое рабочее давление, Повышенная жесткость оправки обусловлена тем, что выпячивание под нагрузкой более тонкой части стенки оправки, увенчанной узкой перемычкой, затрудняется из-за монолитности перемычки: сплошная винтообразная перемычка как бандаж охватывает тонкую часть стенки и препятствует ее выпячиванию.
Цель изобретения - улучшение эксплуатационных возможностей.
Эта цель достигается тем, что на узкую винтообразную перемычку, образованную винтовыми канавками, нанесены поперечные пазы, равноглубокие канавкам.
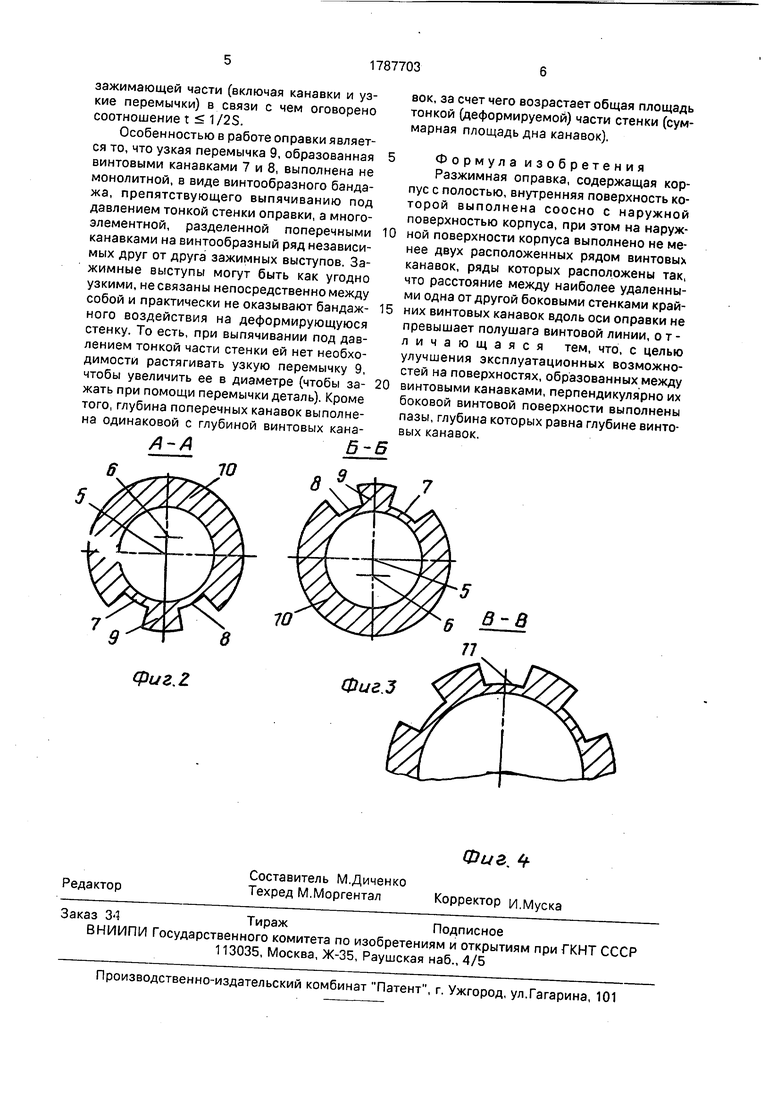
На фиг.1 изображена оправка, общий вид; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Разжимная оправка содержит хвостовик 1 и центрирующий зажимной корпус 2, в котором выполнена полость 3, заполнен- ная маслом и связанная капилляром 4 с источником давления (на чертеже не показан). В поперечном сечении корпуса 2 центр 5 полости 3 и центр 6 тяжести не совпадают между собой, то есть взаимно смещены, причем, в каждом последующем сечении направление смещения отличается от предыдущего, а геометрическим местом линий, соединяющих в сечениях центр 5 полости и центр б тяжести при бесконечно большом количестве сечений является винтовая поверхность, проходящая через ось стержня. Взаимное смещение центров полости и тяжести вызвано разностенностыо профиля поперечного сечения корпуса 2. Внутрен- няя полость 3 выполнена прямоосной, а смещение центров полости и тяжести и, следовательно, разностенность образованы за счет нарезки на наружной поверхности оправки двух соседствующих друг с другом винтовых канавок 7 и 8, образующих внутри между собой узкую винтообразную перемычку 9, а снаружи - более широкую винтообразную перемычку 10, Минимальное количество канавок -две, так как в противном случае не может быть образована внутренняя перемычка 9. Форма профиля канавок не имеет существенного значения. Расстояние между наиболее удаленными друг от друга элементами рядом лежащих канавок (на фиг.1 - размер т.), взятое вдоль оси корпуса 2, не превышает половины шага винтовой нарезки (на фиг.1 - размер S),
Особенностью конструкции разжимной оправки является то, что (см. фиг,1 и фиг.4) на узкой винтообразной перемычке 9, образованную винтовыми канавками 7 и 8 перпендикулярно их боковой поверхности выполнены пазы 11, равноглубокие канавкам 7.и 8.
