Изобретение относится к металлообработке, в частности к инструменту для зубообрабатьгоающих станков.
Известна конструкция зуборезной резцовой головки 1 .
Недостатками этой конструкции являются низкая точность относительной установки резцов по высоте и большая трудоемкость регулировок, поскольку для этого необходимо измерение вьшета каждого резца и изготовление упора соответствующего размера.
Известна конструкция зуборезной острозаточенной головки для нарезаНИН конических колес с круговв.)1И зубьями, В:корпусе которой закреплены резцы с возможностью регулировки в радиальном направлении посредством перемещаемых клиньев и в осевом направлении посредством упоров, выполненных в виде ввернутых в резьбовые отверстия корпуса винтов 2J ,
Недостатком известной конструкции является малая жесткость закрепления резцов в осевом направлении (поскольку упор резца осуществляется в резьбовое соединение винта и корпуса), создающая в состоянии натяга или зазора различные условия перемещений упорного винта и нестабильность закрепления р езцов в головке. Недостаточная точность установки резцов также ограничивает применение твердого сплава.
Цель изобретения - повышение стойкости инструмента путем повышения точности и жесткости установки резцов Вкорпусе.
Поставленная цель достигается тем, что в зуборезной острозаточенной головке для нарезания:конических колес с круговыми зубьями, в корпусе которой закреплены резцы с возможностью регулировки в радиальном направлении посредством перемещаемых клиньев и в осевом направлении посредством упоров, последние выполнены в виде резьбовых втулок, установленных в наклонных к торцовой опорной поверхности корпуса резьбовых отверстиях резцов и имеюпщх на конце, обращенном к опорной поверхности корпуса, скос, пapaллeJIЬнь й этой поверхности и перемещаемых посредством винта с дифференциальной резьбой, выполненной на его стержне и головке причем, резьбой меньшего шага, выполненной на стержне он соединен с отверстием втулки, а головкой установлен в отверстий резца.
Кроме того, с целью обеспечения постоянства контура производящей поверхности инструмента при переточках резцов по передней поверхности, задний угол 0 J при вершине резца выполнен, исходя из соотношения . ,
.f,--. 7
V Ig ОС где oi - задний угол при вершине
резца; - задний угол на боковой
режущей кромке, измеренньй в плоскости вращения инструмента,
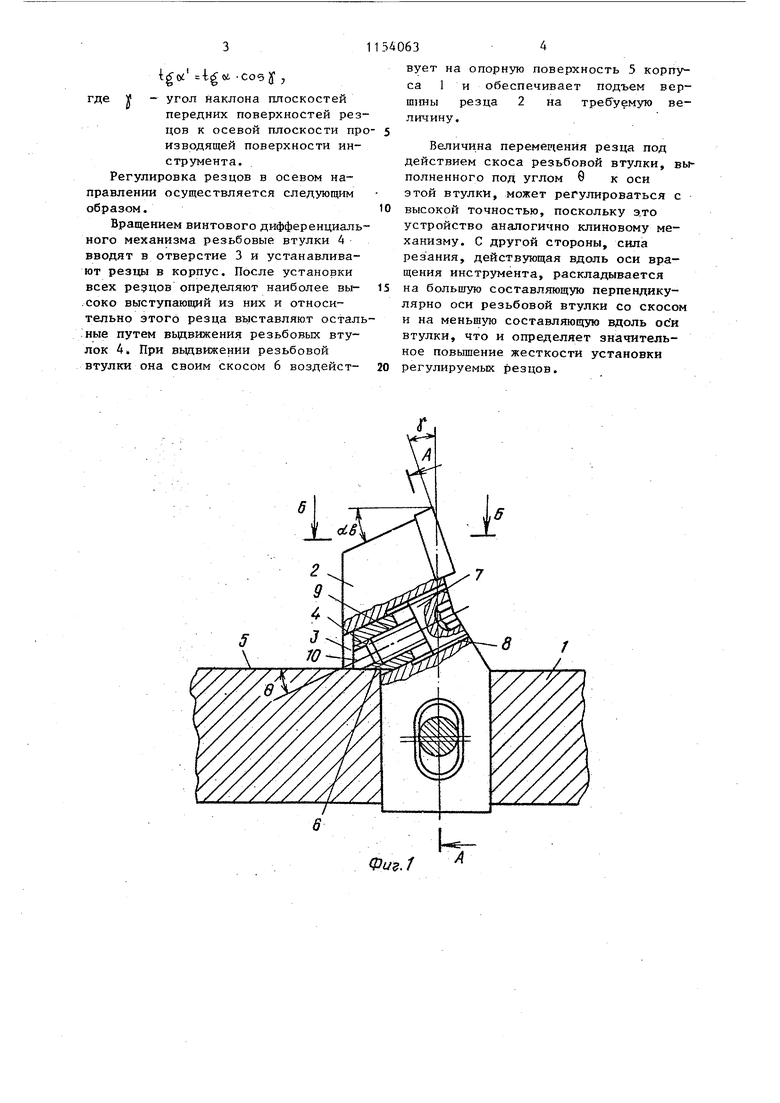
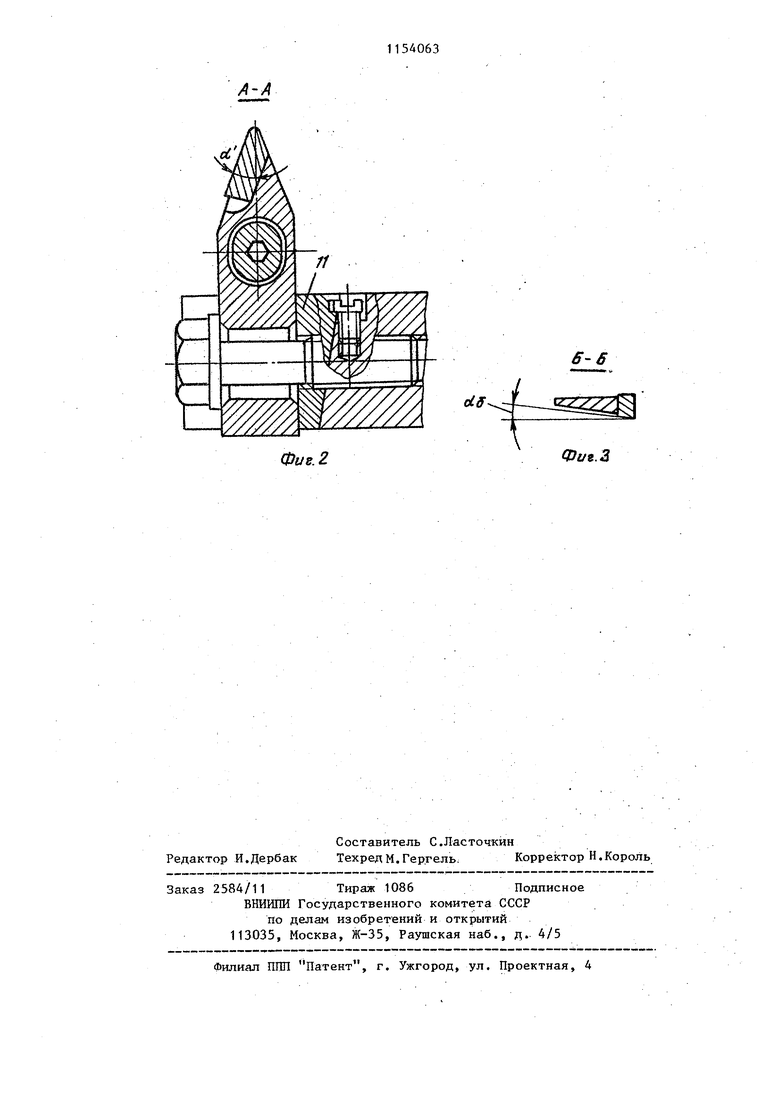
0 - угол профиля производяп eй поверхности инструмента. . На фиг.1 показан зуборезньм острозаточенньй резец, установленный в корпусе головки, вид сбоку; на фиг.2сечение А-А на фиг.1., на фиг.З сечение Б-Б на фиг.1.
В корпусе 1 головки установлены твердосплавные острозаточенные резцы 2, в наклонных (под углом О ) резьбовых отверстиях 3, в которых установлены резьбовые втулки 4, вьтолняющие роль упоров с параллельными опорной поверхности 5 корпуса 1 скосами 6 и обращенными к ней. Резьбовые втулки 4 соединены с резцами 2 посредством винтового дифференциального механизма 7. Резьба 8 большего шага, выполнена на одной части винта контактирующей наклонньми отверстиям 3 резцов 2, а резьба 9 меньшего шага выполненная на другой части винта, размещена в отверстиях 10 резьбовых втулок 4. В радиальном направлении резцы 2 регулируют посредством клиньев 11.
Для обеспечения воспроизводимости заданного исходного контура инструмента в резцах предпагаемой головки предусмотрена функциональная взаимосвязь величин задних углов при вер шине резца otg и на боковых режущих кромках «g выраженная зависимоетью
Цо
«где oi - угол профиля производящей
поверхности инструмента. Для изготовления резцов определяют угол . oi профиля резца в плоскости их передних поверхностей -tgei 005 3 , где If - угол наклона плоскостей передних поверхностей рез цов к осевой плоскости пр изводящей поверхности инструмента. Регулировка резцов в осевом направлении осуществляется следующим образом. Вращением винтового дифференциаль ного механизма резьбовые втулки 4 вводят в отверстие 3 и устанавливают резцы в корпус. После установки всех реэцов определяют наиболее вы.соко выступающий из них и относительно этого резца выставляют остал .ные путем вьщвижения резьбовых втулок 4 При вьивижении резьбовой втулки она своим скосом 6 воздействует на опорную поверхность 5 корпуса 1 и обеспечивает подъем вершины резца 2 на требуемую величину. Величина перемещения резца под действием скоса резьбовой втулки, выполненного под углом 0 к оси этой втулки, может регулироваться с высокой точностью, поскольку э.то устройство аналогично клиновому механизму. С другой стороны, сила резания, действующая вдоль оси вращения инструмента, раскладывается на большую составляющую перпендикулярно оси резьбовой втулки со скосом и на меньшую составляющую вдоль оси втулки, что и определяет значительное повьшение жесткости установки регулируемых резцов.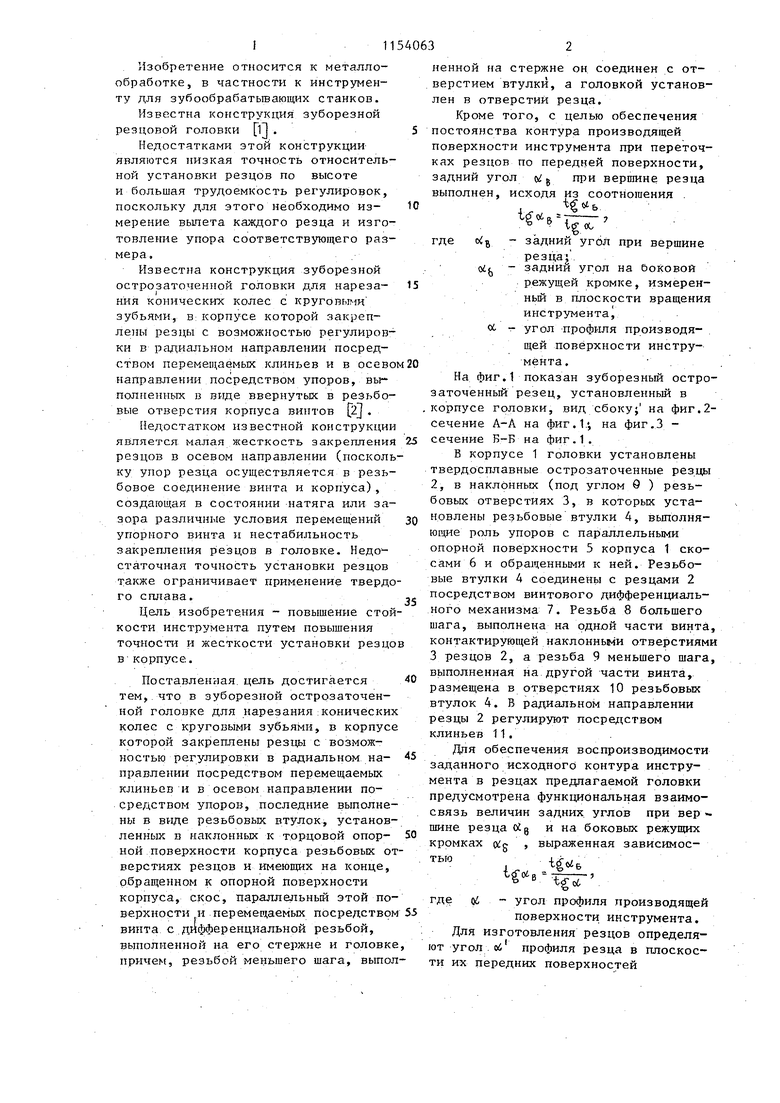
