(54) ДВУХЯЕЗВИЙНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2462351C1 |
| СБОРНАЯ ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2567517C1 |
| СБОРНАЯ ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2574747C1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| Зуборезная острозаточенная головка | 1983 |
|
SU1154063A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| КОРОНКА БУРИЛЬНАЯ | 2006 |
|
RU2338865C2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство для замены граней пластины резца | 1991 |
|
SU1804953A1 |
Изобретение относится к метапло , обработке в частности к инструментам для зубообработки изделий с эвопьвентным профилем, и может быть ИС пользовано для окончательной обработки и при ремонтно-восстановительных работах.
Известен двухлезвийный инструмент с прямрлинейнымй режущими кромками для чистовой обработки цилиндрических зубчатых колес, содержащий корпус с двумя сменными резцами, опирающимися плоскими гранями задних прв рхностей части на расположенные под заданными углами к торцу инструмента базовые плоскости, и цилиндрические клинья для зажима резцов,установленные с возможностью повЬрбтд осевого перемещения в отверстиях корпуса и по резьбовым поверхностям шага центрально в них установленных дифференциальных винтов,ввинченных резьбовыми участками увеличенного шага в резьбовые отверстия корпуса LlJ.
Недостатки этого инструмента низкая точность обработки вследствие влияния переточек резца по передним поверхностям на профиль зубьев, а также отсутствие возможности обработки колес с различной толщиной зубьев и корректировки угла наклона режущих кромок к торцовойплоскости,направленной на компенсацию деформаций cиcтe лы СПИД под воздействием усилий
to задания, значительно увеличенных при обработке закаленных зубчатых колес.
Цель изобретения - повьииение стабильности-точности обработки зубчатых колес и расширение техногических
«5 возможностей инструмента.
Поставленная цель достигается тем, что инструмент снабжен дополнительными опорными элементами, контактирующими с передними плоскостя 1 рез-,
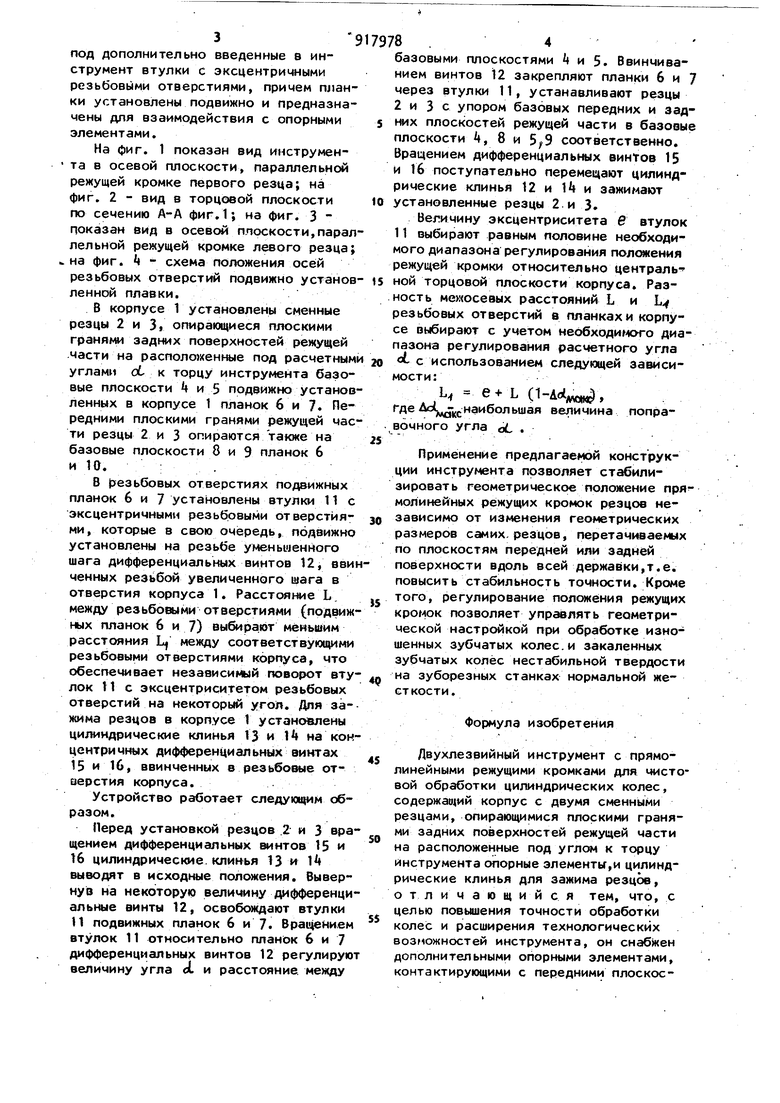
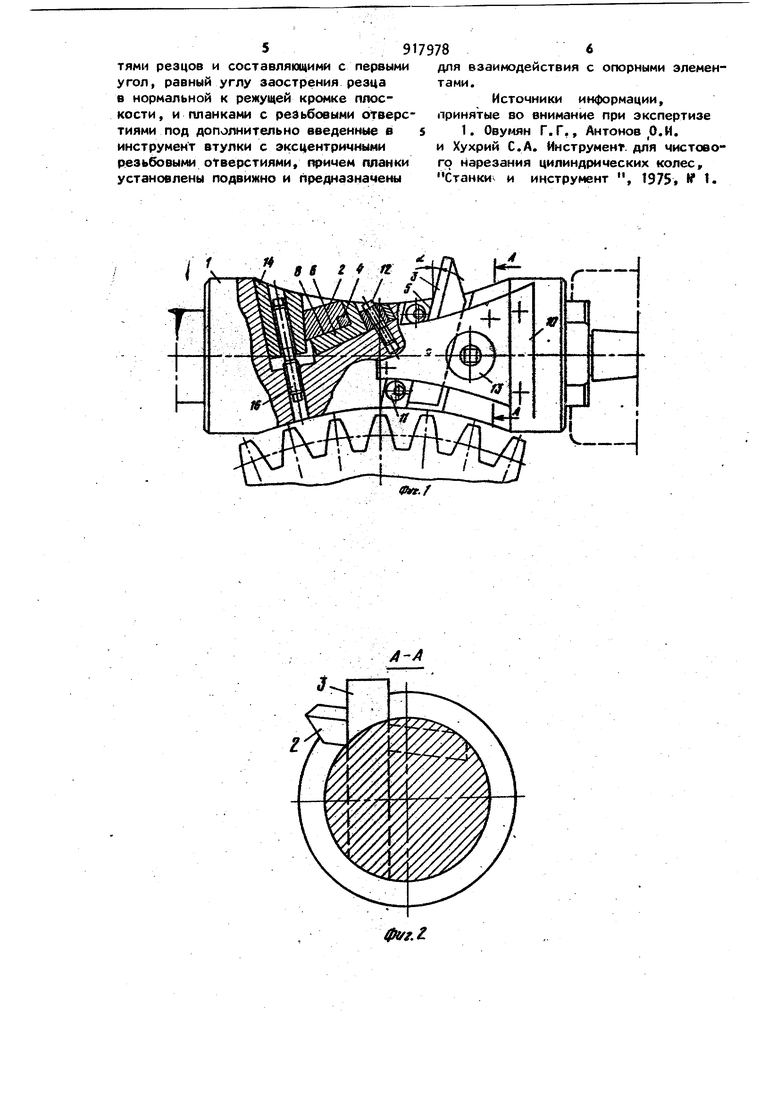
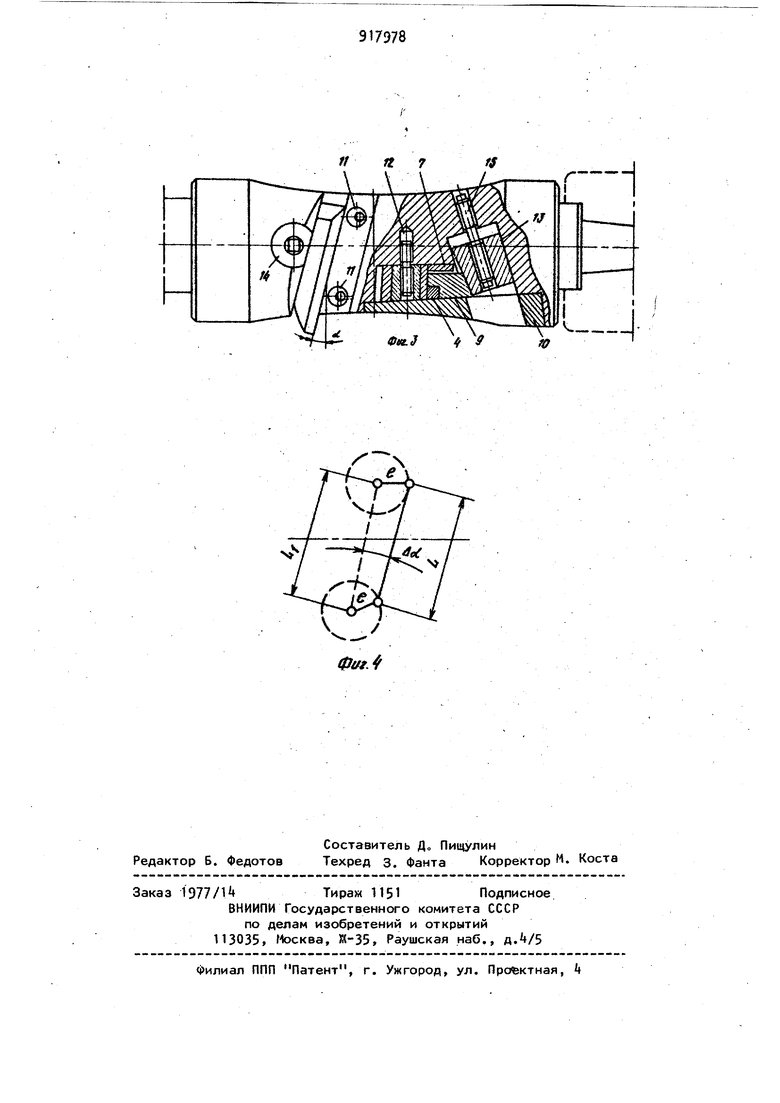