Работает устройство следующим образом.
Под воздействием давления внутренней среды в центрирующем зажимном корпусе 2 возникают изгибающие поперечные усилия, являющиеся следствием взаимного поперечного смещения центров 6 тяжести и центров 5 полости 3 поперечных сечений, направленные вдоль линий, соединяющих в сечениях центры тяжести и полости. Но так как геометрическим местом этих линий является винтовая поверхность, изгибающие усилия распределятся вдоль корпуса 2 по винтовой линии. Центры кривизны изгибов корпуса 2 от этих усилий находятся на противоположных относительно утонченной части стенки стороне сечения, то есть направление их расположения совпадает с направлением смещения центра тяжести сечения, в связи с чем под нагрузкой произойдет выпячивание более тонкой стенки оправки, увенчанной узкой перемычкой 9, и осуществится зажим детали по винтовой поверхности, описанной этой перемычкой.
В данном, устройстве функции центрирования и зажима разделены. Центрирование осуществляется более широкой винтообразной перемычкой 10, а зажим - более узкой - 9. Разделение функций позволяет при необходимости влиять на каждую из них. Например, при необходимости подчеркнуть функцию центрирования, перемычку 10 расширяют за счет сужения перемычки 9 (или канавок 7 и 8), и, наоборот, при необходимости улучшения функции зажима, скажем, для увеличения усилия зажима при меньшем внутреннем давлении, производят обратную операцию. Но при этом расширяют не саму перемычку 9, а - канавки 7 и 8, или увеличивают их количество.
Учитывая повышенные требования к качеству центрирования,предъявляемые к оправке данного типа, ширина центрирующей перемычки не должна быть меньше ширины
зажимающей части (включая канавки и узкие перемычки) в связи с чем оговорено соотношение t 1/2S.
