1
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способов электроабразивного ишифова- ния.
Цель изобретения - повышение производительности электроабразивного шлифования путем увеличения электропроводности .электролита в жидкостном клине, образующемся меж,ду кругом и обрабатываемой деталью.
Увеличение электропроводности позволяет увеличить ток, определяющий скорость съема и производительность, а также снизить тепловые потери.
На чертеже схематически показано устройство для реализации способа.
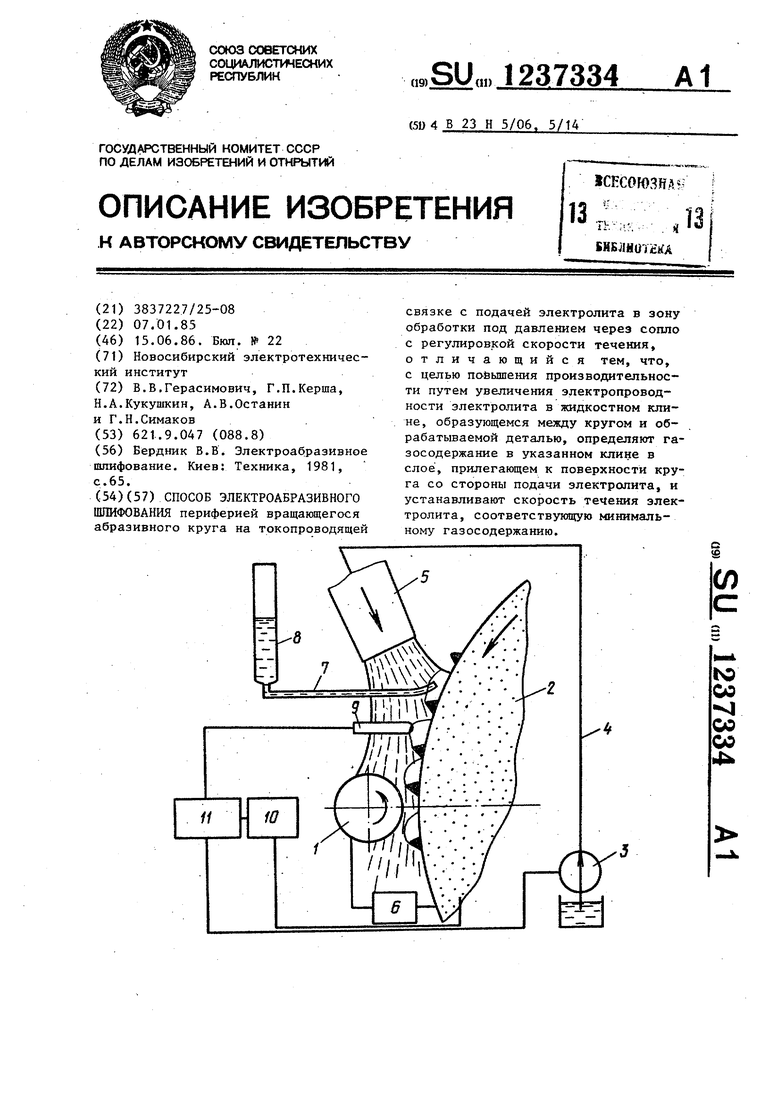
На схеме представлены обрабатываемая деталь 1, абразивный круг 2, система подачи электролита в зону обработки, состоящая из насоса 3, трубопровода 4, сопла 5, источник 6 технологического напряжения, отводная 7 и измерительная 8 трубки, из- мерительньй электрод 9-, автономный источник 10, блок 11 формирования управляющего сигнала.
Способ реализуется следующим образом.
Деталь 1 вводится в -соприкосно- дение с вращающимся абразивным кругом 2. В зону обработки подается электролит из бака насосом 3 по трубопроводу 4 через сопло 5. Между абразивным кругом и деталью пропускается рабочий ток, величина которого задается ИСТОЧНИКОМ 6 питания и зависит от сопротивления межэлектродного зазора. В жидкостном клине, образованном поверхностями детали 1 и круга 2, происходит насыщение электролита атмосферным воздухом в виде воздушных каверн, располагающихся за абразивными зернами вблизи поверхности круга. При этом между вращаю- щимся абразивным кругом и основными потоками электролита образуется по- граничньш воздушно-жидкостной слой толщиной не более 0,5 мм.
Для наблюдения степени газонасыщения электролита, поступающего в зону обработки перед входом в нее, производится отбор газожидкостной смеси из газонасыщаемого слоя вблизи поверхности круга с помощью отводной трубки 7. Из отводной трубки 7
ВНИИПИ
Заказ 3229/12
Произв.-полигр. пр-тие, г. Ужгород,, ул. Проектная, 4
1237334
5
0
5
0
5
0
5
0
5
газожидкостная смесь поступает в из- мерит эльную трубку 8. Соотношение объемов жидкой и газовой фаз соответствует газосодержанию, которое можно наблюдать визуально. Для определения газосодержания используется допол;яительный электрод 9. Для измерения газосодержания его рабочая часть вводится в пограничный газона- сьпценньш слой.
Между торцом дополнительного электрода 9 и кругом 2 пропускается измерительный ток порядка 10-100 мА от автономного источника 10.
Воздушные каверны, проходя между дополниТ Зльным электродом 9 и кругом 2, приводят к падению тока в измерительной цепи источника 10. Эти. колебания измерительного тока преобразуются 13 блоке 11 формирования в управляющий сигнал, поступающий на двигатель насоса 3.
Экспериментально установлено, что газосодержание в пограничном воздушно-жидкостном слое зависит от скорости подачи электролита. Увеличение скорости подачи электролита через сопло 5 приводит к уменьшению размеров каверн образующихся за абразивными зернами, в результате чего уменьшается газосодержание в приграничном слое.
Уменьшение скорости течения электролита гшже определенного предела приводит к увеличению газосодержания. Поэтому блок 11 формирования сигналов настраивается так, чтобы наличие пульсаций тока в измерительной цепи служило сигналом к повьш е- нию расхода электролита, подаваемого насосом 3, при отсутствии пульсаций скорость подачи электролита через сопло 5 снижается. Таким образом, происходит поддержание такой скорости подачи электролита, при которой газосодержание во входной зоне жидкостного клина минимально.
ПовьЕцение производительности элек- троабразиБного шлифования в результате увеличения электропроводности электролита не требует больших затрат на подачу больших порций электролита, так как скорость его течения устанавливается не вьш1е, чем для создания условий малого газосодержания .
Тираж 1001
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| Способ электроабразивной обработки | 1980 |
|
SU956216A1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| Способ электроабразивного шлифования | 1986 |
|
SU1333489A1 |
| Бердник В.В | |||
| Электроабразивное шлифование | |||
| Киев: Техника, 1981, с.65. |
