Способ относится к области машиностроения и может применяться при встречном чистовом шлифовании с наложением тока периферией металлического или абразивного токопроводящего круга.
Известен способ шлифования токопроводящими кругами /1/, в котором подача электролита производится вдоль обрабатываемой поверхности, в том числе схема с дозированной подачей электролита. К недостаткам схемы, приведенной в /1/, относится образование жидкостных клиньев со стороны обработанной поверхности заготовки, что приводит к нарушению точности обработки и созданию неравных условий обработки по ширине круга, что вносит погрешности профиля. Известен также способ /2/ со встречной подачей инструмента, удалением электролита с круга с помощью скребка и торцевой подачей электролита через форсунку в зону резания, что, по мнению автора, позволяет устранить гидравлический клин с обработанной поверхности и повысить точность шлифования. По технической сущности наиболее близким следует считать способ шлифования по /2/, который осуществляют при встречном шлифовании путем импульсной подачи электролита через форсунку и удаления его с круга. Однако в указанной схеме подача электролита выполняется с торцевой стороны круга и анодное растворение материала заготовки происходит неравномерно по ширине круга, т.к. количество электролита уменьшается по направлению его подачи на круг и процесс затухает. Часть электролита попадает на обработанную поверхность и нарушает точность.
Предлагаемый способ позволяет повысить точность обработанной поверхности за счет выравнивания свойств электролита в зоне обработки и устранения гидравлического клина на обработанной поверхности.
Это достигается тем, что электролит в зону обработки подают навстречу движению круга со стороны необработанной поверхности заготовки под давлением, превышающим давление, создаваемое встречным вращением круга на величину, обеспечивающую обтекание круга электролитом со стороны обработанной поверхности в течение времени, ограниченного выходом его из зоны обработки, определяющего длительность импульса, а паузы между подачами электролита регулируют по времени полного удаления загрязненного в течение импульса продуктами обработки электролита.
Сущность предлагаемого способа приведена на чертеже. Токопроводящий круг 1 работает периферией и вращается в направлении 2 с подачей в направлении 3. На него подается отрицательный полюс источника тока. Положительный полюс подведен к заготовке 4. Через систему стабилизации температуры электролита 5 насосом 6 через клапан 7 (например, электромагнитный), форсунку 8 подается электролит 9 под давлением, превышающим противодавление от вращения круга 1. На выходе электролита 9 из зоны обработки на границе круга установлен датчик 10, жестко связанный с осью круга 1. Сигнал с датчика 10 поступает на блок управления 11. Со стороны необработанной поверхности на границе наружной поверхности круга установлен пустотелый скребок 12, вакуумный насос 13, фильтр 14 и датчик 15 наличия электролита.
Способ осуществляют следующим образом: настраивают положение круга 1 относительно заготовки 4 таким образом, чтобы наружный диаметр круга находился на расстоянии межэлектродного зазора от обработанной поверхности детали. Если допуск на шлифование значительно превышает межэлектродный зазор (несколько микрон), то настройку ведут по совпадению профиля обработанной поверхности с наружной поверхностью круга. Включают вращение 2 круга 1, насос 6. При этом клапан 7 открыт и электролит 9 поступает через систему стабилизации температуры 5, форсунку 8 в пространство между кругом 1 и заготовкой 4. Подают постоянный или импульсный ток на круг 1 (минус) и заготовку 4 (плюс), включают подачу 3. Увеличивают давление насоса 6 до появления на обработанной поверхности электролита 9 и срабатывания датчика 10 (например, датчика давления), далее сигнал поступает на блок управления 11, откуда поступает команда на перекрытие клапана 7, пропускающего электролит к форсунке 8. Электролит из пространства между кругом 1 и заготовкой 4 выбрасывается кругом 1 и отсасывается через пустотелый скребок 12 вакуумным насосом 13, очищается фильтром 14. Полное удаления электролита с круга 1 фиксируется датчиком 15 наличия электролита (например, датчиком сопротивления), откуда сигнал поступает на блок управления 11, дающий команду на открытие клапана 7. Далее цикл повторяется.
В зоне обработки происходят следующие процессы: за счет избыточного давления свежий электролит поступает вдоль рабочей поверхности круга 1 навстречу его движению. Круг 1 захватывает ранее поступившие порции электролита 9, участвующие в процессе анодного съема металла под действием тока, и выбрасывает их из пространства между кругом 1 и заготовкой 4, обновляя состав и выравнивая свойства электролита 9, что способствует получению одинакового съема со всей поверхности заготовки и высокой точности обработки. За счет прекращения подачи электролита 9 по сигналу датчика 10 со стороны обработанной поверхности заготовки 4 не происходит анодного растворения этой поверхности и нарушения точности уже сформированных кругом участков, а переносимый поверхностью круга 1 электролит 9 не может достичь обработанной поверхности заготовки 4, т.к. удаляется скребком 12. После прекращения поступления в пространство между кругом 1 и заготовкой 4 электролита 9 происходит быстрая очистка пространства от электролита 9 с продуктами обработки за счет вращения круга 1 в направлении необработанной поверхности заготовки, что не нарушает точности обработанной поверхности за счет дополнительного съема металла анодным растворением заготовки 4. Периодическое поступление незагрязненного электролита 9 после полного удаления загрязненного позволяет достичь одинаковых условий обработки в течение всех рабочих циклов и одинакового съема припуска на требуемую величину, что повышает точность обработки. Износ круга 1 в случае отсутствия абразивных зерен при анодном растворении отсутствует, а при токопроводящем абразивном круге на 1-2 порядка ниже, чем без наложения тока, поэтому точность обработки определяется стабильностью протекания процесса за счет анодного растворения и устранения такого процесса на обработанной поверхности заготовки 4.