20 цов и составляющими с первыми угол, равный углу заострения резца в нормальной к режущей кромке плоскости, и планками с резьбовыми отверстиями под дополнительно введенные в инструмент втулки с эксцентричными резьбовыми отверстиями, причем планки установлены подвижно и предназначены для взаимодействия с опорными элементами. На фиг. 1 показан вид инструмента в осевой плоскости, параллельной режущей кромке первого резца; на фиг. 2 - вид в торцовой плоскости по сечению А-А фиг.1; на фиг. 3 показан вид в осевой плоскости,парал лельной режущей кромке левого резца; .на фиг. - схема положения осей резьбовых отверстий подвижно установ ленной плавки. В корпусе 1 установлены сменные резцы 2 и 3t опирающиеся плоскими гранями задних поверхностей ремущей .части на располо)хенные под расчетным углами oL к торцу инструмента базовые плоскости и 5 подвижно установ ленных в корпусе 1 планок 6 и 7. Передними плоскими гранями режущей час ти резцы 2 и 3 опираются также на базовые плоскости 8 и 9 планок 6 и 10. ; В резьбовых отверстиях подвижных планок 6 и 7 установлены втулки 11 с эксцентричными резьбовыми отверстиями, которые в свою очередь, подвижно установлены на резьбе уменьшенного шага дифференциальных винтов 12, вви ченных резьбой увеличенного шага в отверстия корпуса 1. Расстояние L. между резьбовыми отверстиями (подвиж ных планок 6 и 7) выбирают меньшим расстояния Ц между соответствую(цими резьбовыми отверстиями корпуса, что обеспечивает независимый поворот вту лок П с эксцентриситетом резьбовых отверстий на некоторый угол. Для зажима резцов в корпусе 1 установлены цилиндрические клинья 13 и 14 на кон центричных дифференциальных винтах 15и 16, ввинченных в резьбовые отверстия корпуса. Уcтpoйctвo работает следующим образом. Перед установкой резцов .2 и 3 вра щением дифференциальных винтов 15 и 16цилиндрические, клинья 13 и 1 выводят в исходные положения. Вывернув на некоторук) величину дифференци альные винты 12, освобождают втулки 11 подвижных планок 6 и 7. Враи ением втулок 11 относительно планок 6 и 7 дифференциальных винтов 12 регулирую величину угла oL и расстояние, между азовыми плоскостями 4 и 5. Ввинчиваием винтов 12 закрепляют планки 6 и 7 ерез втулки 11, устанавливают резцы и 3 с упором базовых передних и задих плоскостей режущей части в базовые лоскости А, 8 и 5;9 соответственно. ращением дифференциальных винтов 15 16 поступательно перемещают цилиндические клинья 12 и 14 и зажимают становленные резцы 2 и 3. Величину эксцентриситета в втулок 11 выбирают равным половине необходиого диапазона регулирования полсхиения ежущей кромки относительно центральой торцовой плоскости корпуса. Разость межосевых расстояний L и L езьбовых отверстий в планках и корпуе выбирают с учетом неббходт го диаазона регулирования расчетного угла ot с использованием следующей зависиости:. Ц е-ь L (l-Aol wjwp, где ,наибольшая величина поправочного угла oL . Применение предлагаемой конструкции инструмента позволяет стабилизировать геометрическое положение прямолинейных режущих кромок резцов независимо от изменения геометрических размеров самих, резцов, перетачиваемых по плоскостям передней или задней поверхности вдоль всей державки,т.е. повысить стабильность точности. Кроме того, регулирование полснкёния режущих кромок позволяет управлять геометрической настройкой при обработке изношенных зубчатых колес.и закаленных зубчатых колёс нестабильной твердости на зуборезных станках нормальной жесткости. Формула изобретения Двухлезвийный инструмент с прямолинейными режущими кромками для чистовой обработки цилиндрических колес, содержащий корпус с двумя сменными резцами, опирающимися плоскими гранями задних поверхностей режущей части на расположенные под углом к торцу инструмента опорные элементы,и цилиндрические клинья для зажима резцов, отличающийся тем, что, с целью повьоиения точности обработки колес и расширения технологических возиожностей инструмента, он снабжен дополнительными опорными элементами, контактирующими с передними плоское59179786
тями резцов и составляющими с первымидля взаимодействия с опорными элеменугол, равный углу заострения резцатами.
в нормальной к режущей кромке плос- Источники информации,
кости, и планками с резьбовыми отверс-принятые во внимание при экспертизе тиями под дополнительно введенные в s 1. Овумян Г.Г., Антонов О,И.
инструмент втулки с эксцентричнымии Хухрий С.А. Инструмент, для чистоворезьбовыми отверстиями, причем планкиго Нарезания цилиндрических колес,
установлены подвижно и предназначены Станки и инструмент , 1975 N 1. / It 7
