Устройство относится к области металлообработки, а именно к области обработки проволоки из бунта, и может быть использовано в метизной промьйштенности для получения высококачественной проволоки ответственного назначения.
Известно устройство, в котором обработка проволоки осуществляется при ее Круговом перемещении по внутренней поверхности шлифовального цилиндра, причем прижим проволоки к внутренней поверхности инструмента осуществляется за счет удаления или приближения отверстий проводок, эксцентрично расположенных в дисках относительно общей оси вращения цилиндров и дисков tl. Обработка абразивными цилиндрами требует не только регулировки силы прижима-, определяющего величину сьема, но также смещение эксцентричных проводок в направлении оси вращения, связанное со сравнительно быстрым износом абразивного инструмента.
Недостатком такой конструкции является отсутствие возможности компенсации износа абразивного цилиндра в процессе обработки, что влияет на качество получаемой поверхности.
Известно также устройство, содержащее очистное приспособление, выполненое в виде неподвижного полого корпуса с внутренней абразивной поверхностью и размещенными внутри корпуса направляющими с эксцентрично расположенными в них фильерами. Очистное приспособление снабжено приводным валом, установленным в полом корпу10се, причем на валу выполнены Сквозные радиальные отверстия, в которых с возможностью свободного перемещения в соответствующих проточках установлены направляющие с Фильерами 2.
15
Недостаток конструкции заключается в том, что трудно обеспечить стабильность процесса шлифования по мере износа круга и получение высЛэкого качества обработки проволоки. Это
20 вызвано тем, что по мере износа круга перемещение направляющих с фильерами осуществляется в радиальном направлении, при этом изменяется кривизна оси проволоки на.отклоняющих уча25стках. Так как проволока в местах перегиба приобретает упругий изгиб, то при изменении перегиба изменяются и напряжения в проволоке и соответственно профиль оси проволоки на
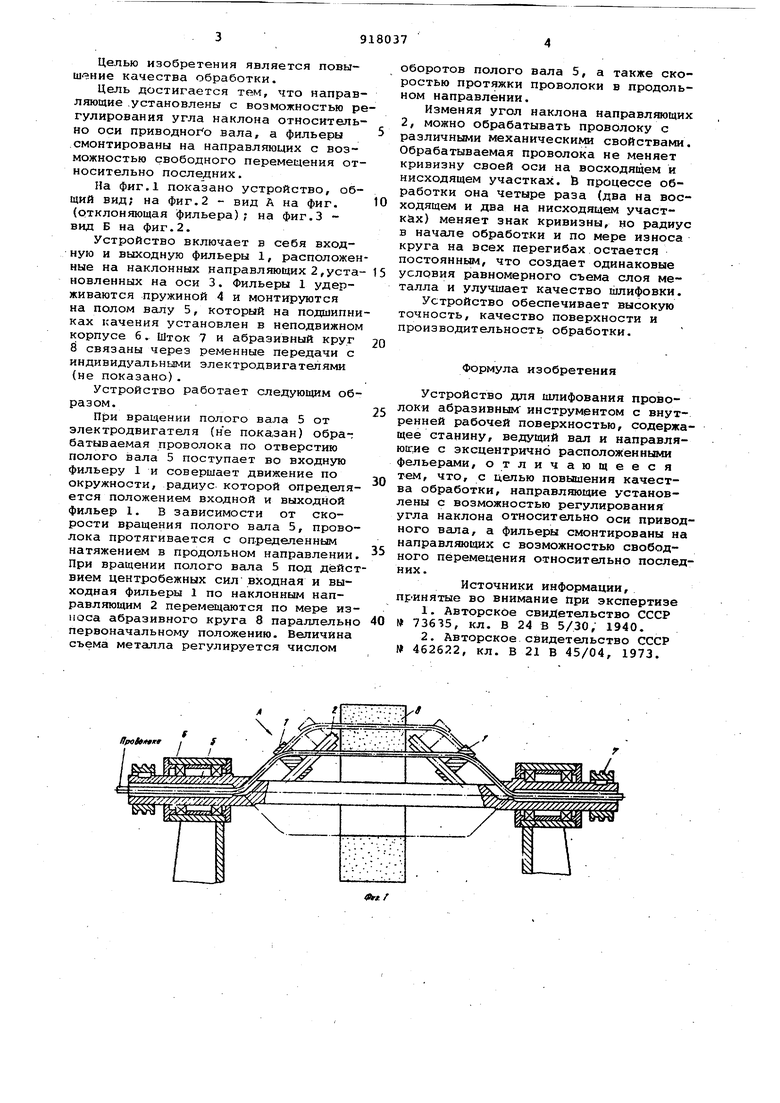
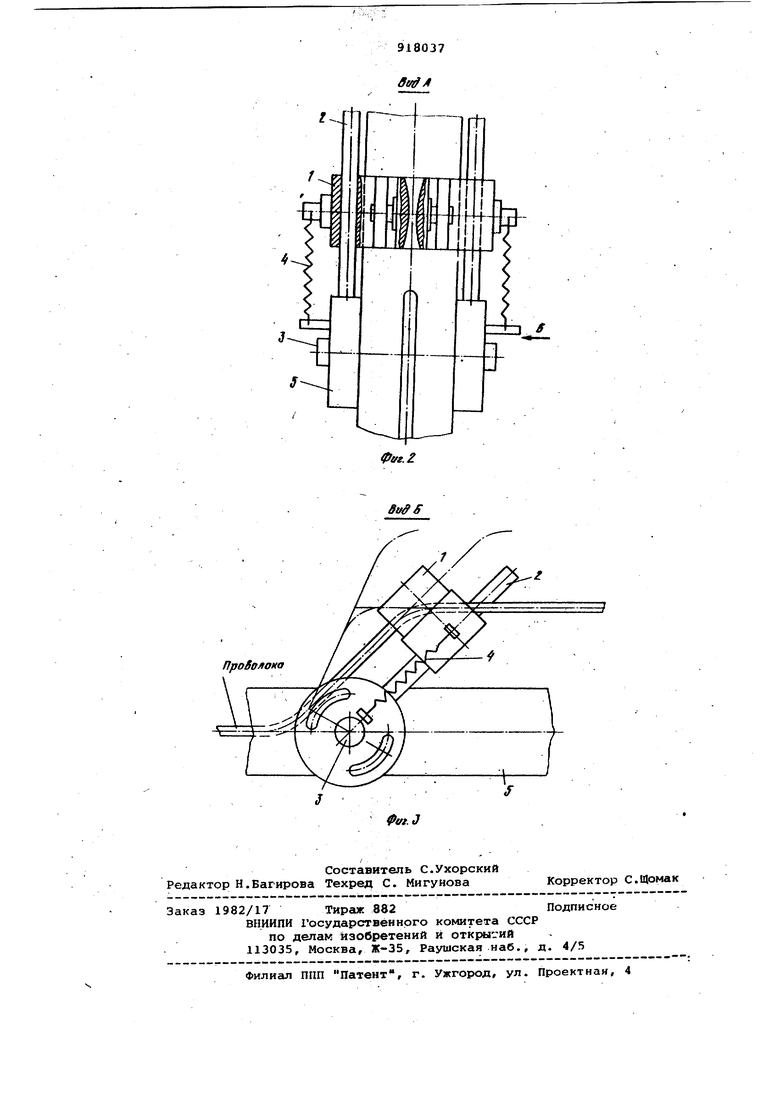
30 участке шлифования. Целью изобретения является повышение качества обработки. Цель достигается тем, что направляющие .установлены с возможностью ре гулирования угла наклона относительно оси приводног о вала, а фильеры смонтированы на направляюцих с возможностью свободного перемещения относительно последних. На фиг.1 показано устройство, общий вид; на фиг.2 - вид А на фиг. (отклоняющая фильера) на фиг.