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухлезвийный инструмент | 1980 |
|
SU917978A1 |
| Зуборезная острозаточенная головка | 1987 |
|
SU1521539A1 |
| Зуборезная острозаточенная головка | 1987 |
|
SU1547978A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Головка для нарезания криволинейных зубьев зубчатых колес | 1986 |
|
SU1425002A1 |
| ЗУБОРЕЗНАЯ ГОЛОВКА | 2001 |
|
RU2217271C2 |
| Расточная головка | 1985 |
|
SU1271670A1 |
| Устройство к сверлильному станку для зенкования отверстий с обратной стороны | 1989 |
|
SU1726159A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| КОМБИНИРОВАННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ И ЕГО ПОВЕРХНОСТИ, А ТАКЖЕ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ПОДОБНОГО КОМБИНИРОВАННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2007 |
|
RU2424087C2 |
1. ЗУБОРЕЗНАЯ ОСТРОЗАТОЧЕННАЯ ГОЛОВКА для нарезания конических колес с круговыми зубьями, в корпусе которой, имеющем торцовую поверхность, закреплены резцы с возможностью регулировки в радиальном направлении посредством перемещаемых клиньев и в осевом направлении посредством упоров, отличающаяся тем, что, с целью повыше- :ния стойкости инструмента, каждый упор выполнен в виде резьбовой втулки имеющей на конце, обращенном к торцовой поверхности корпуса скос, параллельный этой поверхности, и установленной в дополнительно выполненном в резце под углом к торцовой поверхности резьбовом отверстии с возможностью перемещения посредством дополнительно введенного в головку дифференциального винтового механизма, причем чисть винта с меньшим шагом размещена с возможностью взаимодействия резьбовой втулкой, а часть винта с большим шагом размещена в резьбовом отверстии резца. 2. Головка по п.1, отличающая с я тем, что задний угол при вершине резца выполнен, исходя из соотношения сл itfista } где чИ- задний угол на боковой режущей кромке, измеренной в ппоскостк инструмента; ел « - угол профиля производя4ib щей поверхности инстру О О5 мента. ОО
Фие.2
ff-ff
| ВЫСОКОТЕМПЕРАТУРНАЯ ДВУХСТУПЕНЧАТАЯ ГАЗОВАЯ ТУРБИНА | 2007 |
|
RU2364727C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Прицепная сцепка | 1976 |
|
SU600978A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