Пример осуществления способа: обрабатывались базовые поверхности замков лопаток ГТД из материала ЭИ437Б электроабразивным кругом диаметром 180 мм и шириной 40 мм. Режимы обработки: напряжение 8 В, припуск 0,5 мм, окружная скорость на периферии круга 38 м/с, подача 90 мм/мин, давление электролита на входе до 0,15 МПа. Полученные результаты: погрешность всего профиля после обработки не более 20 мкм, что в 1,7-2 раза ниже, чем при электроабразивной обработке с постоянной подачей электролита по направлению вращения круга, и в 4-5 раз ниже по сравнению с погрешностями на концевых участках деталей, обрабатываемых электроабразивной обработкой с постоянной подачей электролита.
Источники информации
1. Халимуллин Р.М., Буздаев Ф.В., Газизуллин К.М. Прогрессивные методы обработки лопаток ГТД. М: Изд-во ЦИПККАП, 1997, С.7.
2. Бердник В.В. Шлифование токопроводящими кругами с наложением электрического поля. Киев: "Виша школа". 1984, С.51.4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Способ электроабразивного шлифования | 1987 |
|
SU1504020A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Сборный электрод-инструмент для электроабразивной резки | 1986 |
|
SU1641540A1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
Изобретение может быть использовано при встречном чистовом шлифовании с наложением тока периферией металлического или абразивного токопроводящего круга. Электролит в зону обработки подают импульсами навстречу движению круга со стороны необработанной поверхности заготовки под давлением. Упомянутое давление превышает по величине давление, создаваемое встречным вращением круга на величину, обеспечивающую обтекание круга электролитом со стороны обработанной поверхности в течение времени, ограниченного выходом его из зоны обработки. Данное время определяет длительность импульса подачи электролита. Паузы между подачами электролита регулируют по времени полного удаления загрязненного в течение импульса продуктами обработки электролита. Способ обеспечивает точность шлифования за счет выравнивания свойств электролита в зоне обработки и устранения гидравлического клина на обрабатываемой поверхности. 1 ил.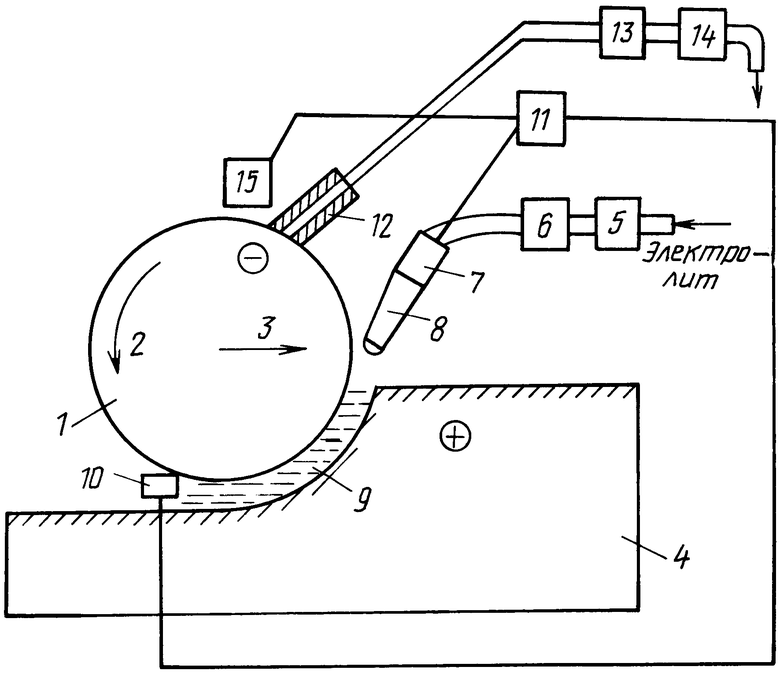
Способ шлифования токопроводящим кругом, включающий обработку заготовки встречным шлифованием периферией вращающегося круга с наложением тока и импульсной подачей электролита, отличающийся тем, что электролит в зону обработки подают навстречу движению круга со стороны необработанной поверхности заготовки под давлением, превышающим давление, создаваемое встречным вращением круга, на величину, обеспечивающую обтекание круга электролитом со стороны обработанной поверхности, в течение времени, ограниченного выходом его из зоны обработки, определяющего длительность импульса, а паузы между подачами электролита регулируют по времени полного удаления загрязненного в течение импульса продуктами обработки электролита.
| БЕРДНИК В.В | |||
| Шлифование токопроводящими кругами с наложением электрического поля | |||
| - Киев: Виша школа, 1984, с.51 | |||
| Способ электроабразивного шлифования | 1974 |
|
SU536928A1 |
| Способ электроабразивного шлифования | 1985 |
|
SU1237334A1 |
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |

