(5) СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ ПОРИСТОГО
t , .; .
Изобретение относится к обработки; изделий шлифованием, в частности к электрофизическим и электрохимическим методам обработки.
Известны способы шли(1)Ования периферией пористого круга с подачей жидкого агента - смазочно-охлаждающей в зону обработки посредством подачи его посредством сопла на периферию кпуга и переносом его в зону обработки в порах круга за счет дав-, ления внеинего гидроклина, создаваемого на периферии круга перед зоной обработки благодаря установленной по касательной к рабочей поверхности круга неподвииной пластине, которая создает с ней клин, направленный своей вершиной по ходу вращения круга и обращенный открытой к соплу т}.
Основными недостатками известного способа являются: недостаточно высокая точность обрабЬтки и невозмоыность реализации высокой произШЛИФОВАЛЬНОГО КРУГА
водительности в случае использования данного приема в схеме электрохимического шли({к вания, вследствие загряз,нения шли(1)овального круга продуктами обработки, а следовательно, и сложного обмена электролита в зоне обработки..
Целью данного изобретения является повьшение точности и производительности процесса обработки при
10 осуществлений процесса электрохимического шлифования за счет улучшения условий подачи электролита в зону обработки при использовании круга, имеющего внутреннюю полость.
IS
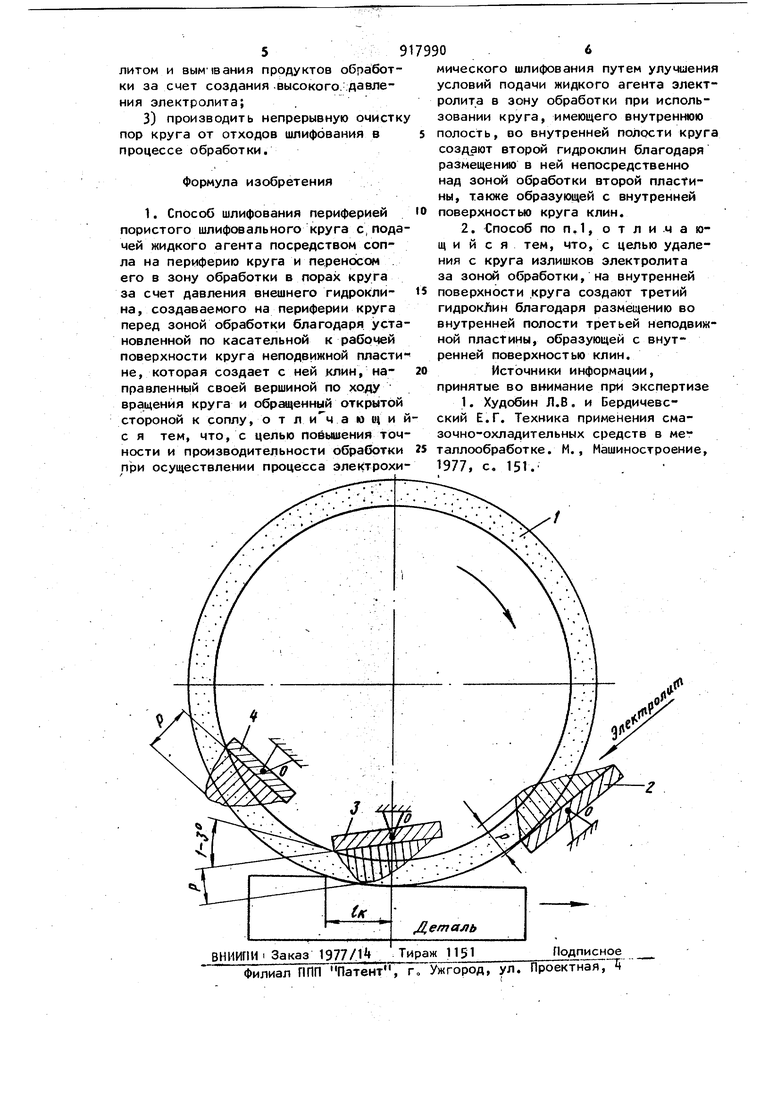
Поставленная цель достигается тем, что электрохимическое шлифование ведут периферией пористого 1или(|ювального круга, имеющего внутреннюю полость, с подачей жидкого агента-элект20ролита посредством сопла на периферию круга и переносом его в зону обработки в порах круга за счет давления внешнего гидроклина, создававмого на периферии круга перед зоной обработки благодаря установленной по касательной к рабочей поверхности круга неподвижной пластине, которая создает с ней клин, направленный своей вершиной по ходу вращения круга и обращенный открытой стороной к соплу, причем во внутренней полости круга создают второй гидроклин благодаря размещению в ней непосредственно над зоной обработки второй пластины, .также образующей с внутренней поверхностью краг клин. Кроме того, с целью удаления с круга излишков жидкого агента - электролита за зоной обработки создают на внутренней поверхности круга третий гидроклин благодаря размещению также во внутренней полости третьей неподвижной пластины, образующей с внут. ренней поверхностью клин На чертеже изображена схема реализации способа. По касательной к пористому кругу 1 установлена пластина 2, создающая гидроклин для подачи электролита во внутреннюю полость круга. Для подачи электролита непосредственно в зону обработки во внутренней полости круга .напротив зоны обработки под углом 1-3 к образующей круга установлена пластина 3, .