Особенностью в работе оправки является то, что узкая перемычка 9, образованная винтовыми канавками 7 и 8, выполнена не монолитной, в виде винтообразного бандажа, препятствующего выпячиванию под давлением тонкой стенки оправки, а многоэлементной, разделенной поперечными канавками на винтообразный ряд независимых друг от друга зажимных выступов. Зажимные выступы могут быть как угодно узкими, не связаны непосредственно между собой и практически не оказывают бандажного воздействия на деформирующуюся стенку. То есть, при выпячивании под давлением тонкой части стенки ей нет необходимости растягивать узкую перемычку 9, чтобы увеличить ее в диаметре (чтобы зажать при помощи перемычки деталь). Кроме того, глубина поперечных канавок выполнена одинаковой с глубиной винтовых канаА-А
вок, за счет чего возрастает общая площадь тонкой (деформируемой) части стенки (суммарная площадь дна канавок),
Ф о р м у л а и з о б р ете н и я
Разжимная оправка, содержащая корпус с полостью, внутренняя поверхность которой выполнена соосно с наружной поверхностью корпуса, при этом на наружной поверхности корпуса выполнено не менее двух расположенных рядом винтовых канавок, ряды которых расположены так, что расстояние между наиболее удаленными одна от другой боковыми стенками крайних винтовых канавок вдоль оси оправки не превышает полушага винтовой линии, отличающаяся тем, что, с целью улучшения эксплуатационных возможностей на поверхностях, образованных между
винтовыми канавками, перпендикулярно их боковой винтовой поверхности выполнены пазы, глубина которых равна глубине винтовых канавок.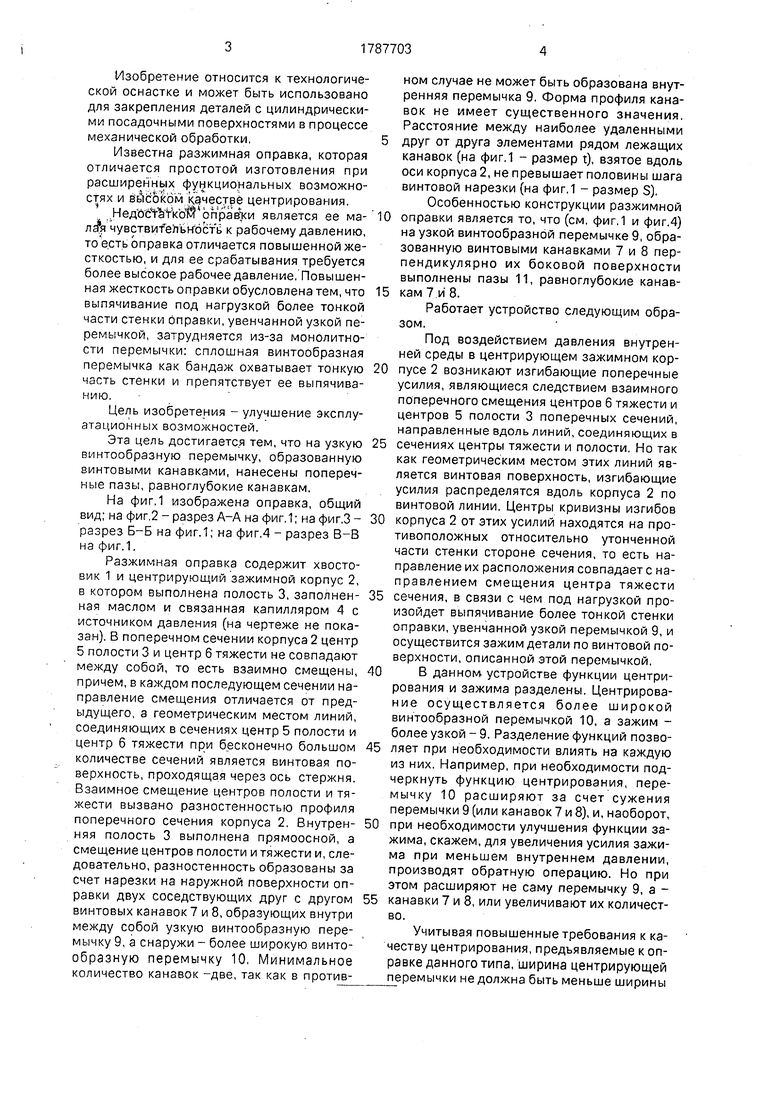
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1989 |
|
SU1627339A1 |