З вид Б на фиг.2. Устройство включает в себя входную и выходную фильеры 1, расположен ные на наклонных направляющих 2,уста новленных на оси 3. Фильеры 1 удерживаются пружиной 4 и монтируются на полом валу 5, который на подшипни ках качения установлен в неподвижном корпусе б. Шток 7 и абразивный круг 8 связаны через ременные передачи с индивидуальными электродвигателями (не показано). Устройство работает следующим образом. При вращении полого вала 5 от электродвигателя (не пока,зан) обраг батываемая проволока по отверстию полого вала 5 поступает во входную фильеру 1 и совершает движение по окружности, радиус которой определяется положением входной и выходной фильер 1. В зависимости от скорости вращения полого вала 5, проволока протягивается с определенным натяжением в продольном направлении При вращении полого вала 5 под дейс вием центробежных сил входная и выходная фильеры 1 по наклонным направляющим 2 перемещаются по мере из носа абразивного круга 8 параллельн первоначальному положению. Величина съема металла регулируется числом оборотов полого вала 5, а также скоростью протяжки проволоки в продольном направлении. Изменяя угол наклона направляющих 2, можно обрабатывать проволоку с различными механическими свойствами. Обрабатываемая проволока не меняет кривизну своей оси на восходящем и нисходящем участках. Ь процессе обработки она четыре раза (два на восходящем и два на нисходящем участках) меняет знак кривизны, но радиус в начале обработки и по мере износа круга на всех перегибах остается постоянным, что создает одинаковые условия равномерного съема слоя металла и улучшает качество шлифовки. Устройство обеспечивает высокую точность, качество поверхности и производительность обработки. Формула изобретения Устройство для шлифования проволоки абразивным инструментом с внутренней рабочей поверхностью, содержащее станину, ведущий вал и направляюшие с эксцентрично расположенными фельерами, отличающееся тем, что, с целью повышения качества обработки, направляющие установлены с возможностью регулирования угла наклона относительно оси приводного вала, а фильеры смонтированы на направляющих с возможностью свободного перемещения относительно последних. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР I 736Э5, кл. В 24 В 5/30, 1940. 2.Авторское.свидетельство СССР № 462622, кл. В 21 В 45/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования проволоки | 1979 |
|
SU1036497A1 |
| Устройство для шлифования проволоки | 1982 |
|
SU1706839A1 |
| ЭКСЦЕНТРИКОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 2007 |
|
RU2464151C2 |
| Устройство для механической очистки проволоки | 1988 |
|
SU1583265A1 |
| Устройство для шлифования проволоки | 1976 |
|
SU663557A1 |
| Станок для механической счистки проволоки | 1973 |
|
SU462622A1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| Устройство для обработки криволинейных поверхностей | 1987 |
|
SU1463447A2 |
л ffpoftitt r /г -:--J / . / .. ./ 2w