создающая второй гидроклин. За зоной обработки по ходу вращения круга под углом 1-3 к образующей круга установлена пластина , соз дающая гидроклин для удаления излишков электролита из внутренней полости круга и очистки круга от отходов шлифования и налипов металла. Все пластины выполнены регулируемыми для регулирования давления в гидроклинах Подача электролита осуществляется следующим образом. Электролит из цилиндрического соп ла (на чертеже не показано) подают в клин, образованный пористым кругом 1 и пластиной 2. В гидроклине создае ся высокое давление Р, достигающее 16 кг/см , имеющее характер распреде ления, показанный на чертеже. На сло электролита, вращающийся вместе с кругом, действуют две силы - центробежная от вращения круга и сила стат ческого давления, возникающая в гидр динамическом клине, поэтому угол установки пластин относительно образующей круга выбирают таким,чтобы вторая сила преобладала над первой и электролит продавливался через поры внутрь круга. Так, на элементарный объем в 1 см при диаметре круга 250 мм и 2800 об/мин действует от центробежной силы давление в 10 кг/см , а со стороны гидроклина - 16 кг/см . Под действием избыточного давления в 6 кг/см электролит продавливается по порам во внутреннюю полость круга. Поворотом пластины 2 относительно ее оси О можно регулировать давление в гидроклине, тем самым регулируя количество электролита, проникающего во. внутреннюю полость круга. Электролит, находящийся внутри круга, вследствие вращения круга попадает в клинообразную щель между кругом 1 и пластиной 3 создавая второй гидР01СЛИН. Второй гидроклин подает электролит в зону обработки, причем пластину 3 располагают так, чтобы максимум давления находился на дуге контакта, на которой обычно мало электролита или он отсутствует. При этом на элементарный объем действует суммарное давление от гидроклина и центробежной силы, что облегчает подачу электролита в зону обработки. Пластина 3 выполнена регулируемой относительно оси О, что позволяет регулировать давление в гидроклине и тем самым его количество в зоне обработкиЭто позволяет влиять на точность и производительность обработки. Излишки электролита, попадая на пластину k, находящуюся за зоной обработки, образуют третий гидроклин, который продавливает электролит через поры круга и тем самым очищает поверхность круга от отходов шлифования и налипов металла. Расположение пластины выбирают конструктивно.Желательно ее располагать сразу после зоны обработки, чтобы уменьшить зону разбрызгивания электролита. Предлагаемый способ подачи электролита и устройство для его осуществления позволяет: 1)повысить точность обработки, т о Ко электролит подается в зону обработки в дозированном количестве непосредственно на дугу контакта круга с обрабатываемой деталью; 2)повысить производительность процесса за счет постоянного смачивания зоны обработки свежим электро
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| Шлифовальный круг | 1991 |
|
SU1806050A3 |
| Способ электроабразивного шлифования | 1985 |
|
SU1237334A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ подачи смазочно-охлаждающей жидкости при шлифовании периферией круга | 1991 |
|
SU1809801A3 |
| Способ подачи смазочно-охлаждающей жидкости (СОХ) при шлифовании периферией круга | 1988 |
|
SU1576296A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