| Кондуктор для совместного сверления | 1990 |
|
SU1804959A1 |
| Кондуктор для сверления отверстий | 1990 |
|
SU1812002A1 |
| Разжимная оправка | 1983 |
|
SU1135563A2 |
| Разжимная оправка | 1990 |
|
SU1773578A1 |
| Разжимная оправка | 1988 |
|
SU1516248A1 |
| Разжимная оправка | 1984 |
|
SU1171225A2 |
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Разжимная оправка | 1982 |
|
SU1046035A2 |
| СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ДИСПЕРСНЫХ ЧАСТИЦ ОТ ГАЗА | 2012 |
|
RU2521027C1 |
Использование: в станкостроении, в частности для закрепления деталей с цилиндрическими посадочными поверхностями при механической обработке. Сущность изобретения: в корпусе 2 оправки соосно его наружной поверхности выполнена полость 3. На наружной поверхности корпуса 2 выполнено не менее двух соседствующих друг с другом винтовых канавок 7 и 8, образующих внутри между собой узкую винтовую перемычку 9, а снаружи - более широкую винтообразную перемычку 10. Расстояние между наиболее удаленными друг от друга элементами рядом лежащих канавок, взятое вдоль оси корпуса 2, не превышает полушага винтовой нарезки. На узкой винтовой перемычке 9 перпендикулярно боковой винтовой поверхности канавок 7 и 8 выполнены пазы 11, глубина которых равна глубине винтовых канавок 7 и 8. После установки детали на оправке в полость 3 подают под давлением рабочую среду, в связи с чем происходит вытягивание более тонкой стенки оправки с узкой перемычкой 9 и соответственно зажим детали. 4 ил. со с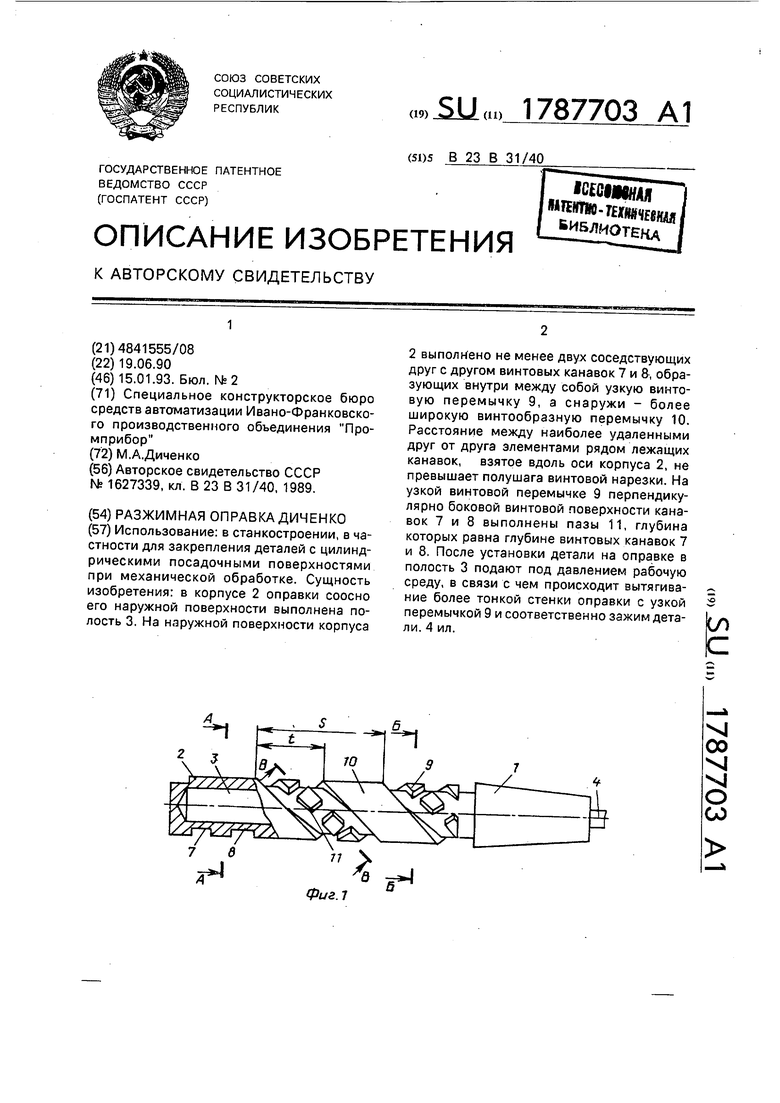
Редактор
Составитель М.Диченко Техред М.Моргентал
Фиг. tКорректор и.Муска
| Разжимная оправка | 1989 |
|
SU1627339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
